一种碳纤维复合材料人工肋骨及其制备方法
文献发布时间:2023-06-19 09:57:26
技术领域
本发明涉及一种人工肋骨,具体涉及一种碳纤维复合材料人工肋骨,还涉及其制备方法,属于医疗生物材料技术领域。
背景技术
骨缺损一直是个困扰医学领域的难题。胸壁骨性缺损常见于肿瘤、感染、放射损伤等治疗干预后,以及创伤因素直接损害等。临床上,对缺损面积超过6cm×6cm的大范围胸壁缺损,若合并相邻的3根以上肋骨受损,以及合并脊柱损伤等情况时,必须行胸壁骨性重建手术以到达以下目的:1)完整保护胸腔及上腹部脏器(比如防止肩胛骨刺入胸腔尤其是第5~6肋骨切除后);2)保证完整的呼吸功能(动态的呼吸运动,防止肺疝和反常呼吸);3)承重和支撑上肢,保证肩关节活动;4)重塑胸壁外形,最大程度保证胸壁结构的稳定性和美学效果,便于患者恢复自信。
人工骨骨移植是胸壁刚性重建的常用手段,从1950年Beardsley首先使用钽板修补胸壁缺损,到20世纪80年代将骨水泥聚甲基丙烯酸甲脂 (PMMA) 用于胸壁重建术中,以及随后的不锈钢板、钛合金等的应用。至今未出现一款适用于胸壁肋骨重建的有效产品。现有的替代产品的临床问题如下:1)术中手工制作的PMMA植入物不仅因表面平整度不高,边缘较为毛糙,术后出现软组织血肿和感染的风险较高,而且其冲击韧性差,当受外力作用时容易发生碎裂、折断,有刺破胸腔重要器官的风险,同时存在一定致癌风险。2)不锈钢等金属制品存在术后易移位、组织相容性差及影响后续磁共振成像 (MRI) 等检查弊端,其使用频率逐渐降低。3)钛合金不管是通用的条状、板状和网状的还是组件系统(如Matrix-RIB系统和STRATOS系统)也存在以下问题:①弹性模量较高导致限制性通气功能障碍。②力学强度和正常肋骨存在差异,受到外力撞击时导致进一步损伤。研究表明,术后1年内存在较高的植入物相关并发症(如断裂和移位)发生率 (约44%),其中植入物断裂占37%,移位占7%。③术后影像学检查纯在强烈的伪影,影响对后续疾病的诊断和治疗。④组织长入性不佳,术后感染的发生率在5%左右。
因此,市场上并没有一款产品能够满足胸壁骨性重建材料应同时具备的如下特点:1) 足够的强度,能保证胸廓的稳定,保护胸内重要脏器和组织,防止反常呼吸;2) 可植入性,允许纤维组织附壁生长,性质稳定,不易发生感染,不致癌;3) 可塑性,便于贴合胸廓外形;4) 具有射线可穿透性,便于术后复查和随访;5)弹性模量接近自然皮质骨,避免造成限制性肺通气功能障碍。碳材料具有很好的生物相容性,其中碳纤维、热解碳、碳纳米管及其复合材料等在心脏瓣膜、骨骼、生长支架、肿瘤药物、生物传感器等方面得到应用。特别是以碳材料为基体、碳纤维及其织物等为增强体的碳纤维复合材料具有质量轻、化学稳定性好、机械性能与人体骨相近、抗疲劳性好、可设计性强、具有一定的塑性等特点,被视为人工骨的理想材料,受到广大研究工作者的追棒。有研究表明该材料各项生物学性能指标符合国标生物安全性评价的要求,可以应用于临床医学。相比金属、高分子和陶瓷等植入材料而言,其主要优点为:1)与人体组织不发生反应,能承受住体内酸碱环境的微妙变化而不变性;2)能促进血小板的粘附,使机体具有一定的抗凝血特性;3)利于与周围的骨组织进行紧密结合,促进骨的生长;4)弹性模量在1GPa~40GPa之间,与人体骨的弹性模量(1GPa~30GPa)十分接近,可有效规避由假体应力遮挡而引起的骨吸收等并发症;5)碳纤维增强体具有良好的韧性,使断裂行为呈一定的塑性,避免材料突发断裂带来的重大风险;6)由于碳元素的X光可透过性,使得后期检查无伪影,有利于术后康复情况诊断。
