一种金属薄板表面处理用连续式真空镀膜装置
文献发布时间:2023-06-19 09:52:39
技术领域
本发明涉及真空镀膜装置技术领域,具体为一种金属薄板表面处理用连续式真空镀膜装置。
背景技术
真空镀膜技术是指将镀膜材料真空环境下汽化,后将其附着到需要镀膜的工件表面,而在镀膜材料蒸发汽化的过程中,所需要的温度往往都非常高,可以在镀膜材料蒸发汽化的过程中向镀膜材料中加入氢气与氦气的混合气体,由于氢气和氦气的导热效率较高,因此可以增加镀膜材料的传热比以此来降低其汽化的沸点,这样可以使得整体工作温度更低,设备更加安全,同时在氢气中混合惰性气体的氦气,可以防止其因浓度过高而产生安全隐患,而现有的真空镀膜装置中没有能够降低镀膜材料沸点的,因此,设计实用性强和可以降低镀膜材料的沸点的一种金属薄板表面处理用连续式真空镀膜装置是很有必要的。
发明内容
本发明的目的在于提供一种金属薄板表面处理用连续式真空镀膜装置,以解决上述背景技术中提出的问题。
为了解决上述技术问题,本发明提供如下技术方案:一种金属薄板表面处理用连续式真空镀膜装置,包括壳体,所述壳体的顶部设置有封盖,所述壳体的中间固定安装有支架,所述支架为镂空,所述壳体的内壁上安装有加热装置,所述加热装置位于支架的上方。
根据上述技术方案,所述壳体的内壁开设有液体流道,所述液体流道位于支架的下方,所述液体流道的末端开设有流液口,所述流液口位于壳体的内部底面,所述壳体的内部底部设置有加热组件。
根据上述技术方案,所述壳体的内壁开设有液体流道,所述液体流道位于支架的下方,所述液体流道的末端开设有流液口,所述流液口位于壳体的内部底面,所述壳体的内部底部设置有加热组件。
根据上述技术方案,所述支架的底部设置有阀体,所述阀体的顶部为倾斜状,所述阀体的顶部设置有收缩弹簧,所述收缩弹簧的另一端与支架的底部固定。
根据上述技术方案,所述液体流道的顶部设置有密闭板,所述阀体的四周开设有斜状齿,所述密闭板的内壁上设置有斜齿条,所述斜状齿与斜齿条为配合结构,所述阀体与密闭板为配合结构。
根据上述技术方案,所述阀体的顶部设置有支撑管道,所述支撑管道的另一端与支架的底部固定,所述支撑管道的一侧设置有液压主管道,所述液压主管道的末端连接有液压油泵,所述液压主管道的中间设置有单向阀一,所述支架的内部开设有感应腔,所述感应腔的一侧设置有感应管道,所述感应管道与液压主管道连接,所述感应管道与液压主管道的连接处位于单向阀一的前方。
根据上述技术方案,所述壳体的内壁开设有控制腔,所述控制腔内部设置有活塞,所述活塞的上方为上腔,所述活塞的下方为下腔,所述壳体的内部底部设置有浮板,所述浮板与活塞活动连接。
根据上述技术方案,所述上腔的一侧设置有回流控制管,所述液压油泵的一侧设置有回流管道,所述回流管道的另一端与液压主管道连接,所述回流管道与液压主管道的连接处位于单向阀一的后方,所述回流管道的左侧设置有单向阀二,所述回流管道的右侧设置有磁通阀,所述磁通阀的中间设置有磁性阀球,所述磁通阀的左侧设置有关闭磁铁,所述磁通阀的右侧设置有开启磁铁,所述开启磁铁的磁力大于关闭磁铁的磁力。
