一种具有双层冷屏真空绝热结构的平口常压容器及其制造方法
文献发布时间:2023-06-19 09:51:02
技术领域
本发明涉及一种平口常压容器,更具体地涉及一种具有双层冷屏真空绝热结构的平口常压容器,同时还涉及其制造方法,属于低温液体存储容器技术领域。
背景技术
真空绝热平口常压容器用于储存低温液体,其工作介质一般为液氮、液氧、液氩、液态二氧化碳,其内胆选用奥氏体不锈钢,外壳材料根据用地,按国家规定选用Q235-B、Q245R或345R,内外容器夹层填充绝热材料并抽真空,由于现有此类容器均单单依靠真空层隔热,因此保温效果有待进一步提高。
发明内容
本发明的目的在于:提供一种结构合理、工艺切实可行,保温效进一步明显改善的具有双层冷屏真空绝热结构的平口常压容器,同时给出其制造方法。
为了达到以上目的,本发明具有双层冷屏真空绝热结构的平口常压容器基本技术方案为:
包括底部具有加液管口的内筒体,所述内筒体的上端口通过环状的上封板与套在内筒体外的内冷屏上端固连,所述内冷屏的下端通过环形的下封板与外冷屏的下端固连;所述外冷屏的上端高于内冷屏的上端、且与外延的法兰圈固连;所述内冷屏的上端外侧与外冷屏的内壁之间通过隔热环固连,所述法兰圈上盖装内表面具有填充保温层的平盖;所述法兰圈下固连外壳,所述外壳和内筒体之间形成真空。
由于双层冷屏形成的气体夹层结构具有隔热效果,且具有足够的强度,因此本发明的内外双层冷屏与内筒体和外壳之间的真空构成了有机结合的隔热结构,不仅增加了热阻,可以显著降低外界热量传递入容器内的速率,而且增强了强度。
本发明进一步的完善是,所述内筒体的底部为球冠状,外壁包覆有绝热层。
本发明更进一步的完善是,所述外冷屏的外壁包覆有绝热层。
本发明再进一步的完善是,所述上封板和下封板分别为截面开口朝下和开口朝上的U形。这样便于与冷屏端口的对接焊合。
本发明又进一步的完善是,所述法兰圈通过周圈朝下延伸的凸边与外壳上端边对接。这样便于与外壳的对接焊合。
本发明还进一步的完善是,所述法兰圈上表面中部形成与平盖下表面的凸起相配的凹陷,所述凸起与凹陷之间装有密封垫。
本发明具有双层冷屏真空绝热结构的平口常压容器制造方法如下:
第一步、制内筒体——将筒状筒身和具有加液管口的球冠状底部封头焊接成内筒体;
第二步、制双冷屏——将外冷屏套在内冷屏外,并通过下封板将内、外冷屏下端焊接固定,内冷屏上端焊接上封板;
第三步、筒屏组合——将内、外固连的双冷屏套在内筒体外,通过上封板焊接内筒体的上端口;
第四步、法兰焊接——在外冷屏的上端外焊接法兰圈;
第五步、包绝热层——在内筒体外壁和外冷屏外壁包覆绝热层;
第六步、装焊外壳——将外壳罩在外冷屏外,其上端口与法兰圈朝下延伸的凸边焊接,并在底部引出加液管路和抽真空口,外壳和内筒体之间抽真空;
第七步、加装底座——在外壳底部焊接加装底座;
第八步、隔离加盖——在内冷屏的上端外侧与外冷屏的内壁之间固定隔热环,将密封垫放在法兰圈上表面中部凹陷中,盖装内表面具有填充保温层的平盖。
附图说明
