一种缠绕结构壁管材及制造方法、车载可移动管道生产线制造管材的方法和该生产线
文献发布时间:2023-06-19 09:51:02
技术领域
本发明涉及一种缠绕结构壁管材。
本发明还涉及上述缠绕结构壁管材的制造方法。
本发明又涉及一种车载可移动管道生产线制造管材的方法。
本发明更涉及实现上述车载可移动管道生产线制造管材的方法的车载可移动管道生产线。
背景技术
随着国家发展双循环经济的倡导出台,拉动内需的基础设施建设及新基建又将迎来新一轮发展机会,各种市政工程管道,城乡一体化给排水管道,集约灌溉管道,油气输送管道等有巨大的市场容量。因管道制品多为抛货(尤其是大口径管道),运输成本高。
中国实用新型专利公开号CN209552429U,公开日为20191029,公开了一种塑钢缠绕管的生产装置,包括底座,所述底座的上部设有两根竖直方向的橡胶管支脚,所述橡胶管支脚的顶部连接有水平方向的橡胶管转轴,所述橡胶管转轴的外部安装有橡胶管,所述底座的顶部设有两根竖直方向的钢带缠绕管支脚,所述缠绕管支脚的顶部固定连接有水平方向的转轴固定管,所述转轴固定管的内部安装有水平方向的钢带缠绕管转轴,所述橡胶管转轴和所述钢带缠绕管转轴的右端连接有齿轮组,所述底座的右侧设有变频器。其产生的成品需要长距离运输至工地附近才能实用,运输成本较高,单次运输数量较少。其制成的管材缺少加强骨材,不利于提高刚度,增加强度。
发明内容
本发明的一个目的是提供一种缠绕结构壁管材,其具有有利于成型管材的骨架,可通过改变骨架的截面形状和材料强度提高管材强度,生产效率高,有利于管材内壁和外壁与增强骨架的结合,增强了管道的整体性能。
本发明的另一个目的是提供上述缠绕结构壁管材的制造方式,其成型方式简单,生产效率更高,工艺更少,有利于批量生产。
本发明的又一个目的是提供一种车载可移动管道生产线制造管材的方法,其能够直接将原材料运送至工地,现场加工制成管道,节约成品管道运输成本。
本发明的再一个目的是提供一种实现上述车载可移动管道生产线制造管材的方法的车载可移动管道生产线。
针对本发明缠绕结构壁管材来说,管材由高分子骨架异型材及其表面的外壁片材和内壁片材共同以螺旋方式缠绕成型,该外壁片材形成管材的外壁,内壁片材形成管材的内壁,高分子骨架异型材形成管材外壁与内壁间的支撑骨架。异型材可根据管道形状和力学性能需要设计为各种异型结构。
由于高分子骨架异型材成为骨架,有利于形成管骨,方便螺旋缠绕,在高分子骨架异型材表面形成外壁片材和内壁片材,有利于形成管身,方便螺旋缠绕时的搭接,外壁片材形成管道外壁,内壁片材形成管道内壁,合理选择外壁片材和内壁片材有利于改善管材的性能,高分子骨架异型材位于管材外壁与内壁间,既提高了管道的强度和刚性,也避免了以钢带为骨架材料生产的钢带管存在钢塑脱层、易锈蚀等缺陷,保证了管道的环刚度和环柔性,使该管道成为适用于各种腐蚀质环境条件的高强度柔性产品。
作为本发明缠绕结构壁管材进一步的改进,高分子骨架异型材为PP材料或PP与PE或PVC共挤材料按挤出成型的方式制成的空腔结构;外壁片材和内壁片材22为PE材料按挤出成型的方式制成。
挤出成型的方式制成的高分子骨架异型材,外壁片材和内壁片材有利于加工,挤出成型整体性好,便于在一条生产线上进行生产。聚丙烯简称PP,具有耐化学性、耐热性、电绝缘性、高强度机械性能和良好的高耐磨加工性能,有利于成型骨架异型材,改善骨架异型材的强度,聚乙烯无臭,无毒,具有优良的耐低温性能(最低使用温度可达-100~-70℃),化学稳定性好,能耐大多数酸碱的侵蚀。常温下不溶于一般溶剂,吸水性小,电绝缘性优良。有利于改善管道外壁及内壁性能。
