一种抗静电PVC手套及其生产工艺
文献发布时间:2023-06-19 09:44:49
技术领域
发明涉及PVC手套生产技术领域,尤其涉及一种抗静电PVC手套及其生产工艺。
背景技术
PVC手套是以聚氯乙烯为主原料的手套产品,一般都具有一定的防静电性能,但是在特殊的工作要求中,仍然可能带有一定的静电,进而使得在完全隔绝静电的状况下,手套不能很好的满足使用需求,使得使用受限。
发明内容
发明提出的一种抗静电PVC手套及其生产工艺,解决了不能很好适用特殊需求的问题。
为了实现上述目的,发明采用了如下技术方案:
一种抗静电PVC手套,包括手套主体,所述手套主体上连接有多根相互交错设置的竖线和横线,所述手套主体的一侧套接有处理环。
优选的,所述处理环包括通过魔术贴首尾相连的连接环,所述连接环内固定有对称设置的接触片,两个所述接触片之间填充有纽扣电池,所述接触片通过电线连接有电流改变装置,所述电流改变装置的一侧通过电线连接有与连接环固定连接的接触条。
优选的,所述手套主体上还连接有增磨球。
优选的,竖线和横线均采用铜锌合金材质。
优选的,手套主体包括以下重量份原料:PVC粉100、邻苯二甲酸二异壬脂70-85、降粘剂9-17、表面处理剂PU 1-3、CA-ZN稳定剂1-4、碳酸钙0-2、抗静电剂1-10。
一种抗静电PVC手套的生产工艺,包括以下步骤:
S1:将PVC粉、邻苯二甲酸二异壬脂、降粘剂、表面处理剂PU 、CA-ZN稳定剂、碳酸钙和抗静电剂放置到搅拌桶中,加热混合搅拌,再进行消泡处理,然后过滤,去除杂质,然后再加热混合搅拌,再进行消泡处理;
S2:将手摸模具浸渍到步骤S1制备好的溶液中,然后将浸渍有溶液的手模放置移动到烘干箱箱中,进行烘干,塑化成型;
S3:将铜丝固定到外模具上,同时加热铜丝,然后将外模具移动到塑化好的手模外,进行挤压,使得铜丝粘贴到步骤S2制成的手套上,然后移出外模具;
S4:将粘贴好铜丝的手套,移动到喷淋室,然后利用喷淋机将步骤S1配置好溶液喷射到手套上,进行进一步添加和稳定,然后再进行第二次烘干;
S5:将步骤S4制备好的手套进行检测和包装。
优选的,步骤S1首次加热到120~150℃,混合搅拌1~2h,第二次加热到130~150℃,混合搅拌1~3h。
优选的,步骤S2中烘干温度为130~140℃。
优选的,步骤S3中铜丝的直径为的0.1~0.3mm,加热温度150~160℃。
优选的,步骤S5之后,在使用前,根据需要对填充铜丝处进行刮涂,裸露铜丝表面。
发明的有益效果:
1:通过横线和竖线的导电,配合着处理环的使用,可以在使用过程中,中和可能产生的电荷,保证手套无电的工作,辅助减少减少静电的积存,保证工作的进行。
2:通过多道工序的生产,可以方便快捷的生产,两次材料的添加,可以保证产品的质量,同时方便方便产品的质量,同时保证后期使用的稳定。
附图说明
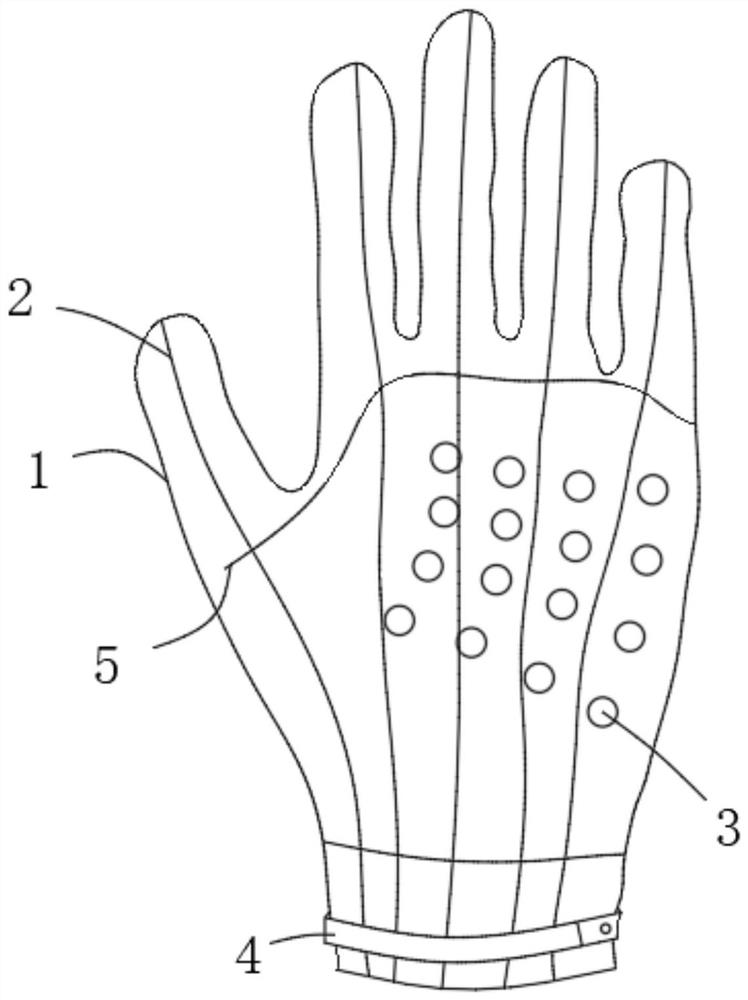
图1为发明提出的一种抗静电PVC手套及其生产工艺的主视示意图;
图2为发明提出的一种抗静电PVC手套及其生产工艺的处理环剖视示意图。
图中标号:1、手套主体;2、竖线;3、增磨球;4、处理环;5、横线;41、连接环;42、电流改变装置;43、接触条;44、纽扣电池;45、接触片。
具体实施方式
下面将结合发明实施例中的附图,对发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是发明一部分实施例,而不是全部的实施例。
参照图1-2,一种抗静电PVC手套,包括手套主体1,手套主体1上连接有多根相互交错设置的竖线2和横线5,手套主体1的一侧套接有处理环4,处理环4包括通过魔术贴首尾相连的连接环41,连接环41内固定有对称设置的接触片45,两个接触片45之间填充有纽扣电池44,接触片45通过电线连接有电流改变装置42,电流改变装置42的一侧通过电线连接有与连接环41固定连接的接触条43,在进行工作时,套上手套主体1,然后利用模数贴在手套主体1的底部连接上连接环41,进而使得接触条43的表面接触到竖线2的表面,实现导通,然后电流改变装置42在使用时,根据自身感受的电压差,然后控制线路通断,使得纽扣电池44的正极或者负极导通,以中和电势,其中电流改变装置42为控制器、电压传感器、主板和电路开关组成的装置,均为市场上可以直接买到使用的装置,当手套主体1损害时,只需更换手套主体1即可。