发明内容
针对现有技术存在的缺陷,本发明的第一个目的是在于提供一种由碳或碳化硅材料基体和碳纤维织物增强体复合构成的碳纤维复合材料人工肋骨,其具有质量轻、化学稳定性好、机械性能与人体骨相近、抗疲劳性好以及生物相容性好等特点,该碳纤维复合材料人工肋骨用于移植或修复,与人体组织不发生反应,可以承受住体内酸碱环境,且能与周围的骨组织进行紧密结合,促进骨的生长,其弹性模量与人体骨十分接近,可有效规避由假体应力遮挡而引起的骨吸收等并发症,同时具有良好的韧性,避免材料突发断裂带来的重大风险,由于碳元素的X光可透过性,使得后期检查无伪影,有利于术后康复情况诊断。
本发明的另一个目的是在于提供一种碳纤维复合材料人工肋骨的制备方法,该方法操作简单、成本低,易于大规模生产。
为了实现上述技术目的,本发明提供了一种碳纤维复合材料人工肋骨的制备方法,其包括以下步骤:
1)将至少一束碳纤维束加捻成碳纤维绳,再将碳纤维绳编织成碳纤维编织条;所述碳纤维束中碳纤维表面含有树脂;
2)将碳纤维编织条通过模具辅助烘烤定形,在烘烤过程中对碳纤维编织条沿轴向施加拉力或者沿平面垂直施加压力或者同时沿轴向施加拉力和沿平面垂直施加压力,并在碳纤维编织条表面设置预留孔,得到方条状碳纤维预制体;
3)将方条状碳纤维预制体通过介质超声处理;
4)将介质超声处理后的方条状碳纤维预制体固定在仿形模片上,通过化学气相沉积碳和/或碳化硅基体,得到碳纤维复合材料人工肋骨坯体;
5)在碳纤维复合材料人工肋骨坯体表面通过化学气相沉积热解碳涂层(PyC涂层)和/或通过物理气相沉积类金刚石涂层(DLC涂层)或含氟类金刚石涂层(F-DLC涂层),即得碳纤维复合材料人工肋骨。
作为一个优选的方案,所述碳纤维束为1k、1.5k、3k、6k或12k碳纤维,其中,1k表示一千根碳纤维。碳纤维束由复数根碳纤维组成,常见的为1k、1.5k、3k、6k或12k等规格的碳纤维束。
作为一个优选的方案,所述碳纤维绳的直径为0.1mm~5mm。碳纤维绳的直径可以根据实际需要进行调节。
作为一个优选的方案,所述碳纤维表面的树脂质量为碳纤维质量的0.5%~2%。这些树脂是碳纤维表面常见上浆剂,具体如环氧树脂、酚醛树脂、聚酰亚胺树脂、双马来酰亚胺树脂等。这些树脂残留在碳纤维表面对于碳纤维材料作为生物材料是不利的,容易受外力作用摩擦脱落。而本发明技术方案充分利用碳纤维表面的树脂来实现碳纤维的烘烤定形,同时这些树脂在后续采用介质超声处理被脱除。
作为一个优选的方案,所述碳纤维编织条的宽度为6mm~20mm,厚度为2mm~6mm。碳纤维绳采用常规的编织工艺编织成条状,其外形与人体肋骨外形相似,碳纤维编织条的宽度和厚度可以任意调控。
作为一个优选的方案,在烘烤过程中,沿轴向施加拉力的大小为20N/cm
作为一个优选的方案,在烘烤过程中,沿平面垂直施加压力的大小为1N/cm
作为一个优选的方案,所述方条状碳纤维编织预制体表面的预留孔沿方条状碳纤维编织预制体表面轴向规律排布,孔间隔5mm~20mm,孔径大小为0.5mm~3mm。预留孔可以通过在碳纤维编织条表面插入钢针,经过烘烤定形后,将钢针取出,即可获得预留孔,预留孔可以用于固定。现有技术中预留孔的制备一般在材料成形后机械加工而成,但是后续加工会破坏连续碳纤维,从而导致力学性能降低,且后续的加工会使加工表面平整度不高,边缘较为毛糙,术后出现软组织血肿和感染风险。
