一种压力容器端盖成型后表面精细化处理系统及方法
文献发布时间:2023-06-19 09:58:59
技术领域
本发明涉及压力容器表面加工技术领域,具体涉及一种压力容器端盖成型后表面精细化处理系统及方法。
背景技术
压力容器是一种能够承受压力的密闭容器。压力容器的用途极为广泛,它在工业、民用、军工等许多部门以及科学研究的许多领域都具有重要的地位和作用。其中以在化学工业与石油化学工业中用最多,仅在石油化学工业中应用的压力容器就占全部压力容器总数的50%左右。压力容器在化工与石油化工领城,主要用于传热、传质、反应等工艺过程,以及贮存、运输有压力的气体或液化气体;在其他工业与民用领域亦有广泛的应用,如空气压缩机。各类专用压缩机及制冷压缩机的辅机冷却器、缓冲器、油水分离器、贮气罐、蒸发器、液体冷却剂贮罐等均属压力容器。
目前,一种压力容器端盖成型后表面精细化处理过程中所存在的以下难题:a.压力容器端盖在制造成型后,其内外表面会有许多毛刺,由于端盖为圆弧面结构,使得大多数情况下采用人工借助工具进行打磨,其劳动强度大,工作效率低;b.目前市场中存在的打磨装置,大多只能针对一面进行打磨,没有实现内外表面同时打磨,而且功能单一,只能针对一种或一系列的端盖,其实用性不强。
发明内容
(一)要解决的技术问题
本发明提供了一种压力容器端盖成型后表面精细化处理系统及方法,可以解决一种压力容器端盖成型后表面精细化处理过程中所存在的以下难题:a.压力容器端盖在制造成型后,其内外表面会有许多毛刺,由于端盖为圆弧面结构,使得大多数情况下采用人工借助工具进行打磨,其劳动强度大,工作效率低;b.目前市场中存在的打磨装置,大多只能针对一面进行打磨,没有实现内外表面同时打磨,而且功能单一,只能针对一种或一系列的端盖,其实用性不强。
(二)技术方案
为了实现上述目的,本发明采用以下技术方案:一种压力容器端盖成型后表面精细化处理系统,包括底座、夹持机构以及打磨机构,所述的底座上端面两侧处设置有打磨机构,所述底座上端面中部处设置有夹持机构;其中:
所述的夹持机构包括夹持座、安装槽、转动块、夹持槽、夹持块、推动杆、推动槽、夹紧支链、压簧、预留槽以及橡胶块,所述的夹持座固定安装在所述底座的上端面,所述夹持座内开设有安装槽,所述安装槽内转动设置有转动块,所述转动块外侧壁与夹紧支链相连接,所述转动块内侧壁上沿轴线均匀开设有推动槽,所述夹持座内侧壁上沿轴线均匀开设有夹持槽,所述推动杆滑动设置在夹持座内,所述推动杆一端与推动槽相接触,另一端固定在夹持块外壁上,所述夹持块滑动设置在夹持槽内,所述推动杆上套设有压簧,所述压簧上端固定在夹持槽侧壁上,下端固定在夹持块上,所述夹持块朝向压力容器端盖一侧端面上开设有前后贯通的预留槽,所述预留槽侧壁设置为斜壁,所述斜壁上固定安装有橡胶块,所述预留槽另一侧壁固定安装有橡胶块。
