一种用于光伏电池片串焊的焊带定位方法
文献发布时间:2023-06-19 09:54:18
技术领域
本发明涉光伏组件生产技术领域,具体为一种用于光伏电池片串焊的焊带定位方法。
背景技术
在光伏组件的生产过程中需要利用焊带将大量的光伏电池片串接起来,再将串接好的光伏电池池片层压形成光伏组件;目前光伏电池片的串焊主要采用的是电磁焊接方式或红外焊接方式,当采用红外焊接时多是通过弹性压针机构来将焊带定位于光伏电池片的栅线处,如公告号为CN210081047U的中国发明专利公开的一种焊带定位装置,其通过在支撑板上固定的设置多个压针组件来将焊带压紧于光伏电池片上,其中压针组件包括定位套筒、收容在定位套筒内的弹性元件及压盘,压盘在弹性元件的作用下将焊带压紧于光伏电池片上。
随着光伏电池片工艺的飞速发展,近几年一方面为了减少银浆使用而降低电池片生产成本、另一方面也为了提高光伏电池片的有效发电面积,光伏电池片上的栅线和用于焊接焊带的焊盘都越做越细,这就使得现有的这种弹性压针机构无法对焊带进行有效可靠的定位与压紧,从而导致焊带与光伏电池片的栅线配合精度无法达到要求、焊带与电池片焊接后会出现明显的露白现象,既而严重影响光伏组件质量。
发明内容
针对上述问题,本发明提供了一种用于光伏电池片串焊的焊带定位方法,其能解决现有弹性压针机构无法满足当前光伏电池片细栅线工艺状态下的焊带定位要求。
其技术方案为,一种用于光伏电池片串焊的焊带定位方法,其特征在于:在焊带靠近头端和/或靠近尾端的位置与光伏电池片上的银栅之间采用刚性连接的方式进行点固定,所述刚性连接的方式包括激光焊接方式或胶粘方式。
进一步的,所述点固定的数量不超过两个。
进一步的,当所述刚性连接方式为激光焊接方式时,在所述焊带与光伏电池片的银栅间添加锡膏助焊。
进一步的,当所述刚性连接方式为激光焊接方式时,具体采用功率为300w的连续激光器+振镜场境的方式。
进一步的,当所述刚性连接方式为激光焊接方式时,优选在焊带靠近尾端的位置与光伏电池片上的银栅之间进行所述点固定。
进一步的,当所述刚性连接方式为胶粘方式时,优选在焊带的头端、尾端分别与光伏电池片上的银栅进行点固定。
更进一步的,所述胶粘方式具体是利用具有预加热功能的喷胶设备将焊带与光伏电池片的银栅通过热熔胶粘接。
进一步的,所述光伏电池片上的栅线为8~30根。
进一步,所述焊带为直径是0.1~0.35mm的圆形焊带或异型焊带。
采用本发明的上述方法后,其无需再采用结构复杂的弹性压针机构来对焊带进行定位压紧,并且能够保证光伏电池片能与每一根焊带都精确对位,从而有效避免焊带与电池片焊接后出现露白现象,确保光伏组件质量;同时光伏电池片与全部已初步定位连接的焊带能够作为一个整体进行后续的焊接以及电池片串焊操作,故能大大简化串焊设备结构。