作为一个优选的方案,所述烘烤的条件为:温度为150℃~300℃,时间为3h~10h。在适当的烘烤条件下,可以通过高温烘烤利用碳纤维表面的树脂粘结成形。
作为一个优选的方案,所述超声处理以水和/或有机溶剂作为介质,超声频率为20kHz~60kHz,功率密度为0.3W/cm
作为一个优选的方案,在介质超声处理后的方条状碳纤维预制体的一侧表面或者相对两侧表面设置仿形模片进行固定。模片为耐高温模片,如采用石墨材质,其形状根据所要加工的肋骨形状一致。
作为一个优选的方案,步骤4)和步骤5)之间还包括对碳纤维复合材料人工肋骨坯体进行高温除杂处理的步骤。具体是将碳纤维复合材料人工肋骨坯体放入高温炉中高温处理,在真空或保护气氛条件下加热进行除杂,该步骤可根据需要选择采用或不采用。进一步优选,其中高温处理条件为:温度1500℃~2300℃,保温1h~10h。
作为一个优选的方案,化学气相沉积碳基体的条件:沉积温度为850℃~1600℃,沉积时间为20h~200h,沉积压力为3kPa~10kPa,气源为烃类气体。烃类气体如天然气、甲烷或丙烯等。
作为一个优选的方案,化学气相沉积碳化硅基体的条件:沉积温度为900℃~1300℃,沉积时间为20h~200h,沉积压力为0.5kPa~3kPa,气源为气态碳硅源。碳硅源具体如三氯甲基硅烷等。
作为一个优选的方案,化学气相沉积碳和碳化硅基体时,可以先沉积碳化硅再沉积碳基体,或者先沉积碳基体再沉积碳化硅。
作为一个优选的方案,化学气相沉积PyC涂层的条件为:沉积温度为900℃~1500℃,沉积时间为10h~50h,沉积压力为0.5kPa~3kPa,气源为烃类气体。通过控制化学气相沉积条件,可以获得厚度在5μm~50μm的PyC涂层。
作为一个优选的方案,物理气相沉积DLC涂层的条件为:真空度为1×10
作为一个优选的方案,物理气相沉积F-DLC涂层的条件为:真空度为1×10
F-DLC涂层相对DLC涂层或PyC涂层具有更好的生物相容性,且可改善碳材料的生物惰性特征,因此优选在碳纤维复合材料人工肋骨坯体表面沉积F-DLC涂层。
本发明还提供了一种碳纤维复合材料人工肋骨,其由所述制备方法得到。该碳纤维复合材料人工肋骨材料由碳纤维复合材料构成,以碳纤维为增强相,而碳材料或碳化硅材料为基体,其具有质量轻、化学稳定性好、机械性能与人体骨相近、抗疲劳性好、可设计性强、具有良好的韧性等特点。
本发明提供的一种碳纤维复合材料人工肋骨的制备方法,包括以下具体步骤:1)将碳纤维束加捻成碳纤维绳,根据碳纤维绳的直径要求,选取1束到多束碳纤维束加捻成绳,碳纤维绳的直径一般为0.1mm~5mm;其中,碳纤维束不做脱除树脂处理,其表面一般含有上浆剂(树脂),上浆剂常见为环氧树脂、酚醛树脂、聚酰亚胺树脂、双马来酰亚胺树脂等,这些树脂占碳纤维质量的0.5%~2%;碳纤维束为复数根,更具体来说,常见为1k、1.5k、3k、6k或12k等等,1k表示一千根碳纤维;
2)将碳纤维绳编织成碳纤维编织条,编织工艺采用现有技术中常见的编织工艺,碳纤维编织条的宽度为6mm~20mm,厚度为2mm~6mm;