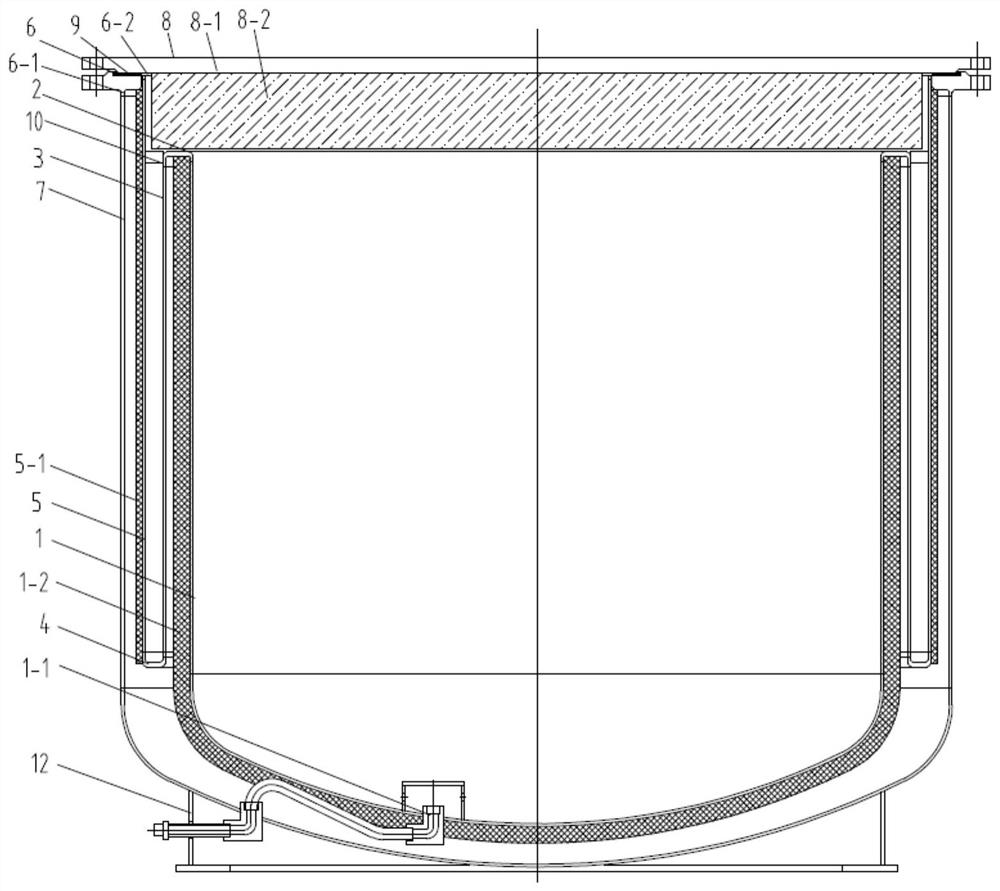
图1是本发明一个实施例的结构示意图。
图2至图9是图1实施例的制造过程各步骤结构示意图。
具体实施方式
实施例一
本实施例具有双层冷屏真空绝热结构的平口常压容器如图1所示, 底部为球冠状且具有加液管口1-1的内筒体1外壁包覆有铝箔和绝热纸复合层绝热层1-2。
内筒体1的上端口通过截面倒U形的环状上封板2与套在内筒体1外的内冷屏3上端焊接固连。内冷屏1的下端通过截面为U形的环形下封板4与外壁包覆有绝热层5-1的外冷屏5的下端焊接固连。外冷屏5的上端高于内冷屏3的上端,且与外延的法兰圈6焊接固连。内外冷屏均为不锈钢材质。
内冷屏3的上端外侧与外冷屏5的内壁之间通过玻璃钢隔热环10固连。法兰圈6通过周圈朝下延伸的凸边6-1与外壳7上端边对接焊合。外壳7和内筒体1之间抽真空形成真空层。外壳7底部支撑在底架12上。
法兰圈6上表面中部形成与平盖8下表面的凸起8-1相配的凹陷6-2,凸起8-1与凹陷6-2之间装密封垫9,平盖8通过周圈紧固件与法兰圈6固紧。平盖8的内表面具有填充的发泡保温层8-2。
本实施例的平口常压容器制造过程如下:
第一步、制内筒体——如图2所示,将筒状筒身和具有加液管口1-1的球冠状底部封头焊接成内筒体1。
第二步、制双冷屏——如图3所示,将外冷屏5套在内冷屏3外,并通过截面U形的下封板4将内、外冷屏下端焊接固定,内冷屏3上端焊接截面倒U形的上封板2。
第三步、筒屏组合——如图4所示,将内外焊接固连的双冷屏3、5套在内筒体1外,通过上封板2焊接内筒体1的上端口。
第四步、法兰焊接——如图5所示,在外冷屏5的上端外焊接法兰圈6。
第五步、包绝热层——如图6所示,在内筒体1外壁和外冷屏5外壁分别包覆绝热层1-2、5-1。
第六步、装焊外壳——如图7所示,将外壳7罩在外冷屏5外,上端口与法兰圈6朝下延伸的凸边6-1焊接,并在底部引出加液管路A和抽真空口B,外壳7和内筒体1之间抽真空。
第七步、加装底座——如图8所示,在外壳7底部焊接加装底座12;
第八步、隔离加盖——如图9所示,在内冷屏3的上端外侧与外冷屏5的内壁之间固定玻璃钢隔热环10,将密封垫9放在法兰圈6上表面中部凹陷中,盖装内表面具有填充发泡保温层8-2的平盖8。
试验证明,本实施例具有双层冷屏真空绝热结构的平口常压容器利用双层冷屏及玻璃钢隔热块进行物理隔离,形成位于真空区域内的隔热气屏,加之双绝热层结构,合理利用外壳与内筒体筒体之间真空区域的空间形成多道隔热屏障,因此可以有效减少内筒体与外壳间的辐射传热,从而有效提高了保温效果;并且有助于减少容器内液体的气化量、缩小罐体内外壁温差,减轻由此产生的温差应力。此外,本实施例的工艺过程妥善解决了制造问题,切实可行。
除上述实施例外,本发明还可以有其他实施方式。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围内。
- 一种具有双层冷屏真空绝热结构的平口常压容器及其制造方法
- 一种具有双层冷屏真空绝热结构的平口常压容器