根据上述技术方案,所述出气口的一侧管道连接有融合阀,所述融合阀的内部设置有融合扇叶,所述融合阀的两侧均设置有进气管,两组所述进气管的末端分别连接有氢气泵和氦气泵,两组所述进气管的中间均设置有流量控制泵。
根据上述技术方案,所述流量控制泵包括有控制油泵和进气泵,所述控制油泵与进气泵中间设置有联动轴,所述控制油泵包括有控制油叶片,所述控制油泵的上方设置有油口一,所述控制油泵的下方设置有油口二,所述油口一与流量控制管管道连接,所述油口二的下方管道连接有控制油箱,所述进气泵包括有气体阀叶片,所述进气泵的左侧开进气口,所述进气口与进气管管道连接,所述进气泵的右侧开设有出气管口,所述出气管口与进气管管道连接,所述控制油叶片与气体阀叶片叶片导向相反。
根据上述技术方案,所述联动轴包括有齿轮轴,所述齿轮轴的一侧与进气泵固定连接,所述联动轴的内部两侧分别设置有弹性磁性挡片一与弹性磁性挡片二,所述弹性磁性挡片一与弹性磁性挡片二均与齿轮轴为配合结构,所述联动轴的内部还设置有移动仓,所述移动仓的内部设置有磁性球,所述磁性球与弹性磁性挡片一和弹性磁性挡片二均为配合结构。
与现有技术相比,本发明所达到的有益效果是:可以降低镀膜材料的沸点,本发明,
(1)通过设置有阀体,阀体将整个壳体分为上下两个真空室,在真空镀膜装置工作过程中,上方的真空室可以将镀膜材料液化,下方的真空室可以将镀膜材料汽化,在上方真空室将镀膜材料液化后即可关闭阀体,使得上下真空室分隔开,此时可以在下真空室工作过程中也可以为上真空室添加新的镀膜材料,这样可以使得真空镀膜装置连续运作;
(2)通过设置有斜状齿和支撑管道,支撑管道是由固定直径的柔性材料制成,在阀体需要关闭时,可为支撑管道中注入液压油,此时支撑管道中压力将会变大,使其笔直伸长,支撑管道中的液压油压力越大,则支撑管道强度越高,直至其能够支撑阀体将密闭板完全堵住,即可分隔上下真空室;
(3)通过设置有出气口,可以向液态镀膜材料中注入氢气与氦气,以此降低镀膜材料的沸点,同时浮板与流量控制泵的配合可以通过液态镀膜材料蒸发速度,随时调整进气量,使其能够满足不同的使用需求;
(4)通过设置有联动轴,联动轴可以将进气泵与控制油泵相连,同时可以使得控制油泵能够带动进气泵的多向随意转动,以此可以通过控制油泵的转速带动进气泵的转速,使得进气泵的进气量能够得到控制。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
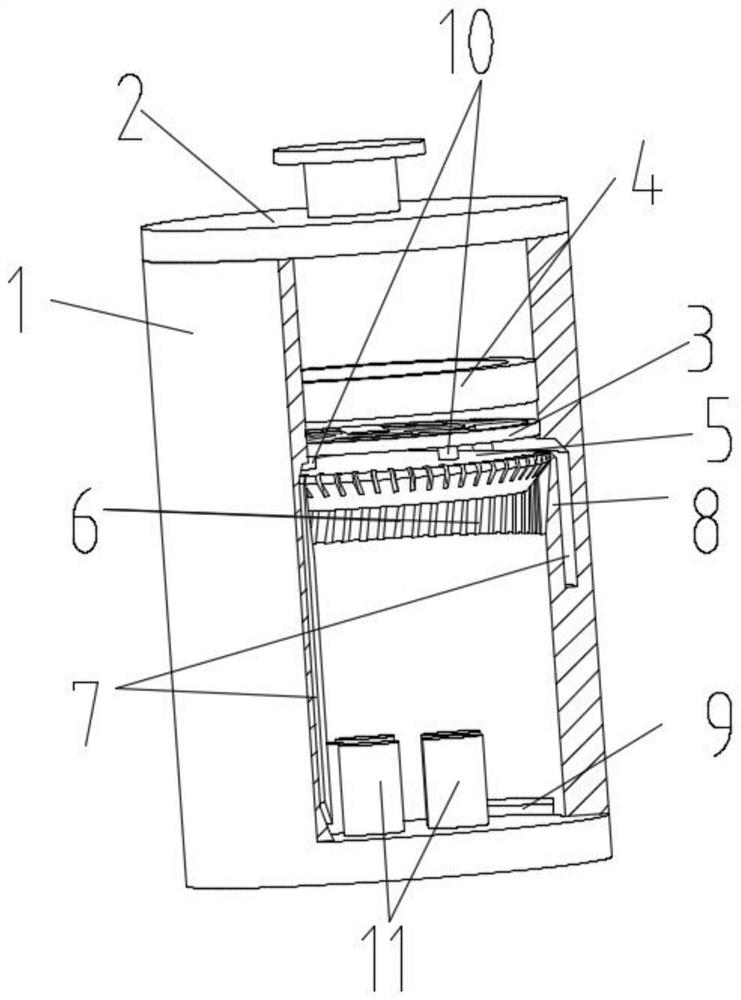
图1是本发明的整体正面剖视结构示意图;
图2是本发明的阀体开启时结构示意图;
图3是本发明的阀体关闭时结构示意图;
图4是本发明的整体管路示意图;
图5是本发明的流量控制泵结构示意图;
图6是本发明的联动轴的结构示意图;
图7是本发明的流量控制泵工作状态示意图一;
图8是本发明的流量控制泵工作状态示意图二;
图9是本发明的整体管路工作状态示意图一;
图10是本发明的整体管路工作状态示意图二;