3)通过模具辅助将碳纤维编织条加热烘烤定形,在烘烤过程中对碳纤维编织条沿轴向施加拉力,或者沿平面垂直施加压力,或者同时沿轴向施加拉力和沿平面垂直施加压力,并在碳纤维编织条表面插入钢针(头部为锥形的钢针)设置预留孔,得到碳纤维条预制体;该步骤涉及的模具外形为规则直条形,而内腔为长方体空腔,模具材料为常见的材料如石墨,钢板等;碳纤维编织条表面预留孔的排布和数量根据实际需要确定,具体如预留孔沿碳纤维编织条表面轴向规律排布,孔间隔5mm~20mm,孔径大小为0.5mm~3mm;烘烤过程中沿轴向施加拉力的大小为20N/cm
4)采用介质超声清洗,去除树脂固化表面残留物,超声频率为20kHz~60kHz;功率密度为0.3W/cm
5)将碳纤维预制体条的一侧表面或者相对的两侧表面固定在仿形模片上,然后致密基体碳和/或碳化硅,形成碳纤维复合材料人工肋骨;化学气相沉积碳基体的条件:沉积温度为850℃~1600℃,沉积时间为20h~200h,沉积压力为3kPa~10kPa,气源为天然气、甲烷或丙烯等;化学气相沉积碳化硅基体的条件:沉积温度为900℃~1300℃,沉积时间为20h~200h,沉积压力为0.5kPa~3kPa,气源为三氯甲基硅烷等;化学气相沉积碳和碳化硅基体时,可以先沉积碳化硅再沉积碳基体,或者先沉积碳基体再沉积碳化硅;
6)将坯体放入高温炉中高温处理,在真空或保护气氛条件下加热进行除杂(此步骤可根据需要选择采用或不采用),其中高温处理条件为:温度1500℃~2300℃,保温1h~10h;
7)制备PyC涂层或DLC涂层或F-DLC涂层或PyC涂层+DLC涂层/F-DLC涂层;通过化学气相沉积制备热解碳涂层(厚度5μm~50μm),沉积温度为900℃~1500℃,沉积时间为10h~50h,沉积压力为0.5kPa~3kPa,气源为烃类气体;通过物理气相沉积制备DLC涂层或F-DLC涂层(厚度0.05μm~2μm),F原子百分占比为5%~20%;物理气相沉积DLC涂层的条件为:真空度为1×10
相对现有技术,本发明技术方案带来的有益技术效果。
本发明提供的碳纤维复合材料人工肋骨由碳或碳化硅基体和碳纤维织物增强体复合构成,其具有质量轻、化学稳定性好、机械性能与人体骨相近、抗疲劳性好以及生物相容性好等特点,该碳纤维复合材料人工肋骨用于移植或修复,与人体组织不发生反应,可以承受住体内酸碱环境,且能与周围的骨组织进行紧密结合,促进骨的生长,其弹性模量与人体骨十分接近,可有效规避由假体应力遮挡而引起的骨吸收等并发症,同时具有良好的韧性,避免材料突发断裂带来的重大风险,由于碳元素的X光可透过性,使得后期检查无伪影,有利于术后康复情况诊断。
本发明提供的碳纤维复合材料人工肋骨具有优异的力学性能,完全满足肋骨移植或修复要求。碳纤维复合材料人工肋骨的有效密度为1.50g/cm
本发明提供的碳纤维复合材料人工肋骨的制备方法操作简单、成本低,易于大规模生产。
附图说明
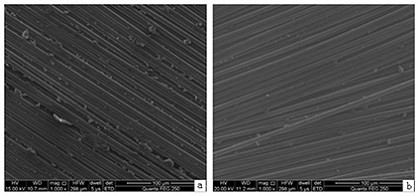
图1为实施例1和对比实施例2碳纤维条预制体采用介质超声清洗和不采用介质超声清洗的碳纤维表面形貌扫描电镜图;其中,图1a为不采用介质超声清洗,图1b为采用介质超声清洗。
图2为碳纤维复合材料人工肋骨实物图。
图3为碳纤维复合材料人工肋骨表面预留孔微观表面图,从图中可以看出碳纤维没有被破坏。
图4为实施例1制备的碳纤维复合材料人工肋骨的弯曲性能测试曲线。
图5为实施例1制备的碳纤维复合材料人工肋骨的拉伸性能测试曲线。
图6为实施例1制备的碳纤维复合材料人工肋骨的表层涂层截面特征。
图7为制备的碳纤维复合材料人工肋骨在植入动物后的CT影像图。
具体实施方式
以下实施例旨在进一步说明本发明内容,而不是限制权利要求的保护范围。
