一种异形件的焊接变形处理方法
文献发布时间:2023-06-19 09:46:20
技术领域
本发明涉及焊接技术领域,具体来说,是一种异型件的焊接变形处理方法。
背景技术
具有圆弧板、坡口板、平板的异形组件在焊接后,圆弧板往往会产生较严重的变形,需要专门花费一定的工时去进行校正。
发明内容
本发明的目的是提供一种异形件的焊接变形处理方法,适用于具有圆弧板、坡口板、平板的组焊件的焊接操作。
本发明的目的是这样实现的:一种异形件的焊接变形处理方法,至少包括如下步骤:
B1、在单个异形组件点焊组合后,在圆弧板的凹陷侧点焊连接若干防变形钢板,使得所有防变形钢板沿着圆弧板的轴线方向间隔排布,每片防变形钢板与圆弧板的两长侧边点焊固定;
B2、将异形组件进行满焊;
B3、待异形组件冷却至室温后,拆除所有防变形钢板。
进一步地,在B1步骤前,设定有A步骤,A步骤运作流程如下:
A1、将圆弧板的拱起侧弧面与坡口板点焊固定,将坡口板与对接平板的一个板面点焊固定,以完成一个异形组件的点焊拼接操作;
A2、重复A1步骤,完成第二个异形组件的点焊拼接操作;
A3、将两个异形组件相对拼合,使得两个异形组件的对接平板完全贴合,并将两片对接平板固定;
其中,在B1-B3步骤完成后,分离两个异形组件,使得两个异形组件的对接平板分开。
进一步地,单个异形组件的所有防变形钢板沿圆弧板的轴线方向等间距布置。
进一步地,单个异形组件的所有防变形钢板的排布范围覆盖圆弧板的凹陷侧。
进一步地,在A3步骤中,采用固定夹具将两个异形组件的对接平板贴合并固定。
进一步地,所述防变形钢板设置为矩形板结构,其长边与圆弧板的轴线相垂直。
进一步地,所述防变形钢板的两端分别超出圆弧板的两长边侧。
进一步地,所述防变形钢板的板厚等于或接近圆弧板的板厚。
本发明的有益效果在于:
1、由于在焊接过程中采用了防变形钢板对圆弧板进行结构上的约束,可以防止异形组件的圆弧板在焊接后产生较大变形,在异形组件整体在焊后降温至室温时,可以拆除防变形钢板,以便进行后续的机械加工;
2、将两个异形组件对拼,使得两者的对接平板贴合并固定,可以更好地防止两个异形组件在焊接后产生较大变形。
附图说明