图中:1、壳体;2、封盖;3、支架;4、加热装置;5、阀体;6、斜齿条;7、液体流道;8、密闭板;9、流液口;10、收缩弹簧;11、出气口;12、斜状齿;13、支撑管道;14、感应腔;15、感应管道;16、液压油泵;17、液压主管道;18、回流管道;19、单向阀一;20、单向阀二;21、磁通阀;22、关闭磁铁;23、开启磁铁;24、浮板;25、上腔;26、下腔;27、活塞;28、回流控制管;29、流量控制管;30、氢气泵;31、氦气泵;32、流量控制泵;33、融合阀;34、控制油箱;35、油口一;36、油口二;37、进气口;38、出气管口;39、气体阀叶片;40、控制油叶片;41、联动轴;42、齿轮轴;43、弹性磁性挡片一;44、弹性磁性挡片二;45、移动仓;46、磁性球;47、进气管。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1,本发明提供技术方案:一种金属薄板表面处理用连续式真空镀膜装置,包括壳体1,壳体1的顶部设置有封盖2,壳体1的中间固定安装有支架3,支架3为镂空,壳体1的内壁上安装有加热装置4,加热装置4位于支架3的上方,在壳体1的内部,通过阀体5可以将壳体1的内部分为上真空室和下真空室,在上真空室两侧分别安装有真空抽气管和真空补气管,在真空镀膜装置开启前,可以将镀膜材料放置在支架3上,随后关闭封盖2,使得壳体1的内部与外界完全隔离,此时可以开启真空泵,通过真空抽气管将壳体1内部的空气抽出,使得壳体1的内部处于真空状态,此时由于壳体1的内部处于真空状态,所以镀膜材料所需要的熔点将会远远低于正常大气压下所需的熔点,这样可以使得加热装置4所需要产生的热量大大降低,既可以提高镀膜材料的融化速度,也可以减少加热装置4的能量消耗;
请参阅图1,壳体1的内壁开设有液体流道7,液体流道7位于支架3的下方,液体流道7的末端开设有流液口9,流液口9位于壳体1的内部底面,壳体1的内部底部设置有加热组件,在支架3上的镀膜材料融化后,会流入液体流道7中,随后会从流液口9中流向壳体1的底部,此时壳体1底部的加热组件可以为液态的镀膜金属继续加热,使其能够达到蒸发的温度,在下真空室的一侧设置有镀膜喷嘴,这时可以通过镀膜喷嘴将蒸发汽化后的镀膜材料附着到需要镀膜的工件表面,即可完成镀膜工序;
请参阅图1-3,支架3的底部设置有阀体5,阀体5的顶部为倾斜状,阀体5的顶部设置有收缩弹簧10,收缩弹簧10的另一端与支架3的底部固定,在镀膜材料处于支架3上时,阀体5会在收缩弹簧10的弹力作用下收起,此时阀体5的上表面将于液体流道7的上端面齐平,同时由于阀体5的顶部为倾斜状,因此融化的液态镀膜材料将会从阀体5的上端面流入液体流道7内;
请参阅图1-3,液体流道7的顶部设置有密闭板8,阀体5的四周开设有斜状齿12,密闭板8的内壁上设置有斜齿条6,斜状齿12与斜齿条6为配合结构,阀体5与密闭板8为配合结构,在阀体5关闭时,阀体5四周的斜状齿12将与斜齿条6相互啮合,使得阀体5向下关闭时呈螺旋状向下运动,这样可以增加阀体5关闭时所产生的扭力,可以增加阀体5与密闭板8的密闭性,同时阀体5可以将壳体1的内部空间分为上下真空室,在上方真空室将镀膜材料液化后即可关闭阀体5,使得上下真空室分隔开,此时可以在下真空室工作过程中,通过真空补气管为上真空室进行补气,使得上真空室处于正常大气压下,随后可以为上真空室添加新的镀膜材料,这样可以使得真空镀膜装置连续运作,无需停机后再补充镀膜材料,提高了工作效率;