实施例1:碳纤维复合材料人工肋骨的制备方法包括以下具体步骤。
1)将碳纤维束加捻成碳纤维绳,选取3束6k碳纤维加捻成绳,碳纤维绳的直径为0.5mm;其中,碳纤维束不做脱除树脂处理,其表面含有环氧树脂占碳纤维质量的1.2%。
2)将15根碳纤维绳编织成宽度为12mm,厚度为3mm碳纤维编织条。
3)通过模具辅助将碳纤维编织条加热烘烤定形,在烘烤过程中对碳纤维编织条沿平面垂直施加压力,并在碳纤维编织条表面插入钢针(头部为锥形的钢针)设置预留孔,得到碳纤维条预制体;碳纤维编织条表面预留孔沿碳纤维编织条表面轴向规律排布,孔间隔8mm,孔径大小为1.5mm;烘烤过程中沿平面垂直施加压力的大小为3N/cm
4)采用介质超声清洗,去除树脂固化表面残留物,超声频率为40kHz;功率密度为0.5W/cm
5)将碳纤维预制体条的相对的两侧表面固定在仿形模片上,然后致密基体碳,形成碳纤维复合材料人工肋骨坯体;化学气相沉积碳基体的条件:沉积温度为1100℃,沉积时间为80h,沉积压力为6kPa,气源为甲烷。
6)将坯体放入高温炉中高温处理,在真空或保护气氛条件下加热进行除杂;其中高温处理条件为:温度1500℃,保温5h。
7)制备PyC涂层+DLC涂层;通过化学气相沉积制备热解碳涂层,沉积温度为1200℃,沉积时间为20h,沉积压力为2kPa,气源为甲烷;通过物理气相沉积制备DLC涂层,条件为:真空度为2×10
制备的人工肋骨有效密度为1.58g/cm
实施例2:碳纤维复合材料人工肋骨的制备方法包括以下具体步骤。
1)将碳纤维束加捻成碳纤维绳,选取3束6k碳纤维加捻成绳,碳纤维绳的直径为0.5mm;其中,碳纤维束不做脱除树脂处理,其表面含有环氧树脂占碳纤维质量的1.2%。
2)将15根碳纤维绳编织成宽度为12mm,厚度为3mm碳纤维编织条。
3)通过模具辅助将碳纤维编织条加热烘烤定形,在烘烤过程中对碳纤维编织条沿轴向施加拉力,并在碳纤维编织条表面插入钢针(头部为锥形的钢针)设置预留孔,得到碳纤维条预制体;碳纤维编织条表面预留孔沿碳纤维编织条表面轴向规律排布,孔间隔8mm,孔径大小为1.5mm;烘烤过程中沿轴向施加拉力的大小为40N/cm
4)采用介质超声清洗,去除树脂固化表面残留物,超声频率为40kHz;功率密度为0.5W/cm
5)将碳纤维预制体条的相对的两侧表面固定在仿形模片上,然后致密基体碳,形成碳纤维复合材料人工肋骨坯体;化学气相沉积碳基体的条件:沉积温度为1100℃,沉积时间为80h,沉积压力为6kPa,气源为甲烷。
6)将坯体放入高温炉中高温处理,在真空或保护气氛条件下加热进行除杂;其中高温处理条件为:温度1500℃,保温5h。
7)制备PyC涂层+DLC涂层;通过化学气相沉积制备热解碳涂层,沉积温度为1200℃,沉积时间为20h,沉积压力为2kPa,气源为甲烷;通过物理气相沉积制备DLC涂层,条件为:真空度为2×10
制备的人工肋骨有效密度为1.62g/cm
实施例3:碳纤维复合材料人工肋骨的制备方法包括以下具体步骤。
1)将碳纤维束加捻成碳纤维绳,选取3束6k碳纤维加捻成绳,碳纤维绳的直径为0.5mm;其中,碳纤维束不做脱除树脂处理,其表面含有环氧树脂占碳纤维质量的1.2%。
2)将15根碳纤维绳编织成宽度为12mm,厚度为3mm碳纤维编织条。
