一种多功能平移式皮带助卷器
文献发布时间:2023-06-19 09:58:59
技术领域
本发明属于冶金轧钢设备技术领域,涉及一种多功能平移式皮带助卷器。
背景技术
在冷平整酸洗机组成品带钢卷取时用平移式皮带助卷器助卷。皮带助卷器现结构为助卷中心和卷取机卷筒中心重合,生产现场一般用于助卷卷径为φ610和φ508的卷筒。随着车间生产需要,有时试车钢卷需二次进行酸洗平整作业,就必须将第一次作业完成的钢卷从卷取机上的卸下来,在经过重卷后卷径为φ720,然后再从开卷机上料。为了提高生产率,省掉重卷过程,车间往往在卷取机卷筒上增加至卷径为φ720的增径板,并要求皮带助卷器可用于助卷卷径为φ720的卷筒。在现在普遍的冷轧生产车间,要在助卷卷径为φ610和φ508的原结构上实现φ720的助卷卷径,一般为增大抱紧臂油缸行程使其满足要求,但由于助卷器自有特性,当各助卷直径相差较大时,为满足大助卷卷径将会导致小助卷卷径的钢卷第一圈带头咬入困难,并且层间不紧密,最终影响整卷卷取质量。
发明内容
本发明的目的是提供一种多功能平移式皮带助卷器,解决了现有技术中存在的适应不同卷径卷筒时钢卷第一圈带头咬入困难的的问题。
本发明所采用的技术方案是:
一种多功能平移式皮带助卷器,包括底座,底座上固定有移动机架和机架限位机构,固定有移动机架上的一端固定有横移油缸,限位装置固定在靠近移动机架的另一端处,移动机架顶部固定有助卷机构弧形助卷架,弧形助卷架底部铰接有握紧臂机构,弧形助卷架与握紧臂机构上固定有张紧辊组,张紧辊组将皮带张紧在弧形助卷架与握紧臂机构上,张紧辊组还固定有张紧机构。
本发明的特点还在于:
底座上固定有轨道,移动机架底部设置有一排辊轮,辊轮能够在轨道上滑动,机架限位机构固定在轨道的一端端部,横移油缸通过耳轴式结构安装在底座上,横移油缸的一端连接在远离轨道的一端的辊轮上。
机架限位机构包括挡块,挡块固定在轨道的端部,机架限位机构还包括调整油缸,调整油缸的一端与连杆的一端固定,连杆的另一端穿过挡块伸进轨道内并与调整块固定。
调整油缸还配合设置有油缸座,油缸座底部设置有垫片,油缸座固定在底座或者油缸架上。
横移油缸通过油缸座固定在移动机架上。
握紧臂机构包括摆臂液压缸,摆臂液压缸的一端固定在弧形助卷架上,摆臂液压缸的另一端向弧形助卷架的底部伸出,摆臂液压缸的另一端与摆臂的一端铰接,摆臂还与弧形助卷架的底端铰接,摆臂还与弧形助卷架的铰接点设置在摆臂的中段,摆臂的另一端还与抱紧臂铰接,摆臂与抱紧臂的铰接点设置在抱紧臂的中段,摆臂上还固定有抱紧液压缸,抱紧液压缸的一端固定在摆臂上,抱紧液压缸的另一端与抱紧臂铰接;
张紧辊组包括第一张紧辊、第二张紧辊、第三张紧辊、第四张紧辊、第五张紧辊、第六张紧辊和助卷辊,第一张紧辊固定在弧形助卷架的顶端,第二张紧辊、第四张紧辊和第三张紧辊均固定在弧形助卷架上远离握紧臂机构处,第二张紧辊、第四张紧辊和第三张紧辊从高到低依次设置,第五张紧辊固定在摆臂的一端处,第六张紧辊固定在摆臂与抱紧臂的铰接处,助卷辊固定在抱紧臂的另一端。
皮带依次绕第一张紧辊、第二张紧辊、第四张紧辊、第三张紧辊、第五张紧辊、第六张紧辊、第一张紧辊张紧在弧形助卷架与握紧臂机构上。
张紧机构包括张紧液压缸,张紧液压缸的一端与第四张紧辊连接,张紧液压缸固定在移动机架上。
张紧机构还包括同步导杆,同步导杆的一端与第四张紧辊连接。
本发明的有益效果是:
本发明在助卷非常规卷径和常规卷径时,利用架体平移和挡块,助卷钢卷都能顺利咬入并且成品钢卷层间紧密,有利于车间简化生产工艺,节约成本,提高了工作效率。
附图说明