请参阅图1-4、9-10,阀体5的顶部设置有支撑管道13,支撑管道13的另一端与支架3的底部固定,支撑管道13的一侧设置有液压主管道17,液压主管道17的末端连接有液压油泵16,液压主管道17的中间设置有单向阀一19,支架3的内部开设有感应腔14,感应腔14的一侧设置有感应管道15,感应管道15与液压主管道17连接,感应管道15与液压主管道17的连接处位于单向阀一19的前方,在真空镀膜装置开启过程中,液压油泵16也将会持续开启,其中部分液压油会通过液压主管道17流入感应管道15中,而单向阀一19中设置有热敏电阻,这个热敏电阻需要达到较高温度时才会开启,随后这些液压油将会流入感应腔14中,在支架3上方的加热装置4开启时,加热装置4所散发的热量将会融化镀膜材料,此时因为镀膜材料融化需要吸收热量,所以在上真空室中的温度会因为镀膜材料的吸热而达不到加热装置4所产生的热量温度,在镀膜材料完全融化后,上真空室中没有了能够吸收热量的物质,会使得感应腔14中的液压油受热膨胀,此时通过感应腔14中液压油的膨胀可以得知支架3上方的镀膜材料已经完全融化,随后感应腔14中的液压油温度将会升高至能够触发单向阀一19中的热敏电阻的温度,单向阀一19将会导通,随后即可为支撑管道13注入液压油,支撑管道13是由固定直径的柔性材料制成,为支撑管道13中注入液压油,可以使得支撑管道13中压力将会变大,然后可以使其笔直伸长,支撑管道13中的液压油压力越大,则支撑管道13强度越高,直至其能够支撑阀体5将密闭板8完全堵住,同时在阀体5关闭后,液压油泵也将会持续为支撑管道13提供液压油,使的支撑管道13内部能够时刻保持高压状态,支撑管道13将会支撑阀体5将密闭板8密封,并保持持续的密封压力;
请参阅图4、9-10,壳体1的内壁开设有控制腔,控制腔内部设置有活塞27,活塞27的上方为上腔25,活塞27的下方为下腔26,壳体1的内部底部设置有浮板24,浮板24与活塞27活动连接,浮板24可以随着液态镀膜材料的增加或者减少上下浮动,同时能够带动控制腔内部的活塞27上下移动,在控制腔内部充满了控制油液,这些油液能够随着活塞27的上下移动,而流入不同的控制管道内,以此通过液态镀膜材料的增加或者减少来控制后续的进气量以及阀体5的开启和关闭;
请参阅图4、9-10,上腔25的一侧设置有回流控制管28,液压油泵16的一侧设置有回流管道18,回流管道18的另一端与液压主管道17连接,回流管道18与液压主管道17的连接处位于单向阀一19的后方,回流管道18的左侧设置有单向阀二20,回流管道18的右侧设置有磁通阀21,磁通阀21的中间设置有磁性阀球,磁通阀21的左侧设置有关闭磁铁22,磁通阀21的右侧设置有开启磁铁23,开启磁铁23的磁力大于关闭磁铁22的磁力,磁通阀21中的磁性阀球在正常情况下会被开启磁铁23所吸附,此时磁性阀球会使回流管道18畅通,使得回流管道18中的液压油通过回流管道18流向液压油泵16,这样液压油泵16中所排出的液压油一部分流向支撑管道13中,一部分通过回流管道18流回液压