附图说明
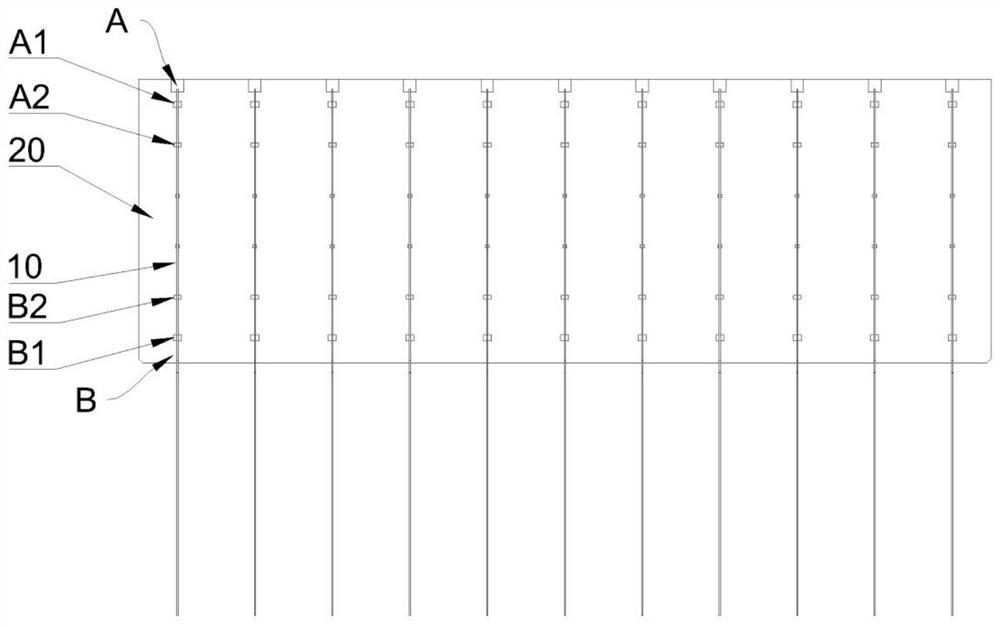
图1为本发明焊带定位方法中光伏电池片与焊带配合定位示意图。
具体实施方式
本发明一种用于光伏电池片串焊的焊带定位方法,在焊带10靠近头端和/或靠近尾端的位置与光伏电池片20上的银栅之间采用刚性连接的方式进行点固定,刚性连接的方式包括激光焊接方式或胶粘方式;刚性连接的方式包括激光焊接方式或胶粘方式,其中点固定的数量不超过两个。图1的实施例中,焊带共设有11条。
图1中,A端为焊带的头端,B端为焊带的尾端;由此,本发明的上述点固定的位置方案如下:
方案一,焊带10与光伏电池片20的银栅之间通过点A1、点A2进行刚性连接;
方案二,焊带10与光伏电池片20的银栅之间通过点A1进行刚性连接;
方案三,焊带10与光伏电池片20的银栅之间通过点B1、点B2进行刚性连接;
方案四,焊带10与光伏电池片20的银栅之间通过点B1进行刚性连接;
方案五,焊带10与光伏电池片20的银栅之间通过点A1、点B1进行刚性连接;
在实际应用过程中,固定点的位置以及数量根据光伏电池片的大小以及焊带的不同来确定。
其中,当刚性连接的方式采用激光焊接方式时,可以直接将焊带与光伏电池片的银栅焊接,也可以在焊带与光伏电池片的银栅间通过添加锡膏来进行助焊;并且当采用激光焊接方式时,优选在焊带靠近尾端B的位置与光伏电池片上的银栅之间进行点固定,即优选采用上述的方案三或方案四;其优选将焊带的尾端部与光伏电池片焊接,而没有将焊带10的头端、尾端分别与光伏电池片焊接,能够有效避免焊接过程中焊带两端因热膨胀率差异而产生的变形,从而能进一步确保焊带与光伏电池片的可靠精准定位。
进一步优选的,当采用激光焊接方式时,具体采用功率为300w的连续激光器+振镜场境的方式,由此能更进一步精确地控制焊带与光伏电池片每一个点的焊接工艺。
而当采用胶粘方式时,优选在焊带10的头端A、尾端B分别与光伏电池片20上的银栅进行点固定,即优选上述方案中的方案五;由此能够保证焊带10两端与光伏电池片20之间的精确定位。
胶粘方式具体是利用具有预加热功能的喷胶设备将焊带与光伏电池片的银栅通过热熔胶粘接,从而经预热后的热熔胶喷出后可快速固化而把焊带和电池片固定在一起,大大提高生产效率。
本发明的上述方法适用于光伏电池片上的栅线为8~30根、焊带为直径是0.1~0.35mm的圆形焊带或异型焊带。
以上对本发明的具体实施进行了详细说明,但内容仅为本发明创造的较佳实施方案,不能被认为用于限定本发明创造的实施范围。凡依本发明创造申请范围所作的均等变化与改进等,均应仍归属于本发明的专利涵盖范围之内。
- 一种用于光伏电池片串焊的焊带定位方法
- 一种防止焊带发生扭曲的光伏电池片加工用串焊机