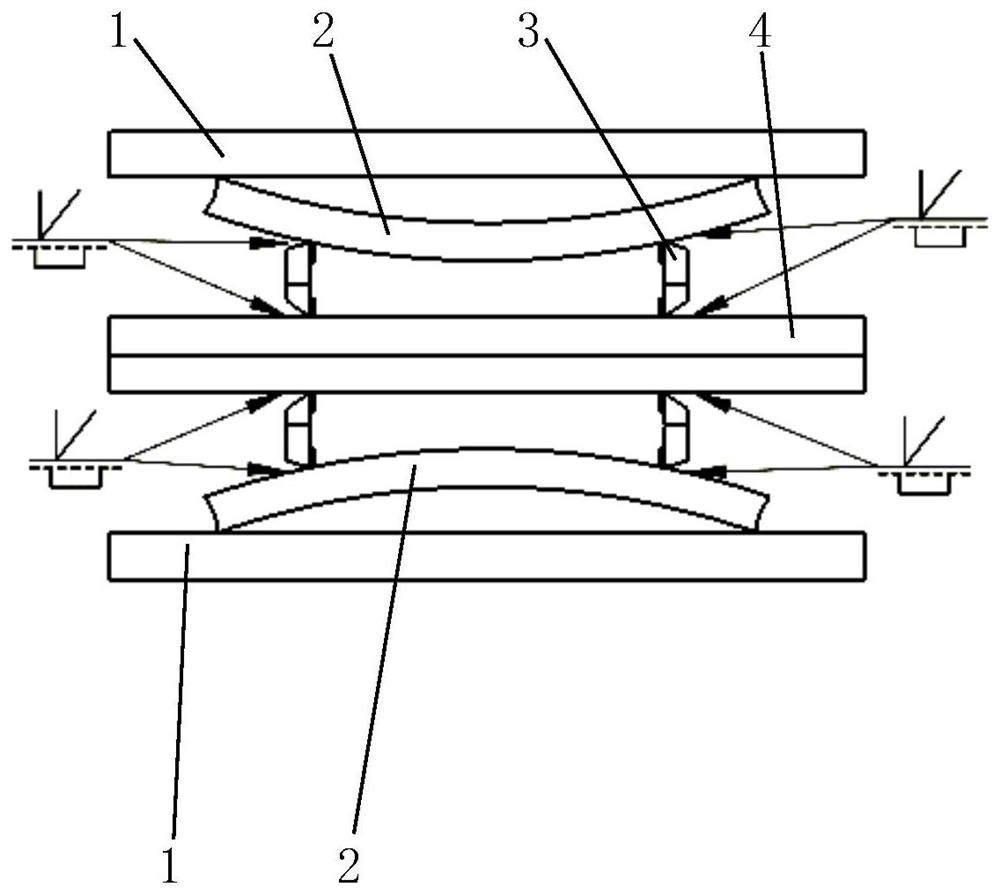
图1是本发明的侧面示意图。
图2是本发明的立体图。
图中,1-防变形钢板,2-圆弧板,3-坡口板,4-对接平板。
具体实施方式
下面结合附图1-2和具体实施例对本发明进一步说明。
如图1-2所示,一种异形件的焊接变形处理方法,包括如下步骤:
A1、将圆弧板2的拱起侧弧面与坡口板3点焊固定,将坡口板3与对接平板4的一个板面点焊固定,以完成一个异形组件的点焊拼接操作;
A2、重复A1步骤,完成第二个异形组件的点焊拼接操作;
A3、将两个异形组件相对拼合,使得两个异形组件的对接平板4完全贴合,并将两片对接平板4固定;
B1、针对每个异形组件,在圆弧板2的凹陷侧点焊连接若干防变形钢板1,使得所有防变形钢板1沿着圆弧板2的轴线方向间隔排布,每片防变形钢板1与圆弧板2的两长侧边点焊固定;
B2、将异形组件进行满焊;
B3、待异形组件冷却至室温后,拆除所有防变形钢板1,因为防变形钢板1是以点焊的形式与圆弧板2固定,可以用锤子将防变形钢板1直接敲落,使得防变形钢板1与圆弧板2分离。
其中,在B1-B3步骤完成后,分离两个异形组件,使得两个异形组件的对接平板4分开。
单个异形组件的所有防变形钢板1沿圆弧板2的轴线方向等间距布置;单个异形组件的所有防变形钢板1的排布范围覆盖圆弧板2的凹陷侧,从而对圆弧板2形成全面的结构约束,以抵抗异形组件满焊后产生的收缩作用,避免圆弧板2产生变形。
在A3步骤中,采用固定夹具将两个异形组件的对接平板4贴合并固定,从而更好地防止圆弧板2产生变形。
上述防变形钢板1设置为矩形板结构,其长边与圆弧板2的轴线相垂直。
上述防变形钢板1的两端分别超出圆弧板2的两长边侧,防变形钢板1的板厚等于或接近圆弧板2的板厚,如果是接近圆弧板2的板厚,可以相差约1mm,以便防变形钢板1形成更好的结构约束效果。
以上是本发明的优选实施例,本领域普通技术人员还可以在此基础上进行各种变换或改进,在不脱离本发明总的构思的前提下,这些变换或改进都应当属于本发明要求保护范围之内。
- 一种异形件的焊接变形处理方法
- 一种便携式焊接变形控制设备及其变形处理方法