针对本发明缠绕结构壁管材的制造方法来说,按高分子材料挤出成型的方式分别制成高分子骨架异型材、外壁片材和内壁片材;在高分子骨架异型材表面共挤粘接材料,并将外壁片材和内壁片材粘接在高分子骨架异型材表面;再将三者共同以螺旋方式缠绕成型。粘接材料为树脂粘接剂。
直接挤出成型有利于高分子材料成型相应的高分子骨架异型材、外壁片材和内壁片材,在缠绕前,使用粘接剂,将外壁片材和内壁片材粘接在高分子骨架异型材表面,有利于防止缠绕前,高分子骨架异型材与外壁片材和内壁片材相滑脱,三者共同以螺旋方式缠绕成型,有利于形成管材的内外壁及其骨架。
针对本发明车载可移动管道生产线制造管材的方法,包括如下步骤:
S1:在辅移动车上使用一条骨架异型材生产线生产高分子骨架异型材;
S2:将高分子骨架异型材预热后牵引至主移动车上的缠绕辊上;S3:开启主移动车上一套内、外壁片材挤出线系统挤出内壁片材,所述内、外壁片材挤出线系统包括内层挤出机,挤出内层料片形成内壁片材,使骨架异型材底部与内层料片粘接,开启外层挤出机,挤出外层料片形成外壁片材,与骨架异型材的外层粘接,同步缠绕成型,调整压轮及螺距,使骨架异型材、内外层PE料形成有效的搭接和压合;
S4:待管胚转动至翻料架上,调整送管机,开启管材水冷却及风冷却机,管材旋转送出,至对应长度后开启切割机切割,管材下架;
生产管材的原材料可以直接运输至车载可移动管道生产线上,由车载可移动管道生产线在所需管材的工地附近就近生产,高分子骨架异型材制成的管材,强度更高,性能优异,而且制成的管材内外皆有塑料层,整体性更好,可以有效增强管材质量,制作各种口径管道产品,尤其是大口径管道更能节约运输成本。
作为本发明车载可移动管道生产线制造管材的方法进一步的改进,步骤S1包括:
a、将调配均匀干燥的配方料经真空吸料机吸料后,进入已经加热到指定工艺温度的单螺杆主机内;
b、在单螺杆主机内对配方料进行螺杆剪切、挤压、熔融、预塑化,然后将配方料经模具挤出;
c、将挤出的配方料引入定型台上的定型模内或真空定型箱中,开启真空泵进行吸附成型,再开启循环水冷却;
d、冷却后的配方料经牵引机牵引后进入主移动车上的后共挤机,表层共挤粘接材料;
在缠绕前成型高分子骨架异型材,在缠绕时,整体性更好,缠绕后结构层之间连接更为紧密,高分子骨架异型材表面的塑料在缠绕搭接时,粘接性能更好,更有利于管材的缠绕成型。
作为本发明车载可移动管道生产线制造管材的方法进一步的改进,高分子材料为热塑性塑料。
针对本发明车载可移动管道生产线来说,包括:
一个生产高分子骨架异型材的辅移动车;
一个将辅移动车上的分子骨架异型材牵引并缠绕成型的主移动车;
一个在主移动车上对管材骨架缠绕成管胚的缠绕机;
一个承接管胚的翻料架;
一个对管胚进行送管的送管机;
一个对管胚送管段进行冷却的水冷机及一个风冷机;
一个对冷却后的管胚送管段进行切割的切割机。
辅移动车初加工生产高分子骨架异型材;主移动车将高分子骨架异型材制成管材,车载可移动管道生产线的设备分别安装在辅移动车和主移动车上,方便运输生产线,辅移动车的车长和主移动车的车长比起一台车上安装生产线,车身长度都将缩短,而且也方便维修和更换主移动车或辅移动车。
作为本发明车载可移动管道生产线进一步的改进,辅移动车上设有:
一个吸料的真空吸料机;
一个对配方料进行加热、螺杆剪切、挤压、熔融、预塑化的单螺杆主机;
一个真空定型箱;
一个牵引机;
一个用于预热的加热机。