油泵16中,此时由于支撑管道13下方还连接有阀体5,所以支撑管道13中的液压油会受到反向作用力,而回流管道18则没有负载压力,所以从液压油泵16处排出的液压油将会全部通过回流管道18流回液压油泵16,这是阀体5将不会被压下关闭密闭板8,当支架3上方的镀膜材料融化后流入壳体1的内部是,浮板24将会上浮,此时活塞27将会下降,上腔25中的控制油液也将下降,开启磁铁23也将下降,当开启磁铁23下降时,其对磁性阀球的吸引力将会变小,随后磁性阀球将会被关闭磁铁22所吸引,此时磁性阀球将会堵塞住回流管道18,之后从液压油泵16处排出的液压油将会全部流入支撑管道13内,使得阀体5能够向下运动,堵住密闭板8,反之当壳体1底部液态镀膜材料消耗后,浮板24将会下降,活塞27将会上升,上腔中的控制油液将会使开启磁铁23进入磁通阀21的内部,吸附磁性球阀,使得回流管道18联通,后支撑管道13中的液压油将会回流至液压油泵16中,使得阀体5在收缩弹簧10的作用下升起,使得密闭板8重新打开,让镀膜材料能够液化后通过液体流道7进行补充,后可重复上述操作,以达到自动补充镀膜材料的效果;
请参阅图4、9-10,出气口11的一侧管道连接有融合阀33,融合阀33的内部设置有融合扇叶,融合阀33的两侧均设置有进气管47,两组进气管47的末端分别连接有氢气泵30和氦气泵31,两组进气管47的中间均设置有流量控制泵32,在镀膜材料蒸发汽化的过程中,所需要的温度往往都非常高,可以在镀膜材料蒸发汽化的过程中向镀膜材料中加入氢气与氦气的混合气体,由于氢气和氦气的导热效率较高,因此可以增加镀膜材料的传热比以此来降低其汽化的沸点,这样可以使得整体工作温度更低,设备更加安全,同时在氢气中混合惰性气体的氦气,可以防止其因浓度过高而产生安全隐患,融合阀33可以通过融合扇片将氢气与氦气进行融合,使其能够混合后通过出气口11喷出,流量控制泵32可以根据液态镀膜材料的蒸发速度来调整其气体的注入量,当蒸发速度较慢时,这是需要增大进气量,反之则需要减小进气量;
请参阅图5-8,流量控制泵32包括有控制油泵和进气泵,控制油泵与进气泵中间设置有联动轴41,控制油泵包括有控制油叶片40,控制油泵的上方设置有油口一35,控制油泵的下方设置有油口二36,油口一35与流量控制管29管道连接,油口二36的下方管道连接有控制油箱34,进气泵包括有气体阀叶片39,进气泵的左侧开进气口37,进气口37与进气管47管道连接,进气泵的右侧开设有出气管口38,出气管口38与进气管47管道连接,控制油叶片40与气体阀叶片39叶片导向相反,在液态镀膜材料汽化过程中,浮板24的高度将会持续下降,活塞27将会持续上升,而下腔26也将从控制油箱34中抽取控制油液,此时控制油液将会经过油口二36进入控制油泵,控制油叶片40会在控制油液的带动下逆时针旋转,后从油口一35中排出进入下腔26中,控制油叶片40逆时针旋转也会带动气体阀叶片39的逆时针旋转,进气泵的一侧设置有进气口37,一侧设置有出气管口38,气体阀叶片39的逆时针转动会对进气口37所排入的气体进行反冲,使得从出气管口38处排出的气体量要小于进气口37排出的其体量,这样控制油泵旋转的越快