所述的打磨机构包括安装座、移动气缸、移动块、安装块、驱动支链、固定支链、调节支链、升降块、固定座、弹簧杆、锁紧块、调节块、移动杆、固定块以及磨砂带,所述的安装座固定安装在所述底座上端面,所述安装座位于所述夹持座两侧,两个所述安装座相对内侧壁上固定安装有移动气缸,所述移动气缸输出端固定在安装块相对外侧壁上,所述安装块固定安装在移动块上,所述移动块滑动设置在所述底座上端面,所述安装块上设置有驱动支链,所述驱动支链与调节块相连接,所述调节块上设置有调节支链,所述调节块上滑动设置有升降块,两个所述升降块相对内侧壁上从上往下等间距设置有固定座,所述弹簧杆一端固定在所述固定座上,所述弹簧杆另一端固定连接有移动杆,所述移动杆滑动套设在固定块上,所述移动杆另一端与磨砂带相接触连接,所述磨砂带具有一定强度的弹性,两个所述磨砂带分别与端盖内外壁相贴合,所述磨砂带两端固定连接有锁紧块,所述锁紧块另一端固定安装在所述升降块上,所述固定块两端固定在所述锁紧块上,所述锁紧块和弹簧杆上连接有固定支链。
优选的,所述的夹紧支链包括转动齿轮、转动轴、辅助块以及辅助孔,所述转动块外侧壁上开设齿条,所述转动轴通过轴承固定安装在夹持座内,所述转动轴上固定套设有转动齿轮,所述转动齿轮转动块外侧壁的齿条相啮合连接,所述转动轴位于夹持座外部的一端焊接有辅助块,所述辅助块上开设有辅助孔。
优选的,所述的驱动支链包括驱动电机、驱动轴、转动槽、固定杆以及挡块,所述驱动轴通过轴承固定安装在所述安装块上,所述驱动轴与端盖共用一个中心线,所述驱动轴一端通过联轴器与驱动电机相连接,所述驱动电机通过电机座固定在所述安装块外侧壁上,所述驱动轴另一端固定在所述调节块外侧壁上,两个所述安装块相对内侧壁上沿其中心开设有环形的转动槽,所述调节块上下端固定有固定杆,所述固定杆另一端固定有挡块,所述固定杆通过挡块滑动设置在转动槽内。
优选的,所述的固定支链包括固定板、限位孔以及限位杆,所述的弹簧杆上沿其线性方向上均匀开设有若干所述限位孔,所述锁紧块上也开设有限位孔,所述固定板上设置有与限位孔相配合的限位杆。
优选的,所述的调节支链包括升降槽、锁紧螺栓、螺纹孔、调节槽、调节齿轮、调节轴以及调节电机,两个所述调节块相对内侧壁上开设有上下贯通的升降槽,所述升降块滑动设置在升降槽内,两个所述升降块相对外侧壁上开设有平面齿条,所述调节块内开设有调节槽,所述调节槽与升降槽相连通,所述调节槽内设置有调节齿轮,所述调节齿轮与升降块的平面齿条相啮合,所述调节齿轮固定套设有调节轴上,所述调节轴通过轴承固定安装在调节块,所述调节轴一端通过联轴器与调节电机输出端相连接,所述调节电机通过电机座固定安装调节块前端面上,两个所述调节块相对外侧壁从上往下开设有若干所述螺纹孔,所述螺纹孔通过螺纹连接方式设置有锁紧螺栓,所述锁紧螺栓紧贴抵触升降块外侧壁。
此外本发明还提供了一种压力容器端盖成型后表面精细化处理系统的使用方法,包括以下步骤:
S1、检查装置:在启用之前对装置运行进行检查;
S2、夹持端盖:通过夹持块将端盖夹持固定在夹持机构上;
S3、打磨端面:通过打磨机构对端盖内外壁进行打磨;
S4、取出端盖:S3步骤完成后,夹持机构和打磨机构复位,取出端盖。
(三)有益效果
1.本发明提供了一种压力容器端盖成型后表面精细化处理系统及方法,可以解决一种压力容器端盖成型后表面精细化处理过程中所存在的以下难题:a.压力容器端盖在制造成型后,其内外表面会有许多毛刺,由于端盖为圆弧面结构,使得大多数情况下采用人工借助工具进行打磨,其劳动强度大,工作效率低;b.目前市场中存在的打磨装置,大多只能针对一面进行打磨,没有实现内外表面同时打磨,而且功能单一,只能针对一种或一系列的端盖,其实用性不强。