在辅移动车上即可以完成高分子骨架异型材的成型及预热,为后续缠绕成型工艺做好准备。
作为本发明车载可移动管道生产线进一步的改进,定型箱连接有水冷装置和风冷装置。定型箱可以经过水冷定型和风冷定型,提高高分子骨架异型材的定型效果,改善定型质量。
作为本发明车载可移动管道生产线进一步的改进,主移动车上还设有在高分子骨架异型材表面共挤一层粘接材料的共挤机和在高分子骨架异型材表面形成一层PE或PP层的外层挤出机;以及一个内层挤出机;PE或PP层与高分子骨架异型材共同缠绕成型,由压轮滚压复合。
有利于形成三层结构的管材,在管材内外表面都有塑料层,且高分子骨架材料耐腐蚀,有利于提高管材的耐久性能。
作为本发明车载可移动管道生产线进一步的改进,辅移动车和主移动车上皆安装有平台,平台包括设备安装平台和操作台,操作台安装在设备安装平台上;主移动车的设备安装平台上设有一底盘与辅移动车的设备安装平台对接。
设备安装发电机组给安装在设备安装平台上的操作平台和管材生产线设备供电。也可就近接入动力电源,通电后,即可进行管材生产。通过底盘将主、辅移动车精准对接,提高管材生产精度。
本发明能够直接将原材料运送至工地,现场加工制成管道,将运输管道改为运送生产管道的原材料,从而大幅度节约成品管道运输成本。本发明有利于形成双层或三层结构的管材,生产高强度,耐久性好的合金管材。而且分成主、辅移动车,双车体系运输生产线,灵活性更好,车身长度可以合理缩小,两辆车对接难度小,生产合金管架的辅移动车也可以单独制成高分子骨架异型材,主移动车也可以单独使用高分子骨架异型材制作合金管材,二者可分开进行,也可以组装后同时进行,更加便捷高效。
附图说明
图1为高分子骨架异型材结构四种截面形式示意图。
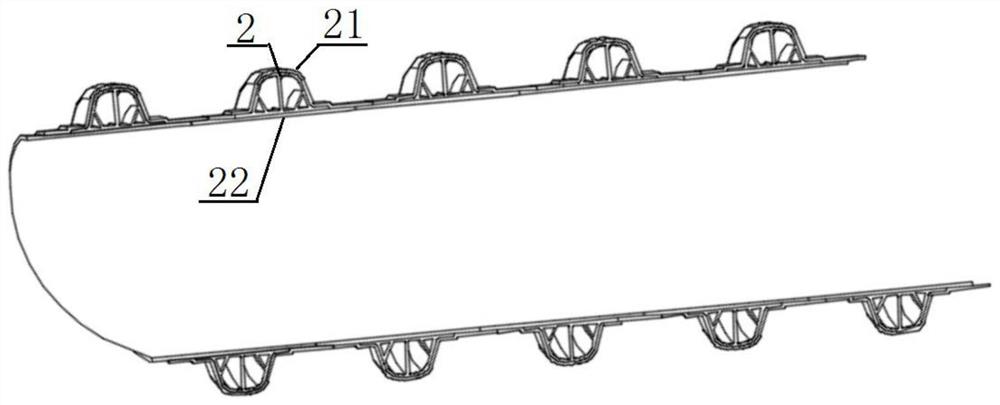
图2为高分子骨架异型材与内、外壁片材复合结构示意图。
图3为缠绕结构壁管材的剖切体结构示意图。
图4为车载可移动管道生产线主视图。
图5为车载可移动管道生产线俯视图。
附图标记:1、辅移动车;2、骨架异型材;3、主移动车;4、缠绕机;5、翻料架;6、送管机;7、水冷机;8、风冷机;9、切割机;10、吸料机;11、单螺杆主机;12、定型箱;13、牵引机;14、外层挤出机;15、水冷装置;151、水箱;152、水管;16、风冷装置;161、风机;162、风管;17、加热机;18、内层挤出机;19、平台;191、设备安装平台;192、操作台;20、底盘;21、外壁片材;22、内壁片材;23、共挤机。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
图1-3示出了一种缠绕结构壁管材来说,管材由高分子骨架异型材2及其表面的外壁片材21和内壁片材22共同以螺旋方式缠绕成型,该外壁片材21形成管材的外壁,内壁片材22形成管材的内壁,高分子骨架异型材2形成管材外壁与内壁间的骨架。
由于高分子骨架异型材2成为骨架,有利于形成管骨,提高了管道的刚性,在高分子骨架异型材2表面形成外壁片材21和内壁片材22,有利于形成管身,方便螺旋缠绕时的搭接,制成各种口径管道产品,外壁片材21形成管道外壁,内壁片材22形成管道内壁,合理选择外壁片材21和内壁片材22有利于改善管材的性能,高分子骨架异型材2位于管材外壁与内壁间,形成科学的、紧密的三层式管道结构壁,既确保了管道的强度和刚性,也可规避管壁脱层与金属骨架易被腐蚀的风险。
