一种带缺口的通断型探测线加工装置及方法
文献发布时间:2023-06-19 09:55:50
技术领域
本发明属于消防安全技术领域,特别是涉及一种带缺口的通断型探测线加工装置及方法。
背景技术
图1为一种已有技术的通断型探测线结构示意图。如图1所示,在消防领域中,这种通断型探测线1被缠绕固定在消防气瓶的外壁上,发生在消防气瓶上的微小拉伸塑性变形会及时向通断型探测线1传递,使通断型探测线1也发生拉伸微变形,由于通断型探测线1的塑性较低,发生在消防气瓶外壁的局部塑型拉伸变形会引起通断型探测线1先于消防气瓶的爆裂而断裂,同时与通断型探测线1两端相连用以检测通断型探测线1通断状态的监控盒2检测到通断型探测线1回路断开后立即给出报警信号,起到了消防气瓶爆裂前预警的作用。但这种通断型探测线1存在报警灵敏度低、制造选材困难、适用范围小、使用环境温度升高报警灵敏度下降、稳定性低等缺点。
中国发明专利第201711293128.1中公开了一种带缺口的通断型探测线,如图2所示,这种带缺口的通断型探测线4是在作为探测线母材的金属或非金属导电丝上沿探测线母材长度方向设置多个缺口3而制成,以使通断型探测线4上缺口3处的横截面积小于缺口3位置的探测线母材的原始横截面积,相邻缺口3间的节距为L。这种通断型探测线4具有报警灵敏度高、制造选材容易且适用范围大、环境温度升高及长期工作引起的报警灵敏度下降更少的优点。
理论上这种带缺口的通断型探测线4上的缺口3可采用电火花雕刻、磨具打磨、激光打标或激光雕刻、滚轮滚花、轧辊压制、局部药剂腐蚀在内的方式形成,试验表明,激光打标或激光雕刻方式具有制造效率高、成本低、耐腐蚀等优点。但是激光打标机由于性能参数的多样性,很难保证设置缺口3后的通断型探测线4整体的延伸率稳定。
发明内容
为了解决上述问题,本发明的目的在于提供一种带缺口的通断型探测线加工装置及方法。
为了达到上述目的,本发明提供的带缺口的通断型探测线加工装置包括放线装置、收线装置、线缆托架和激光打标机;其中,所述的线缆托架包括支撑板和多个托辊;支撑板垂直设置,下端固定在激光打标机的操作平台上;多个托辊安装在支撑板的一端面上;放线装置设置在激光打标机的外部一侧,包括张力器和母材线卷;收线装置设置在激光打标机的外部另一侧,包括电动机和成品线卷;探测线母材卷绕在放线装置的母材线卷上,前端经放线装置的张力器、线缆托架上的托辊后利用激光打标机形成带缺口的通断型探测线,最后利用收线装置上的电动机将带缺口的通断型探测线卷绕在成品线卷上。
本发明提供的带缺口的通断型探测线的加工方法是:通过放线装置和收线装置使探测线母材以设定的线速度在线缆托架上匀速运行,同时利用激光打标机在匀速运行的探测线母材上形成相邻节距为L的多个缺口,由此制成带缺口的通断型探测线。
所述的缺口处剩余横截面面积为探测线母材原始横截面面积的50~70%。
所述的激光打标机采用MOPA型激光打标机。
所述的激光打标机的激光速度为100~400mm/s;脉冲频率为10~150KHz;打标输出功率为激光器平均输出功率的30~80%。
所述的线缆托架上探测线母材运行的线速度为20~200mm/s。
本发明提供的带缺口的通断型探测线加工装置及方法具有如下有益效果:
可提高带缺口的通断型探测线的报警灵敏度且设置缺口后的通断型探测线整体的延伸率相对稳定。
附图说明
图1为一种已有技术的通断型探测线结构示意图。
图2为一种已有技术的带缺口的通断型探测线结构示意图。
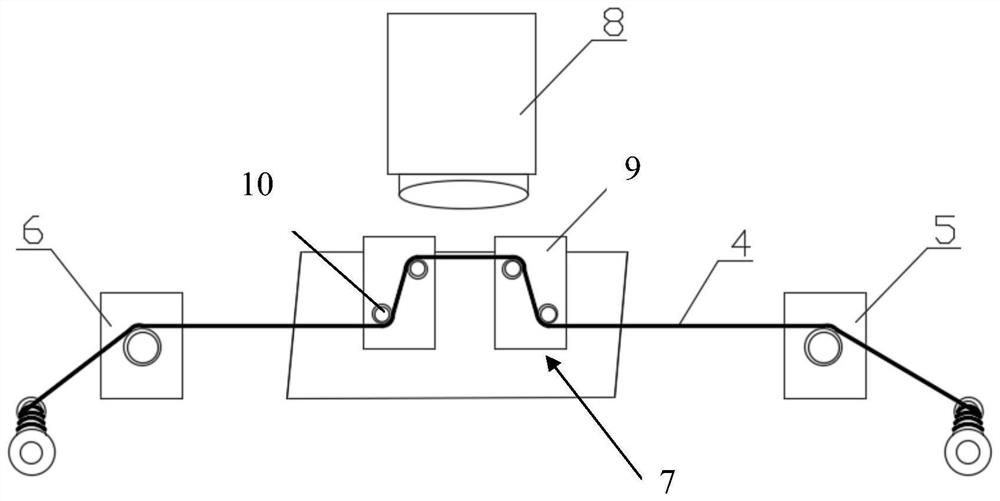
图3为本发明提供的带缺口的通断型探测线加工装置示意图。
具体实施方式
下面结合附图和具体实施例对本发明提供的带缺口的通断型探测线加工装置及方法进行详细说明。与已有技术相同的部件采用相同的附图标号,并省略对其进行的详细说明。
如图3及图2所示,本发明提供的带缺口的通断型探测线加工装置包括放线装置5、收线装置6、线缆托架7和激光打标机8;其中,所述的线缆托架7包括支撑板9和多个托辊10;支撑板9垂直设置,下端固定在激光打标机8的操作平台上;多个托辊10安装在支撑板9的一端面上;放线装置5设置在激光打标机8的外部一侧,包括张力器和母材线卷;收线装置6设置在激光打标机8的外部另一侧,包括电动机和成品线卷;探测线母材卷绕在放线装置5的母材线卷上,前端经放线装置5的张力器、线缆托架7上的托辊10后利用激光打标机8形成带缺口3的通断型探测线4,最后利用收线装置6上的电动机将带缺口3的通断型探测线4卷绕在成品线卷上。
利用本发明提供的带缺口的通断型探测线加工装置生产带缺口3的通断型探测线4的加工方法是:通过放线装置5和收线装置6使探测线母材以设定的线速度在线缆托架7上匀速运行,同时利用激光打标机8在匀速运行的探测线母材上形成相邻节距为L的多个缺口3,由此制成带缺口3的通断型探测线4。
所述的缺口3处剩余横截面面积为探测线母材原始横截面面积的50~70%。
所述的激光打标机1采用MOPA型激光打标机,其脉宽可调,频率范围更广。
所述的激光打标机1的激光速度为100~400mm/s;脉冲频率为10~150KHz;打标输出功率为激光器平均输出功率的30~80%。
所述的线缆托架7上探测线母材运行的线速度为20~200mm/s。
试验证明,按照本发明方法加工的带缺口3的通断型探测线4的延伸率相对稳定,且报警灵敏度高。
- 一种带缺口的通断型探测线加工装置及方法
- 小线径带缺口环状零件的辅助加工装置和加工工艺