,则说明液态镀膜材料蒸发的速度越快,则控制油泵带动气体阀叶片39逆时针转动的速度越快,则气体阀叶片39对进气口37的反冲力就越大,则可控制出气管口38排出的气体越少,反之若蒸发速度越慢,这气体阀叶片39对进气口37的反冲力就越小,这从出气管口38排出的气体就越多,使其能够更好地辅助气态镀膜材料蒸发,在补充液态镀膜材料过程中,浮板24将会快速上升,活塞27将会快速下降,此时下腔26中的控制油液将会快速流回控制油箱34内,并且带动控制油叶片40快速顺时针转动,控制油叶片40顺时针转动能够带动气体阀叶片39顺时针转动,气体阀叶片39顺时针转动能够产生带动进气口37处的气体快速通往出气管口38,以此增大气体的喷射量,使得在补充液态镀膜材料的过程中有更多的辅助气体参与到蒸发过程中;
请参阅图5-8,联动轴41包括有齿轮轴42,齿轮轴42的一侧与进气泵固定连接,联动轴41的内部两侧分别设置有弹性磁性挡片一43与弹性磁性挡片二44,弹性磁性挡片一43与弹性磁性挡片二44均与齿轮轴42为配合结构,联动轴41的内部还设置有移动仓45,移动仓45的内部设置有磁性球46,磁性球46与弹性磁性挡片一43和弹性磁性挡片二44均为配合结构,在控制油叶片40与气体阀叶片39连接处设置有联动轴41,其中齿轮轴42与气体阀叶片39固定,其余部件与控制油叶片40固定,在控制油叶片40逆时针转动时,移动仓45内部的磁性球46将会在离心力的作用下向左移动,此时磁性求46将会吸附弹性磁性挡片一43,使其将齿轮轴42卡住,使得齿轮轴42能够随着控制油叶片40的转动而转动,反之若是控制油叶片40顺时针转动,则移动仓45内部的磁性球46将会在离心力的作用下向右移动,吸附弹性磁性挡片二44,使其卡住齿轮轴42,使得无论控制油叶片40向哪个方向旋转,齿轮轴42都能够跟随其旋转;
工作原理:
在壳体1的内部,通过阀体5可以将壳体1的内部分为上真空室和下真空室,在上真空室两侧分别安装有真空抽气管和真空补气管,在真空镀膜装置开启前,可以将镀膜材料放置在支架3上,随后关闭封盖2,使得壳体1的内部与外界完全隔离,此时可以开启真空泵,通过真空抽气管将壳体1内部的空气抽出,使得壳体1的内部处于真空状态,此时由于壳体1的内部处于真空状态,所以镀膜材料所需要的熔点将会远远低于正常大气压下所需的熔点,这样可以使得加热装置4所需要产生的热量大大降低,既可以提高镀膜材料的融化速度,也可以减少加热装置4的能量消耗;
在支架3上的镀膜材料融化后,会流入液体流道7中,随后会从流液口9中流向壳体1的底部,此时壳体1底部的加热组件可以为液态的镀膜金属继续加热,使其能够达到蒸发的温度,在下真空室的一侧设置有镀膜喷嘴,这时可以通过镀膜喷嘴将蒸发汽化后的镀膜材料附着到需要镀膜的工件表面,即可完成镀膜工序;
在镀膜材料处于支架3上时,阀体5会在收缩弹簧10的弹力作用下收起,此时阀体5的上表面将于液体流道7的上端面齐平,同时由于阀体5的顶部为倾斜状,因此融化的液态镀膜材料将会从阀体5的上端面流入液体流道7内;