在本实施例中,高分子骨架异型材2为PP材料或PE材料按挤出成型的方式制成的管状结构;外壁片材21和内壁片材22为PE材料或PVC、PP材料按挤出成型的方式制成。
在本实施例中,骨架异型材2由空心管和位于空心管底部两侧的基板组成。
而且,为进一步优化,可在空心管中间设置一个竖向的加强肋,由空心管底部延伸至顶部。
再进一步优化,空心管还具有两个斜肋,由空心管底部斜向延伸至侧部,并沿加强肋对称。
挤出成型的方式制成的高分子骨架异型材2,外壁片材21和内壁片材22有利于加工,挤出成型整体性好,便于在一条生产线上进行生产。聚丙烯简称PP,具有耐化学性、耐热性、电绝缘性、高强度机械性能和良好的高耐磨加工性能,有利于成型骨架异型材2,改善骨架异型材2的强度,聚乙烯无臭,无毒,具有优良的耐低温性能(最低使用温度可达-100~-70℃),化学稳定性好,能耐大多数酸碱的侵蚀。常温下不溶于一般溶剂,吸水性小,电绝缘性优良。有利于改善管道外壁及内壁性能。
实施例2
本发明还涉及上述缠绕结构壁管材的制造方法,按高分子材料挤出成型的方式分别制成高分子骨架异型材2、外壁片材21和内壁片材22;在高分子骨架异型材表面共挤粘接材料,并将外壁片材21和内壁片材22粘接在高分子骨架异型材表面;再将三者共同以螺旋方式缠绕成型。粘接材料为树脂粘接剂。
直接挤出成型有利于高分子材料成型相应的高分子骨架异型材2、外壁片材21和内壁片材22,在缠绕前,使用粘接剂,将外壁片材21和内壁片材22粘接在高分子骨架异型材2表面,有利于防止缠绕前,高分子骨架异型材2与外壁片材21和内壁片材22相滑脱,三者共同以螺旋方式缠绕成型,有利于形成管材的内外壁及其骨架。
实施例3
图4和5示出了一种车载可移动管道生产线制造管材的方法,包括如下步骤:
S1:在辅移动车1上使用一条骨架异型材生产线生产生产高分子骨架异型材2;
S2:将高分子骨架异型材2预热后牵引至主移动车3上的缠绕机4的缠绕辊上;
S3:开启主移动车上一套内、外壁片材挤出线系统挤出内壁片材,所述内、外壁片材挤出线系统包括内层挤出机,挤出内层料片形成内壁片材,使骨架异型材2底部与内层料片粘接,开启外层挤出机,挤出外层料片形成外壁片材,与骨架异型材2的外层粘接,同步缠绕成型,调整压轮及螺距,使骨架异型材2、内外层PE料形成有效的搭接和压合;
S4:待管胚到了翻料架上,调整送管机,开启管材冷却水及冷却风机,管材旋转送出,至对应长度后开启切割机切割,管材下架;
生产管材的原材料,可以是PE或PP配方料,直接运输至车载可移动管道生产线上,由车载可移动管道生产线在所需管材的工地附近就近生产高分子骨架异型材2制成的管材,强度更高,性能优异,而且制成的管材内外皆有塑料层,整体性好,适宜制造各种口径的高强度耐腐蚀管道产品。
在本实施例中,S1的具体步骤为:
a、将调配均匀干燥的配方料经真空吸料机吸料后,进入已经加热到指定工艺温度的单螺杆主机内;
b、在单螺杆主机内对配方料进行螺杆剪切、挤压、熔融、预塑化,然后将配方料经模具挤出;
c、将挤出的配方料引入定型台上的定型模内或真空定型箱中,开启真空泵进行吸附成型,再开启循环水冷却;
d、冷却后的配方料经牵引机牵引后进入后共挤机,表层共挤粘接材料,形成高分子骨架异型材。
在缠绕前成型高分子骨架异型材2,在缠绕时,整体性更好,缠绕后结构层之间连接更为紧密,合金表面的塑料在缠绕搭接时,粘接性能更好,更有利于高分子骨架异型材2的缠绕成型。
在本实施例中,高分子材料为PE、PP、PVC即聚氯乙烯(英语:Polyvinyl Chloride,缩写为:PVC),是氯乙烯经加成聚合反应得到的高分子材料,有较好的机械性能,有优异的介电性能。