2.本发明设计的夹持机构,通过人工借助工具转动转动轴,确保夹持块夹持限位住端盖时能够感受到端盖嘴夹持块的反作用力,避免将用力过度将端盖夹坏,然后转动轴通过转动齿轮使得转动块转动,然后通过转动块上的推动槽推动推动杆,从而使得夹持块夹持固定块端盖,夹持块上设置斜壁,使得斜壁通过橡胶块限制住外侧壁,侧壁通过橡胶块限制住端盖内侧,实现将端盖限位固定住,同时使用橡胶块,避免夹持块将端盖划伤,橡胶块具有一定的弹性,使得夹持块通过橡胶块能够充分与端盖表面相接触。
3.本发明设计的打磨机构,通过弹簧杆可以使得磨砂带紧贴在端盖表面,然后通过固定支链将弹簧杆固定限位住,实现对不同圆弧面规格的端盖表面打磨,通过调节支链,使得升降块可以上下移动,从而带动磨砂带上下移动,可以针对不同大小规格的端盖表面打磨,实现功能多样化。
附图说明
下面结合附图和实施例对本发明进一步说明。
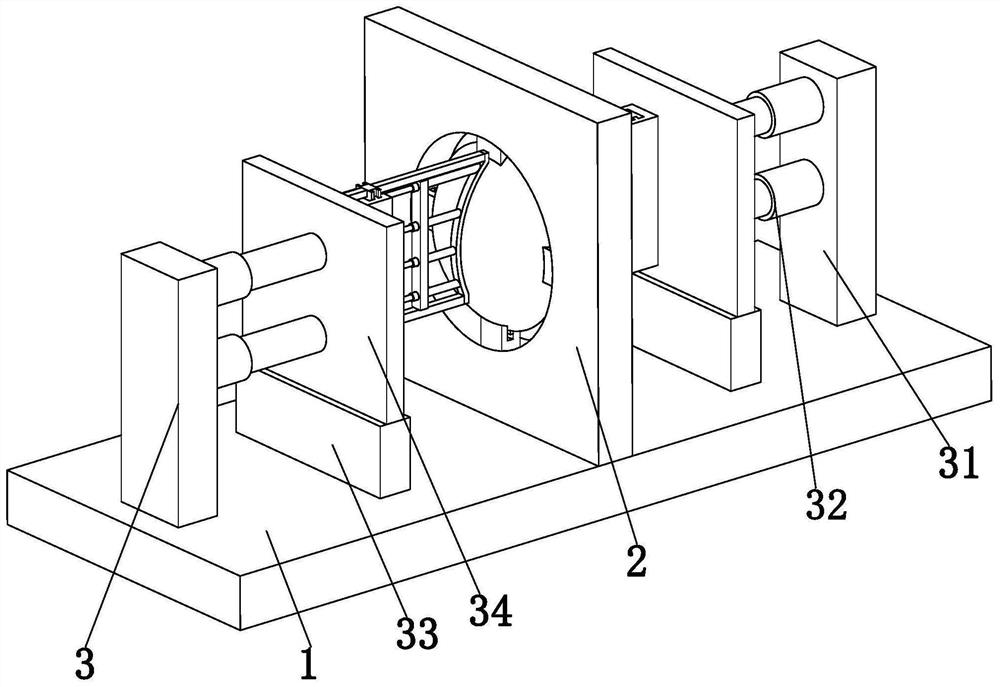
图1是本发明的三维立体图;
图2是本发明说明书打磨机构和夹持机构的三维结构图;
图3是本发明的主视剖视图;
图4是本发明说明书附图3的A向局部放大图;
图5是本发明说明书附图3的B向局部放大图;
图6是本发明说明书附图3的C向局部放大图;
图7是本发明说明书调节支链的俯视剖视图;
图8是本发明说明书固定支链的剖视图;
图9是本发明说明书转动块的剖视图;
图10是本发明说明书夹持块的三维结构图。
具体实施方式
下面参考附图对本发明的实施例进行说明。在此过程中,为确保说明的明确性和便利性,我们可能对图示中线条的宽度或构成要素的大小进行夸张的标示。
另外,下文中的用语基于本发明中的功能而定义,可以根据使用者、运用者的意图或惯例而不同。因此,这些用语基于本说明书的全部内容进行定义。
如图1至图10所示,一种压力容器端盖成型后表面精细化处理系统,包括底座1、夹持机构2以及打磨机构3,所述的底座1上端面两侧处设置有打磨机构3,所述底座1上端面中部处设置有夹持机构2。
所述的夹持机构2包括夹持座21、安装槽22、转动块23、夹持槽24、夹持块25、推动杆26、推动槽27、夹紧支链28、压簧29、预留槽210以及橡胶块211,所述的夹持座21固定安装在所述底座1的上端面,所述夹持座21内开设有安装槽22,所述安装槽22内转动设置有转动块23,所述转动块23外侧壁与夹紧支链28相连接;所述的夹紧支链28包括转动齿轮281、转动轴282、辅助块283以及辅助孔284,所述转动块23外侧壁上开设齿条,所述转动轴282通过轴承固定安装在夹持座21内,所述转动轴282上固定套设有转动齿轮281,所述转动齿轮281转动块23外侧壁的齿条相啮合连接,所述转动轴282位于夹持座21外部的一端焊接有辅助块283,所述辅助块283上开设有辅助孔284;所述转动块23内侧壁上沿轴线均匀开设有推动槽27,所述夹持座21内侧壁上沿轴线均匀开设有夹持槽24,所述推动杆26滑动设置在夹持座21内,所述推动杆26一端与推动槽27相接触,另一端固定在夹持块25外壁上,所述夹持块25滑动设置在夹持槽24内,所述推动杆26上套设有压簧29,所述压簧29上端固定在夹持槽24侧壁上,下端固定在夹持块25上,所述夹持块25朝向压力容器端盖一侧端面上开设有前后贯通的预留槽210,所述预留槽210侧壁设置为斜壁,所述斜壁上固定安装有橡胶块211,所述预留槽210另一侧壁固定安装有橡胶块211。