3)通过模具辅助将碳纤维编织条加热烘烤定形,在烘烤过程中对碳纤维编织条同时沿轴向施加拉力和沿平面垂直施加压力,并在碳纤维编织条表面插入钢针(头部为锥形的钢针)设置预留孔,得到碳纤维条预制体;碳纤维编织条表面预留孔沿碳纤维编织条表面轴向规律排布,孔间隔8mm,孔径大小为1.5mm;烘烤过程中沿轴向施加拉力的大小为40N/cm
4)采用介质超声清洗,去除树脂固化表面残留物,超声频率为40kHz;功率密度为0.5W/cm
5)将碳纤维预制体条的相对的两侧表面固定在仿形模片上,然后致密基体碳,形成碳纤维复合材料人工肋骨坯体;化学气相沉积碳基体的条件:沉积温度为1100℃,沉积时间为80h,沉积压力为6kPa,气源为甲烷。
6)将坯体放入高温炉中高温处理,在真空或保护气氛条件下加热进行除杂;其中高温处理条件为:温度1500℃,保温5h。
7)制备PyC涂层+DLC涂层;通过化学气相沉积制备热解碳涂层,沉积温度为1200℃,沉积时间为20h,沉积压力为2kPa,气源为甲烷;通过物理气相沉积制备DLC涂层;物理气相沉积DLC涂层的条件为:真空度为2×10
制备的人工肋骨有效密度为1.68g/cm
实施例4:碳纤维复合材料人工肋骨的制备方法包括以下具体步骤。
1)将碳纤维束加捻成碳纤维绳,选取3束12k碳纤维加捻成绳,碳纤维绳的直径为1.1mm;其中,碳纤维束不做脱除树脂处理,其表面含有聚酰亚胺树脂占碳纤维质量的1.5%。
2)将15根碳纤维绳编织成宽度为18mm,厚度为4mm碳纤维编织条。
3)通过模具辅助将碳纤维编织条加热烘烤定形,在烘烤过程中对碳纤维编织条同时沿轴向施加拉力和沿平面垂直施加压力,并在碳纤维编织条表面插入钢针(头部为锥形的钢针)设置预留孔,得到碳纤维条预制体;碳纤维编织条表面预留孔沿碳纤维编织条表面轴向规律排布,孔间隔15mm,孔径大小为1.5mm;烘烤过程中沿轴向施加拉力的大小为60N/cm
4)采用介质超声清洗,去除树脂固化表面残留物,超声频率为50kHz;功率密度为0.8W/cm
5)将碳纤维预制体条的一侧表面固定在仿形模片上,然后依次致密基体碳和碳化硅,形成碳纤维复合材料人工肋骨坯体;化学气相沉积碳基体的条件:沉积温度为1500℃,沉积时间为100h,沉积压力为8kPa,气源为天然气;化学气相沉积碳化硅基体的条件:沉积温度为1150℃,沉积时间为60h,沉积压力为2kPa,气源为三氯甲基硅烷等。
6)制备F-DLC涂层;通过物理气相沉积制备含F-DLC涂层,物理气相沉积F-DLC涂层的条件为:真空度为3×10
制备的人工肋骨有效密度为1.85g/cm
对比实施例1:碳纤维复合材料人工肋骨的制备方法包括以下具体步骤。
步骤1)~7)如实施例1,仅仅是步骤3)中在烘烤定形过程中不对碳纤维编织条沿平面垂直施加压力,碳纤维条预制体的密度为1.02g/cm
制备的人工肋骨有效密度为1.49g/cm
对比实施例2:碳纤维复合材料人工肋骨的制备方法包括以下具体步骤。
步骤1)~6)如实施例4,仅仅是不进行步骤4)的介质超声清洗过程。
从图1中左图中可以看出未经过介质超声清洗处理,碳纤维表面含有明显的颗粒状树脂,这些颗粒状树脂容易脱落,而引起黑肤效应。而经过介质超声清洗处理使得碳纤维表面光滑平整,颗粒状树脂明显减少。
对比实施例3:不采用编织工艺,直接采用二维碳纤维网通过针刺复合形成与实施例1大小形状一致的碳纤维编织条,且不进行加热烘烤定形处理,得到的碳纤维预制体的密度0.46g/cm
步骤5~7按实施例1,最终制备的人工肋骨有效密度为1.51g/cm
- 一种碳纤维复合材料人工肋骨及其制备方法
- 一种碳纤维复合材料人工肋骨及其制备方法