实施例4
图4和5还示出了一种实现上述制造管材的方法的车载可移动管道生产线,包括:
一个生产高分子骨架异型材2的辅移动车1;
一个将辅移动车1上的高分子骨架异型材2牵引并缠绕成型的主移动车3;
一个在主移动车3上对高分子骨架异型材2缠绕成管胚的缠绕机4;
一个承接管胚的翻料架5;
一个对管胚进行送管的送管机6;
一个对管胚送管段进行冷却的水冷机7及风冷机8;
一个对冷却后的管胚送管段进行切割的切割机9;
主移动车3上还设有在高分子骨架异型材2表面共挤一层粘接材料的共挤机23,和在高分子骨架异型材2表面形成一层PE或PP层的外层挤出机14和一个内层挤出机18;PE或PP层与高分子骨架异型材2共同缠绕成型,由压轮滚压复合。
辅移动车1初加工生产高分子骨架异型材2;主移动车3将高分子骨架异型材2制成缠绕结构壁管材,车载可移动管道生产线的设备分别安装在辅移动车1和主移动车3上,方便运输生产线,辅移动车1的车长和主移动车3的车长比起一台车上安装生产线,车身长度都将缩短,而且也方便维修和更换主移动车3或辅移动车1。
在本实施例中,辅移动车1上设有:
一个吸料机10;
一个对配方料进行加热、螺杆剪切、挤压、熔融、预塑化的单螺杆主机11;
一个定型箱12;
一个牵引机13;
一个用于预热的加热机17。
在辅移动车1上即可以完成高分子骨架异型材2的成型及预热,为后续缠绕成型工艺做好准备。
在本实施例中,定型箱12连接有水冷装置15和风冷装置16。定型箱可以经过水冷定型和风冷定型,提高高分子骨架异型材的定型效果,改善定型质量。
在本实施例中,主移动车3上还设有在高分子骨架异型材2表面形成一层PE或PP层的外层挤出机14;以及一个内层挤出机18;PE或PP层与高分子骨架异型材共同缠绕成型,由压轮滚压复合。
有利于形成三层结构的管材,在管材内外表面都有塑料层,能够防止骨架被腐蚀,有利于提高耐久性。
在本实施例中,辅移动车1和主移动车3上皆安装有平台19,平台19包括设备安装平台191和操作台192,操作台192安装在设备安装平台191上;主移动车3的设备安装平台191上设有一底盘20与辅移动车1的设备安装平台191对接。
设备安装平台191给安装在设备安装平台191上的操作平台192和管材生产线设备供电;通电后,即可进行管材生产。通过底盘20将主、辅移动车精准对接,提高管材生产精度。
实施例5
管材生产线设备生产高强度合金管的生产工艺流程如下:
1.高分子骨架异型材2生产:在辅移动车1上完成:
PE/PP(polyethylene,聚乙烯,pp指聚丙烯)配方料准备→吸料机10吸料(优选为真空吸料机)→单螺杆主机10模具挤出→定型箱12定型(优选为真空定型/定型模吸附定型)→冷却牵引→(预热);
2.内外层PE料挤出及高分子骨架异型材2复合成型:在主移动车3上完成:
共挤机→落料→塑化→挤出成带→外层挤出PE带→拉伸成型预热后的高分子骨架异型材→3;
内层挤出机18→落料→塑化→挤出成带→内层挤出PE带→拉伸缠绕→3;
3.骨架与内外PE层复合→内、外层PE压合→压轮继续滚压→冷却→管材旋转送出→定长切割→管材下架;
