一种低醛阻燃胶合板制备工艺与制备系统
文献发布时间:2023-06-19 09:46:20
技术领域
本发明涉及胶合板领域,更具体的说是一种低醛阻燃胶合板制备工艺与制备系统。
背景技术
专利号为CN201510552318.5的一种低醛阻燃胶合板的生产方法,该发明涉及一种胶合板,特别涉及到一种低醛阻燃胶合板的生产方法。其生产的工艺步骤包括:木板旋片—一次干燥—修补—真空浸渍处理—二次干燥—涂胶—预压—热压—裁边砂光。本发明用阻燃溶液对单板进行真空浸渍处理,经浸渍工艺,阻燃剂渗透到木材的细胞腔、细胞壁以及细胞间隙中,获得阻燃单板,用此阻燃单板来生产胶合板,生产得到的胶合板的阻燃性能得到了提高;通过改进所用的脲醛树脂胶黏剂,降低胶黏剂中甲醛的残余量,从而降低胶合板中甲醛的残余量;在制备胶黏剂过程中加入阻燃剂硼砂溶液,提高了所用的脲醛树脂胶黏剂的阻燃性,用此胶黏剂来生产胶合板不仅降低胶合板中甲醛的残余量也进一步提高胶合板的阻燃能力。但是该装置不能对倾斜面的胶合板表面进行均匀的涂胶。
发明内容
本发明的目的是提供一种低醛阻燃胶合板制备工艺与制备系统,其有益效果为本发明能对倾斜面的胶合板表面进行均匀的涂胶。
本发明的目的通过以下技术方案来实现:
一种低醛阻燃胶合板制备系统,包括固定机构、限位机构、手动涂抹件、往复涂抹控制件、旋转控制件、高度控制机构、覆胶箱和涂抹板,所述的限位机构设置有两个,两个限位机构对称设置在固定机构的两端,手动涂抹件固定连接在固定机构上,往复涂抹控制件活动连接在手动涂抹件上,旋转控制件配合连接在往复涂抹控制件上,高度控制机构配合连接在旋转控制件上,高度控制机构的下端固定连接覆胶箱,覆胶箱和涂抹板之间通过多根分流管固定连接并连通,覆胶箱上设有带有控制阀门的进液管。
所述的固定机构包括底板、侧架、梯形杆、活动板、第一电动推杆、直角板、侧滑槽和后限位板;底板的两端分别固定连接一个侧架,两个侧架上分别固定连接一个梯形杆,两个活动板分别滑动配合连接在两个梯形杆上,两个第一电动推杆的伸缩端分别固定连接在两个活动板上,两个第一电动推杆分别固定连接在两个侧架上,两个活动板的内端分别固定连接一个直角板,两个直角板的两端分别设有一个侧滑槽,两个直角板的后端分别固定连接一个后限位板;两个限位机构对称设置在两个活动板上。
所述的限位机构包括双输出轴电机、第一螺杆和侧夹板;双输出轴电机通过电机架固定连接在活动板上,双输出轴电机两端的输出轴分别通过联轴器连接一个第一螺杆,两个侧夹板分别通过螺纹配合连接在两个第一螺杆上,两个侧夹板分别滑动配合连接在一个直角板上的两个侧滑槽内;手动涂抹件固定连接在两个侧架上。
所述的手动涂抹件包括固定杆、梯形棱、底滑座、竖滑框、上滑杆和手握杆;固定杆固定连接在两个侧架上,梯形棱固定连接在固定杆上,底滑座滑动配合连接在梯形棱上,竖滑框的两端分别固定连接上滑杆和底滑座,手握杆固定连接在底滑座的后端间;往复涂抹控制件设置在竖滑框上。
两个所述的后限位板位于梯形棱的上端,底滑座位于两个后限位板之间。