在阀体5关闭时,阀体5四周的斜状齿12将与斜齿条6相互啮合,使得阀体5向下关闭时呈螺旋状向下运动,这样可以增加阀体5关闭时所产生的扭力,可以增加阀体5与密闭板8的密闭性,同时阀体5可以将壳体1的内部空间分为上下真空室,在上方真空室将镀膜材料液化后即可关闭阀体5,使得上下真空室分隔开,此时可以在下真空室工作过程中,通过真空补气管为上真空室进行补气,使得上真空室处于正常大气压下,随后可以为上真空室添加新的镀膜材料,这样可以使得真空镀膜装置连续运作,无需停机后再补充镀膜材料,提高了工作效率;
在真空镀膜装置开启过程中,液压油泵16也将会持续开启,其中部分液压油会通过液压主管道17流入感应管道15中,而单向阀一19中设置有热敏电阻,这个热敏电阻需要达到较高温度时才会开启,随后这些液压油将会流入感应腔14中,在支架3上方的加热装置4开启时,加热装置4所散发的热量将会融化镀膜材料,此时因为镀膜材料融化需要吸收热量,所以在上真空室中的温度会因为镀膜材料的吸热而达不到加热装置4所产生的热量温度,在镀膜材料完全融化后,上真空室中没有了能够吸收热量的物质,会使得感应腔14中的液压油受热膨胀,此时通过感应腔14中液压油的膨胀可以得知支架3上方的镀膜材料已经完全融化,随后感应腔14中的液压油温度将会升高至能够触发单向阀一19中的热敏电阻的温度,单向阀一19将会导通,随后即可为支撑管道13注入液压油,支撑管道13是由固定直径的柔性材料制成,为支撑管道13中注入液压油,可以使得支撑管道13中压力将会变大,然后可以使其笔直伸长,支撑管道13中的液压油压力越大,则支撑管道13强度越高,直至其能够支撑阀体5将密闭板8完全堵住,同时在阀体5关闭后,液压油泵也将会持续为支撑管道13提供液压油,使的支撑管道13内部能够时刻保持高压状态,支撑管道13将会支撑阀体5将密闭板8密封,并保持持续的密封压力;
浮板24可以随着液态镀膜材料的增加或者减少上下浮动,同时能够带动控制腔内部的活塞27上下移动,在控制腔内部充满了控制油液,这些油液能够随着活塞27的上下移动,而流入不同的控制管道内,以此通过液态镀膜材料的增加或者减少来控制后续的进气量以及阀体5的开启和关闭;
磁通阀21中的磁性阀球在正常情况下会被开启磁铁23所吸附,此时磁性阀球会使回流管道18畅通,使得回流管道18中的液压油通过回流管道18流向液压油泵16,这样液压油泵16中所排出的液压油一部分流向支撑管道13中,一部分通过回流管道18流回液压油泵16中,此时由于支撑管道13下方还连接有阀体5,所以支撑管道13中的液压油会受到反向作用力,而回流管道18则没有负载压力,所以从液压油泵16处排出的液压油将会全部通过回流管道18流回液压油泵16,这是阀体5将不会被压下关闭密闭板8,当支架3上方的镀膜材料融化后流入壳体1的内部是,浮板24将会上浮,此时活塞27将会下降,上腔25中的控制油液也将下降,开启磁铁23也将下降,当开启磁铁23下降时,其对磁性阀球的吸引力将会变小,随后磁性阀球将会被关闭磁铁22所吸引,此时磁性阀球将会堵塞住回流管道18,之后从液压油泵16处排出的液压油将会全部流入支撑管道13内,使得阀体5能够向下运动,堵住密闭板8,反之当壳体1底部液态镀膜材料消耗后,浮板24将会下降,活塞27将会上升,上腔中的控制油液将会使开启磁铁23进入磁通阀21的内部,吸附磁性球阀,使得回流管道18联通,后支撑管道13中的液压油将会回流至液压油泵16中,使得阀体5在收缩弹簧10的作用下升起,使得密闭板8重新打开,让镀膜材料能够液化后通过液体流道7进行补充,后可重复上述操作,以达到自动补充镀膜材料的效果;