在辅移动车1上生产高分子骨架异型材2,将调配均匀干燥的配方料经真空吸料机10吸料后进入已经加热到指定工艺温度的单螺杆主机11内,进行螺杆剪切、挤压、熔融、预塑化,经模具挤出,人工引入定型台上的定型模内或真空定型箱12中,开启真空泵进行吸附成型,开启循环水冷却,经牵引机13牵引后进入后共挤机14,表层共挤粘接材料。将已表面共挤骨架牵引至主移动车上的缠绕辊上,预热。调整好高分子骨架异型材粘结处的位置,使骨架在内外片复合粘结位置上,开启主移动车上的内层挤出机,根据生产规格调整至对应的螺距,保证内片有效搭接,开启外层挤出机,将骨架、内外层PE料形成有效搭接。待管胚到了翻料架上,调整送管机,开启管材冷却水及冷却风机,管材旋转送出,至对应长度后开启切割机切割,高强度合金管下架。内肋增强骨架属于高分子复合材料,抗冲击能力强,管材环刚度大幅提升,具有良好的经济性,性价比高。较其他材质管材重量轻、搬运、运输、安装连接方便快速,耐酸碱、抗老化,不会被污水、化学品腐蚀。
作为本发明制造管材采用的高分子复材。其弹性模量大,具有耐化学性、耐热性、电绝缘性、高强度机械性能和良好的高耐磨加工性能等。
实施例6
辅移动车上设置有真空吸料机,真空吸料机将配方料吸附进单螺杆主机内,单螺杆主机对配方料进行螺杆剪切、挤压、熔融、预塑化,经模具挤出骨架至定型箱中,定型箱的下方设有水冷装置,水冷装置包括水箱和水管,水管连通定型箱和水箱;定型箱的上方设有风冷装置,风冷装置包括风机和风管,风管连通风机和定型箱,骨架经冷却定型,由牵引机牵引至加热机预热,预热后经过共挤机,在骨架表面拉伸出一条PE带。
外层挤出机和缠绕机之间还设有内层挤出机,内层挤出机也挤出长带,长带经拉伸进入缠绕机与骨架及之前的PE带共同缠绕成管胚。
三层结构的管胚在缠绕机上复合,经缠绕机的压轮持续滚压后,再将三层管胚送入翻料架上,经翻料架送入送管机,由送管机送入冷却机冷却,冷却机包括水冷机和风冷机,先经水冷机冷却,再经风冷机冷却后,管材旋转送出至对应长度后开启切割机切割,合金管材下架。
实施例7
主移动车和辅移动车上皆设有平台,平台包括设备安装平台和与设备安装平台连接的操作平台,主移动车的设备安装平台尾段一侧伸出底盘与辅移动车的设备安装平台尾端对接,设备安装平台上安装管材生产线设备。
实施例8
1、将主移动车尾端和辅移动车尾端成90°对准,控制车厢,露出其内的管材生产线设备:方便操作者,管材生产线设备组装对接。
2、给平台通电,平台包括设备安装平台和与设备安装平台连接的操作平台,设备安装平台给安装在设备安装平台上的操作平台和管材生产线设备供电;通电后,即可进行管材生产。
3、从主移动车上的设备安装平台尾端伸长底盘对接好辅助移动车的设备安装平台;将主、辅移动车精准对接,提高管材生产精度。
4、操作平台,启动安装在主移动车和辅助移动车上的管材生产线设备,生产缠绕结构壁管材。
本发明能够直接将PE、PP等原材料运送至工地,现场加工制成管道,节约成品管道运输成本。本发明有利于形成三层结构的缠绕结构壁管材,适宜制造各种口径的管道,且高强度,耐腐蚀性好。而且分成主、辅移动车,双车体系运输生产线,灵活性更好,车身长度可以合理缩小,两辆车对接难度小,生产合金管架的辅移动车也可以单独制成高分子骨架异型材,主移动车也可以单独使用高分子骨架异型材制作合金管材,二者可分开进行,也可以组装后同时进行,更加便捷高效。
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干等同替代或明显变型,而且性能或用途相同,都应当视为属于本发明的保护范围之内。
- 一种缠绕结构壁管材及制造方法、车载可移动管道生产线制造管材的方法和该生产线
- 一种车载可移动管道生产线制造HDPE双壁波纹管的方法和该车载可移动管道生产线