所述的往复涂抹控制件包括第一电机、第二螺杆、槽块和铰接臂;第一电机通过电机架固定连接在竖滑框上,第一电机的输出轴通过联轴器连接第二螺杆,槽块滑动配合连接在竖滑框内,槽块与第二螺杆螺纹连接,铰接臂的两端分别转动连接槽块和旋转控制件。
所述的旋转控制件包括轴座、滑套、固定板、转轴、转杆、铰接臂、推块、横杆和第二电动推杆;轴座上端固定连接滑套,上滑杆滑动配合连接在滑套内,固定板固定连接在轴座的下端,铰接臂的上端转动连接固定板,转轴转动连接在轴座的左端,高度控制机构与转轴固定连接,转杆固定连接在转轴上,铰接臂的两端分别转动连接转杆和推块,推块滑动配合连接在横杆上,横杆固定连接在轴座上,第二电动推杆固定连接在推块上,第二电动推杆的伸缩端固定连接在横杆上。
所述的高度控制机构包括杆架、轴板、柱杆、箱架、第三电动推杆;杆架的两端分别固定连接两个轴板和两个柱杆,两个轴板分别固定连接在转轴的两端,箱架滑动配合连接在两个柱杆上,第三电动推杆固定连接在箱架上,第三电动推杆的伸缩端固定连接杆架上,覆胶箱固定连接在箱架上。
一种低醛阻燃胶合板制备系统制备低醛阻燃胶合板的工艺,该工艺包括以下步骤:
步骤一:将待覆胶的胶合板放置在两个直角板之间,将胶合板的左右两端夹紧固定,两个限位机构将胶合板的前后两端夹紧固定;
步骤二:高度控制机构启动带动涂抹板贴合在胶合板上,往复涂抹控制件启动带动涂抹板前后移动进行覆胶;
步骤三:手动握住手握杆带动涂抹板左右往复移动,对不同宽度的胶合板进行覆胶;
步骤四:旋转控制件启动带动覆胶箱倾斜一定角度,从而使得涂抹板可以对倾斜面的胶合板进行均匀覆胶。
本发明一种低醛阻燃胶合板制备系统的有益效果为:
本发明一种低醛阻燃胶合板制备系统,本发明能对倾斜面的胶合板表面进行均匀的涂胶。旋转控制件带动覆胶箱倾斜一定角度,从而使得涂抹板可以对倾斜面的胶合板进行均匀覆胶,可以在覆胶过程中保证涂抹板与倾斜面之间的距离始终保持一致,从而保证覆在胶合板表面的胶粘剂是均匀的;涂抹板只能在胶合板的宽度范围内进行左右移动,使得将胶合剂涂敷在胶合板的顶面,不会过渡粘到胶合板的左右两侧,整个涂覆过程干净整洁,避免涂抹板左右移动时超出胶合板的宽度将胶合剂涂覆到胶合板的左右两端,造成浪费同时也产生了不必要的除胶操作。
附图说明
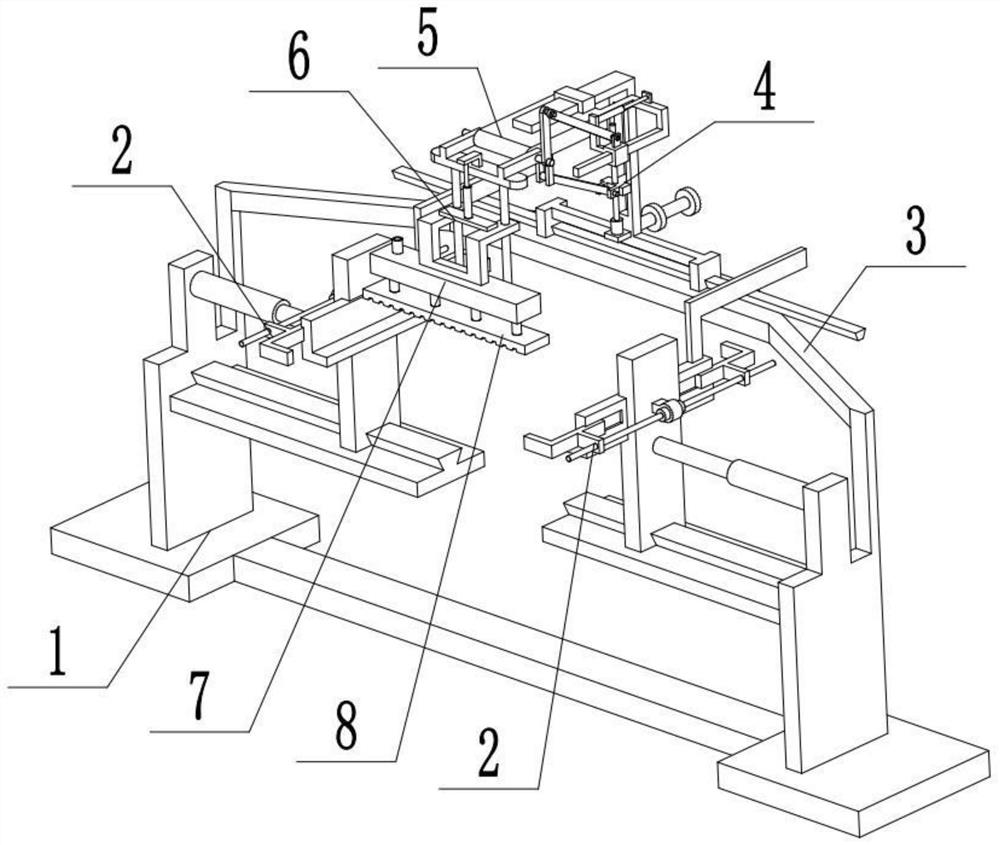
图1为本发明一种低醛阻燃胶合板制备系统的结构示意图一;
图2为本发明一种低醛阻燃胶合板制备系统的结构示意图二;
图3为本发明一种低醛阻燃胶合板制备系统的结构示意图三;
图4为固定机构和限位机构的结构示意图;
图5为手动涂抹件和往复涂抹控制件的结构示意图;
图6为旋转控制件的结构示意图;
图7为高度控制机构、覆胶箱和涂抹板的结构示意图。