在镀膜材料蒸发汽化的过程中,所需要的温度往往都非常高,可以在镀膜材料蒸发汽化的过程中向镀膜材料中加入氢气与氦气的混合气体,由于氢气和氦气的导热效率较高,因此可以增加镀膜材料的传热比以此来降低其汽化的沸点,这样可以使得整体工作温度更低,设备更加安全,同时在氢气中混合惰性气体的氦气,可以防止其因浓度过高而产生安全隐患,融合阀33可以通过融合扇片将氢气与氦气进行融合,使其能够混合后通过出气口11喷出,流量控制泵32可以根据液态镀膜材料的蒸发速度来调整其气体的注入量,当蒸发速度较慢时,这是需要增大进气量,反之则需要减小进气量;
在液态镀膜材料汽化过程中,浮板24的高度将会持续下降,活塞27将会持续上升,而下腔26也将从控制油箱34中抽取控制油液,此时控制油液将会经过油口二36进入控制油泵,控制油叶片40会在控制油液的带动下逆时针旋转,后从油口一35中排出进入下腔26中,控制油叶片40逆时针旋转也会带动气体阀叶片39的逆时针旋转,进气泵的一侧设置有进气口37,一侧设置有出气管口38,气体阀叶片39的逆时针转动会对进气口37所排入的气体进行反冲,使得从出气管口38处排出的气体量要小于进气口37排出的其体量,这样控制油泵旋转的越快,则说明液态镀膜材料蒸发的速度越快,则控制油泵带动气体阀叶片39逆时针转动的速度越快,则气体阀叶片39对进气口37的反冲力就越大,则可控制出气管口38排出的气体越少,反之若蒸发速度越慢,这气体阀叶片39对进气口37的反冲力就越小,这从出气管口38排出的气体就越多,使其能够更好地辅助气态镀膜材料蒸发,在补充液态镀膜材料过程中,浮板24将会快速上升,活塞27将会快速下降,此时下腔26中的控制油液将会快速流回控制油箱34内,并且带动控制油叶片40快速顺时针转动,控制油叶片40顺时针转动能够带动气体阀叶片39顺时针转动,气体阀叶片39顺时针转动能够产生带动进气口37处的气体快速通往出气管口38,以此增大气体的喷射量,使得在补充液态镀膜材料的过程中有更多的辅助气体参与到蒸发过程中;
在控制油叶片40与气体阀叶片39连接处设置有联动轴41,其中齿轮轴42与气体阀叶片39固定,其余部件与控制油叶片40固定,在控制油叶片40逆时针转动时,移动仓45内部的磁性球46将会在离心力的作用下向左移动,此时磁性求46将会吸附弹性磁性挡片一43,使其将齿轮轴42卡住,使得齿轮轴42能够随着控制油叶片40的转动而转动,反之若是控制油叶片40顺时针转动,则移动仓45内部的磁性球46将会在离心力的作用下向右移动,吸附弹性磁性挡片二44,使其卡住齿轮轴42,使得无论控制油叶片40向哪个方向旋转,齿轮轴42都能够跟随其旋转;
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种金属薄板表面处理用连续式真空镀膜装置
- 一种金属薄板带连续进行表面真空镀膜装置