具体工作时,将待打磨的压力容器端盖放置到夹持块25上,人工将工具插入到辅助孔284内,借助工具使得辅助块283上的辅助孔284转动,从而使得转动轴282转动,因此转动齿轮281也同步转动,转动齿轮281通过齿轮啮合带动转动块23转动,使得转动块23在安装槽22内转动,在转动块23转动的过程中,其上的推动槽27也同步转动,使得推动槽27推动推动杆26,推动杆26推动夹持块25移动,使得夹持块25通过斜壁上的橡胶块211和侧壁上的橡胶块211将端盖限位固定住,同时开设拉伸压簧29;当需要将端盖取出时,接触工具使得转动轴282转动,使得转动轴282通过转动齿轮281再次带动转动块23转动,从而使得推动槽27不在抵触推动推动杆26,然后在压簧29的作用下,使得夹持块25向着远离端盖方向移动,不在限位固定端盖,实现将端盖取出。
所述的打磨机构3包括安装座31、移动气缸32、移动块33、安装块34、驱动支链35、固定支链36、调节支链37、升降块38、固定座39、弹簧杆310、锁紧块311、调节块312、移动杆313、固定块314以及磨砂带315,所述的安装座31固定安装在所述底座1上端面,所述安装座31位于所述夹持座21两侧,两个所述安装座31相对内侧壁上固定安装有移动气缸32,所述移动气缸32输出端固定在安装块34相对外侧壁上,所述安装块34固定安装在移动块33上,所述移动块33滑动设置在所述底座1上端面,所述安装块34上设置有驱动支链35,所述驱动支链35与调节块312相连接,所述调节块312上设置有调节支链37;所述的驱动支链35包括驱动电机351、驱动轴352、转动槽353、固定杆354以及挡块355,所述驱动轴352通过轴承固定安装在所述安装块34上,所述驱动轴352与端盖共用一个中心线,所述驱动轴352一端通过联轴器与驱动电机351相连接,所述驱动电机351通过电机座固定在所述安装块34外侧壁上,所述驱动轴352另一端固定在所述调节块312外侧壁上,两个所述安装块34相对内侧壁上沿其中心开设有环形的转动槽353,所述调节块312上下端固定有固定杆354,所述固定杆354另一端固定有挡块355,所述固定杆354通过挡块355滑动设置在转动槽353内;所述的调节支链37包括升降槽371、锁紧螺栓372、螺纹孔373、调节槽374、调节齿轮375、调节轴376以及调节电机377,两个所述调节块312相对内侧壁上开设有上下贯通的升降槽371,所述升降块38通过燕尾块滑动设置在升降槽371内,两个所述升降块38相对外侧壁上开设有平面齿条,所述调节块312内开设有调节槽374,所述调节槽374与升降槽371相连通,所述调节槽374内设置有调节齿轮375,所述调节齿轮375与升降块38的平面齿条相啮合,所述调节齿轮375固定套设有调节轴376上,所述调节轴376通过轴承固定安装在调