图中:固定机构1;底板1-1;侧架1-2;梯形杆1-3;活动板1-4;第一电动推杆1-5;直角板1-6;侧滑槽1-7;后限位板1-8;限位机构2;双输出轴电机2-1;第一螺杆2-2;侧夹板2-3;手动涂抹件3;固定杆3-1;梯形棱3-2;底滑座3-3;竖滑框3-4;上滑杆3-5;手握杆3-6;往复涂抹控制件4;第一电机4-1;第二螺杆4-2;槽块4-3;铰接臂4-4;旋转控制件5;轴座5-1;滑套 5-2;固定板5-3;转轴5-4;转杆5-5;铰接臂5-6;推块5-7;横杆5-8;第二电动推杆5-9;高度控制机构6;杆架6-1;轴板6-2;柱杆6-3;箱架6-4;第三电动推杆6-5;覆胶箱7;涂抹板8。
具体实施方式
在发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性;本申请中出现的电器元件在使用时均外接连通电源和控制开关。
下面结合附图1-7和具体实施方式对本发明做进一步详细的说明。
具体实施方式一:
下面结合图1-7说明本实施方式,一种低醛阻燃胶合板制备系统,包括固定机构1、限位机构2、手动涂抹件3、往复涂抹控制件4、旋转控制件5、高度控制机构6、覆胶箱7和涂抹板8,所述的限位机构2设置有两个,两个限位机构2 对称设置在固定机构1的两端,手动涂抹件3固定连接在固定机构1上,往复涂抹控制件4活动连接在手动涂抹件3上,旋转控制件5配合连接在往复涂抹控制件4上,高度控制机构6配合连接在旋转控制件5上,高度控制机构6的下端固定连接覆胶箱7,覆胶箱7和涂抹板8之间通过多根分流管固定连接并连通,覆胶箱7上设有带有控制阀门的进液管。在使用时,将待覆胶的胶合板放置在固定机构1上,将胶合板的左右两端夹紧固定,两个限位机构2将胶合板的前后两端夹紧固定,固定机构1和限位机构2的夹持方式不会对胶合板的表面造成损伤,高度控制机构6启动带动涂抹板8贴合在胶合板表面上,往复涂抹控制件4启动带动涂抹板8前后移动进行覆胶,手动握住手握杆3-6带动涂抹板8左右往复移动,对不同宽度的胶合板进行覆胶,旋转控制件5启动带动覆胶箱7倾斜一定角度,从而使得涂抹板8可以对倾斜面的胶合板进行均匀覆胶。
具体实施方式二:
下面结合图1-7说明本实施方式,所述的固定机构1包括底板1-1、侧架 1-2、梯形杆1-3、活动板1-4、第一电动推杆1-5、直角板1-6、侧滑槽1-7和后限位板1-8;底板1-1的两端分别固定连接一个侧架1-2,两个侧架1-2上分别固定连接一个梯形杆1-3,两个活动板1-4分别滑动配合连接在两个梯形杆 1-3上,两个第一电动推杆1-5的伸缩端分别固定连接在两个活动板1-4上,两个第一电动推杆1-5分别固定连接在两个侧架1-2上,两个活动板1-4的内端分别固定连接一个直角板1-6,两个直角板1-6的两端分别设有一个侧滑槽1-7,两个直角板1-6的后端分别固定连接一个后限位板1-8;两个限位机构2对称设置在两个活动板1-4上。在使用时,将待覆胶的胶合板放置在两个直角板1-6 之间,两个推杆1-5启动带动两个活动板1-4相互靠近,使得两个直角板1-6 将胶合板的左右两端夹紧固定,限制了胶合板在覆胶过程中左右窜动,两个直角板1-6顶靠在胶合板的两端不会损伤胶合板的表面,两个直角板1-6带动个后限位板1-8之间的间距同步改变,两个后限位板1-8之间的间距等于胶合板的宽度。