手套主体1上还连接有增磨球3,竖线2和横线5均采用铜锌合金材质,增磨球3可以增加手套主体1在使用时的摩擦力,竖线2和横线5保证电力的传递。
实施例1
将PVC粉100KG、邻苯二甲酸二异壬脂70KG、降粘剂9KG、表面处理剂PU 1KG、CA-ZN稳定剂1KG、抗静电剂1KG放置到搅拌桶中,加热到120℃,混合搅拌1h,进行消泡处理,然后过滤,去除杂质,然后再加热130℃,混合搅拌1h再进行消泡处理,
然后将手摸模具浸渍到步骤S1制备好的溶液中,然后将浸渍有溶液的手模放置移动到烘干箱箱中,进行烘干,烘干温度为130℃,然后塑化成型,
与此同时将铜丝固定到外模具上,同时加热铜丝到150℃,将铜丝到外模具上,然后将外模具移动到塑化好的手模外,进行挤压,使得铜丝粘贴到步骤S2制成的手套上,然后移出外模具,
最后将粘贴好铜丝的手套,移动到喷淋室,然后利用喷淋机将步骤S1配置好溶液喷射到手套上,然后再进行第二次烘干,烘干温度为150℃,然后将步骤S4制备好的手套进行检测和包装。
在使用前,根据需要对填充铜丝处进行刮涂,裸露铜丝表面。
这样生产的手套,其柔性较大,可以适应一定的复杂状况,保方便使用。
实施例2
将PVC粉100KG、邻苯二甲酸二异壬脂80KG、降粘剂13KG、表面处理剂PU 2KG、CA-ZN稳定剂2KG、碳酸钙1、抗静电剂4KG放置到搅拌桶中,加热到135℃,混合搅拌1.5h,进行消泡处理,然后过滤,去除杂质,然后再加热135℃,混合搅拌2h再进行消泡处理,
然后将手摸模具浸渍到步骤S1制备好的溶液中,然后将浸渍有溶液的手模放置移动到烘干箱箱中,进行烘干,烘干温度为140℃,然后塑化成型,
与此同时将铜丝固定到外模具上,同时加热铜丝到155℃,将铜丝到外模具上,然后将外模具移动到塑化好的手模外,进行挤压,使得铜丝粘贴到步骤S2制成的手套上,然后移出外模具,
最后将粘贴好铜丝的手套,移动到喷淋室,然后利用喷淋机将步骤S1配置好溶液喷射到手套上,然后再进行第二次烘干,烘干温度为150℃,然后将步骤S4制备好的手套进行检测和包装。
在使用前,根据需要对填充铜丝处进行刮涂,裸露铜丝表面。
这样生产的手套,其柔性始终,耐磨性增强,可以适应一定的复杂状况,增加使用寿命。
实施例3
将PVC粉100KG、邻苯二甲酸二异壬脂85KG、降粘剂17KG、表面处理剂PU 3KG、CA-ZN稳定剂4KG、碳酸钙2KG和抗静电剂8KG放置到搅拌桶中,加热到150℃,混合搅拌2h,进行消泡处理,然后过滤,去除杂质,然后再加热150℃,混合搅拌3h再进行消泡处理,
然后将手摸模具浸渍到步骤S1制备好的溶液中,然后将浸渍有溶液的手模放置移动到烘干箱箱中,进行烘干,烘干温度为140℃,然后塑化成型,
与此同时将铜丝固定到外模具上,同时加热铜丝到150℃,将铜丝到外模具上,然后将外模具移动到塑化好的手模外,进行挤压,使得铜丝粘贴到步骤S2制成的手套上,然后移出外模具,
最后将粘贴好铜丝的手套,移动到喷淋室,然后利用喷淋机将步骤S1配置好溶液喷射到手套上,然后再进行第二次烘干,烘干温度为150℃,然后将步骤S4制备好的手套进行检测和包装。
在使用前,根据需要对填充铜丝处进行刮涂,裸露铜丝表面。
这样生产的手套,其柔性较小,但是耐磨性增强,进而可以较大的延长手套的使用。
在发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
以上所述,仅为发明较佳的具体实施方式,但发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在发明揭露的技术范围内,根据发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在发明的保护范围之内。
- 一种抗静电PVC手套及其生产工艺
- 一种抗静电PVC手套