节块312,所述调节轴376一端通过联轴器与调节电机377输出端相连接,所述调节电机377通过电机座固定安装调节块312前端面上,两个所述调节块312相对外侧壁从上往下开设有若干所述螺纹孔373,所述螺纹孔373通过螺纹连接方式设置有锁紧螺栓372,所述锁紧螺栓372紧贴抵触升降块38外侧壁;所述调节块312上滑动设置有升降块38,两个所述升降块38相对内侧壁上从上往下等间距设置有固定座39,所述弹簧杆310一端固定在所述固定座39上,所述弹簧杆310另一端固定连接有移动杆313,所述移动杆313滑动套设在固定块314上,所述移动杆313另一端与磨砂带315相接触连接,所述磨砂带315具有一定强度的弹性,两个所述磨砂带315分别与端盖内外壁相贴合,所述磨砂带315两端固定连接有锁紧块311,所述锁紧块311另一端固定安装在所述升降块38上,所述固定块314两端固定在所述锁紧块311上,所述锁紧块311和弹簧杆310上连接有固定支链36;所述的固定支链36包括固定板361、限位孔362以及限位杆363,所述的弹簧杆310上沿其线性方向上均匀开设有若干所述限位孔362,所述锁紧块311上也开设有限位孔362,所述固定板361上设置有与限位孔362相配合的限位杆363。
具体工作时,启动移动气缸32,推动安装块34向着端盖方向移动,同时移动块33也同步移动,同时移动块33也同步移动,然后通过移动固定板361将限位杆363移走,确保弹簧杆310可以正常移动调节,松开锁紧螺栓372,使得锁紧螺栓372不在挤压抵触升降块38,确保升降块38可以再升降槽371内正常滑动,启动调节电机377,使得调节轴376转动,带动调节齿轮375同步转动,调节齿轮375通过外啮合方式带动升降块38在升降槽371内滑动,针对不同的端盖规格,实现调节升降块38的位置,然后再通过锁紧螺栓372将升降块38挤压抵触,限制其上下滑动,同时在弹簧杆310的作用下,使得移动杆313在固定块314上移动,从而使得磨砂带315紧贴在端盖表面,然后将固定板361上的限位杆363插入到弹簧杆310上的限位孔362上,确保弹簧杆310不能在移动调节;然后启动驱动电机351,驱动电机351带动驱动轴352转动,驱动轴352带动调节块312同步转动,同时调节块312通过固定杆354和挡块355在安装块34上的转动槽353内转动,调节块312带动升降块38同步转动,从而使得升降块38通过锁紧块311、固定块314、弹簧杆310以及移动杆313同步带动磨砂带315动转动,使得磨砂带315磨砂打磨端盖表面,实现端盖内外表面打磨。
此外本发明还提供了一种压力容器端盖成型后表面精细化处理系统的使用方法,包括以下步骤:
S1、检查装置:在启用之前对装置运行进行检查;
S2、夹持端盖:通过夹持块25将端盖夹持固定在夹持机构2上;
S3、打磨端面:通过打磨机构3对端盖内外壁进行打磨;
S4、取出端盖:S3步骤完成后,夹持机构2和打磨机构3复位,取出端盖。
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种压力容器端盖成型后表面精细化处理系统及方法
- 一种压力容器端盖加工成型方法