具体实施方式三:
下面结合图1-7说明本实施方式,所述的限位机构2包括双输出轴电机2-1、第一螺杆2-2和侧夹板2-3;双输出轴电机2-1通过电机架固定连接在活动板 1-4上,双输出轴电机2-1两端的输出轴分别通过联轴器连接一个第一螺杆2-2,两个侧夹板2-3分别通过螺纹配合连接在两个第一螺杆2-2上,两个侧夹板2-3 分别滑动配合连接在一个直角板1-6上的两个侧滑槽1-7内;手动涂抹件3固定连接在两个侧架1-2上。双输出轴电机2-1启动通过两个第一螺杆2-2带动两个侧夹板2-3相互靠近将胶合板的前后两端夹持固定,限制了胶合板在覆胶过程中前后窜动,两个侧夹板2-3顶靠在胶合板的两端不会损伤胶合板的表面。
具体实施方式四:
下面结合图1-7说明本实施方式,所述的手动涂抹件3包括固定杆3-1、梯形棱3-2、底滑座3-3、竖滑框3-4、上滑杆3-5和手握杆3-6;固定杆3-1固定连接在两个侧架1-2上,梯形棱3-2固定连接在固定杆3-1上,底滑座3-3 滑动配合连接在梯形棱3-2上,竖滑框3-4的两端分别固定连接上滑杆3-5和底滑座3-3,手握杆3-6固定连接在底滑座3-3的后端间;往复涂抹控制件4设置在竖滑框3-4上。手握手握杆3-6带动底滑座3-3左右滑动时,底滑座3-3带动贴合在胶合板表面的涂抹板8左右移动对胶合板进行均匀涂胶。
具体实施方式五:
下面结合图1-7说明本实施方式,两个所述的后限位板1-8位于梯形棱3-2 的上端,底滑座3-3位于两个后限位板1-8之间。两个后限位板1-8对底滑座 3-3起到了限位的作用,使得底滑座3-3只能在两个后限位板1-8之间,也就是胶合板的宽度范围内进行左右移动,使得涂抹板8只能将胶合剂涂敷在胶合板的顶面,不会过渡粘到胶合板的左右两侧,整个涂覆过程干净整洁,避免涂抹板8左右移动时超出胶合板的宽度将胶合剂涂覆到胶合板的左右两端,造成浪费同时也产生了不必要的除胶操作。
具体实施方式六:
下面结合图1-7说明本实施方式,所述的往复涂抹控制件4包括第一电机 4-1、第二螺杆4-2、槽块4-3和铰接臂4-4;第一电机4-1通过电机架固定连接在竖滑框3-4上,第一电机4-1的输出轴通过联轴器连接第二螺杆4-2,槽块 4-3滑动配合连接在竖滑框3-4内,槽块4-3与第二螺杆4-2螺纹连接,铰接臂 4-4的两端分别转动连接槽块4-3和旋转控制件5。第一电机4-1启动通过第二螺杆4-2带动槽块4-3上下移动,槽块4-3通过铰接臂4-4带动旋转控制件5 和涂抹板8前后移动,对胶合板进一步的涂覆胶合剂。
具体实施方式七:
下面结合图1-7说明本实施方式,所述的旋转控制件5包括轴座5-1、滑套 5-2、固定板5-3、转轴5-4、转杆5-5、铰接臂5-6、推块5-7、横杆5-8和第二电动推杆5-9;轴座5-1上端固定连接滑套5-2,上滑杆3-5滑动配合连接在滑套5-2内,固定板5-3固定连接在轴座5-1的下端,铰接臂4-4的上端转动连接固定板5-3,转轴5-4转动连接在轴座5-1的左端,高度控制机构6与转轴 5-4固定连接,转杆5-5固定连接在转轴5-4上,铰接臂5-6的两端分别转动连接转杆5-5和推块5-7,推块5-7滑动配合连接在横杆5-8上,横杆5-8固定连接在轴座5-1上,第二电动推杆5-9固定连接在推块5-7上,第二电动推杆5-9 的伸缩端固定连接在横杆5-8上。槽块4-3通过铰接臂4-4带动轴座5-1和涂抹板8在上滑杆3-5上前后往复滑动进行覆胶,同时配合涂抹板8的左右移动,更全面的对胶合板表面进行覆胶;第二电动推杆5-9启动带动推块5-7前后滑动,推块5-7通过推块5-7和转杆5-5带动转轴5-4转动,转轴5-4带动高度控制机构6的角度发生改变,从而使得涂抹板8可以对不同程度的倾斜面的胶合板进行覆胶工作。
具体实施方式八:
下面结合图1-7说明本实施方式,所述的高度控制机构6包括杆架6-1、轴板6-2、柱杆6-3、箱架6-4、第三电动推杆6-5;杆架6-1的两端分别固定连接两个轴板6-2和两个柱杆6-3,两个轴板6-2分别固定连接在转轴5-4的两端,箱架6-4滑动配合连接在两个柱杆6-3上,第三电动推杆6-5固定连接在箱架 6-4上,第三电动推杆6-5的伸缩端固定连接杆架6-1上,覆胶箱7固定连接在箱架6-4上。6-5启动带动8上下移动,贴合或远离胶合板,可以对不同高度或倾斜度的胶合板进行覆胶;转轴5-4转动通过带动两个轴板6-2带动涂抹板8 的角度发生改变,使得即便是倾斜面的胶合板,也可以在覆胶过程中保证涂抹板8与倾斜面之间的距离始终保持一致,从而保证覆在胶合板表面的胶粘剂是均匀的。
一种低醛阻燃胶合板制备系统制备低醛阻燃胶合板的工艺,该工艺包括以下步骤:
步骤一:将待覆胶的胶合板放置在两个直角板1-6之间,将胶合板的左右两端夹紧固定,两个限位机构2将胶合板的前后两端夹紧固定;
步骤二:高度控制机构6启动带动涂抹板8贴合在胶合板上,往复涂抹控制件4启动带动涂抹板8前后移动进行覆胶;
步骤三:手动握住手握杆3-6带动涂抹板8左右往复移动,对不同宽度的胶合板进行覆胶;
步骤四:旋转控制件5启动带动覆胶箱7倾斜一定角度,从而使得涂抹板8 可以对倾斜面的胶合板进行均匀覆胶。
本发明一种低醛阻燃胶合板制备工艺与制备系统的工作原理:使用装置时,将待覆胶的胶合板放置在固定机构1上,将胶合板的左右两端夹紧固定,两个限位机构2将胶合板的前后两端夹紧固定,固定机构1和限位机构2的夹持方式不会对胶合板的表面造成损伤,高度控制机构6启动带动涂抹板8贴合在胶合板表面上,往复涂抹控制件4启动带动涂抹板8前后移动进行覆胶,手动握住手握杆3-6带动涂抹板8左右往复移动,对不同宽度的胶合板进行覆胶,旋转控制件5启动带动覆胶箱7倾斜一定角度,从而使得涂抹板8可以对倾斜面的胶合板进行均匀覆胶。
当然,上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
- 一种低醛阻燃胶合板制备工艺与制备系统
- 一种环保型无醛阻燃的胶合板及其制备工艺