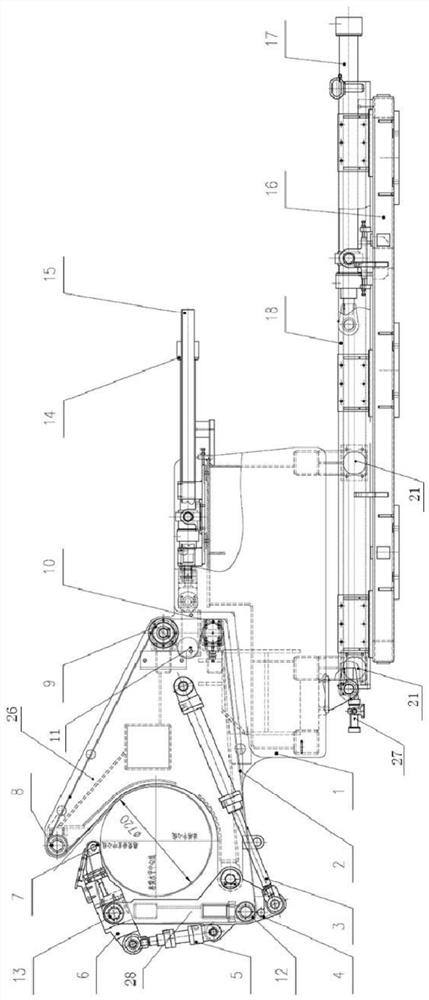
图1是本发明一种多功能平移式皮带助卷器用于φ720卷径助卷辊的结构示意图;
图2是本发明一种多功能平移式皮带助卷器中机架限位机构的结构示意图;
图3是本发明一种多功能平移式皮带助卷器用于φ610卷径助卷辊的结构示意图;
图4是本发明一种多功能平移式皮带助卷器用于φ508卷径助卷辊的结构示意图。
1.移动机架,2.皮带,3.摆臂液压缸,4.摆臂,5.抱紧液压缸,6.抱紧臂,7.助卷辊,8.第一张紧辊,9.第二张紧辊,10.第三张紧辊,11.第四张紧辊,12.第五张紧辊,13.第六张紧辊,14.张紧液压缸,15.同步导杆,16.底座,17.横移油缸,18.轨道,19.挡块,20.调整块,21.辊轮,22.连杆,23.调整油缸,24.油缸座,25.垫片,26.弧形助卷架,27.机架限位机构,28.握紧臂机构。
具体实施方式
下面结合附图和具体实施方式对本发明进行详细说明。
如图1和图2本发明一种多功能平移式皮带助卷器,包括底座16,底座16上固定有移动机架1和机架限位机构27,固定有移动机架1上的一端固定有横移油缸17,限位装置固定在靠近移动机架1的另一端处,移动机架1顶部固定有助卷机构弧形助卷架26,弧形助卷架26底部铰接有握紧臂机构28,弧形助卷架26与握紧臂机构28上固定有张紧辊组,张紧辊组将皮带2张紧在弧形助卷架26与握紧臂机构28上,张紧辊组还固定有张紧机构。
底座16上固定有轨道18,移动机架1底部设置有一排辊轮21,辊轮21能够在轨道18上滑动,机架限位机构27固定在轨道18的一端端部,横移油缸17通过耳轴式结构安装在底座16上,横移油缸17的一端连接在远离轨道18的一端的辊轮21上。
机架限位机构27包括挡块19,挡块19固定在轨道18的端部,机架限位机构27还包括调整油缸23,调整油缸23的一端与连杆22的一端固定,连杆的另一端穿过挡块19伸进轨道18内并与调整块20固定。
调整油缸23还配合设置有油缸座24,油缸座24底部设置有垫片25,油缸座24固定在底座16或者油缸架上。
横移油缸17通过油缸座固定在移动机架1上。
握紧臂机构28包括摆臂液压缸3,摆臂液压缸3的一端固定在弧形助卷架26上,摆臂液压缸3的另一端向弧形助卷架26的底部伸出,摆臂液压缸3的另一端与摆臂4的一端铰接,摆臂4还与弧形助卷架26的底端铰接,摆臂4还与弧形助卷架26的铰接点设置在摆臂4的中段,摆臂4的另一端还与抱紧臂6铰接,摆臂4与抱紧臂6的铰接点设置在抱紧臂6的中段,摆臂4上还固定有抱紧液压缸5,抱紧液压缸5的一端固定在摆臂4上,抱紧液压缸5的另一端与抱紧臂6铰接;
张紧辊组包括第一张紧辊8、第二张紧辊9、第三张紧辊10、第四张紧辊11、第五张紧辊12、第六张紧辊13和助卷辊7,第一张紧辊8固定在弧形助卷架26的顶端,第二张紧辊9、第四张紧辊11和第三张紧辊10均固定在弧形助卷架26上远离握紧臂机构28处,第二张紧辊9、第四张紧辊11和第三张紧辊10从高到低依次设置,第五张紧辊12固定在摆臂4的一端处,第六张紧辊13固定在摆臂4与抱紧臂6的铰接处,助卷辊7固定在抱紧臂6的另一端。
皮带2依次绕第一张紧辊8、第二张紧辊9、第四张紧辊11、第三张紧辊10、第五张紧辊12、第六张紧辊13、第一张紧辊8张紧在弧形助卷架26与握紧臂机构28上。
张紧机构包括张紧液压缸14,张紧液压缸14的一端与第四张紧辊11连接,紧液压缸14固定在移动机架1上。
张紧机构还包括同步导杆15,同步导杆15的一端与第四张紧辊11连接。
本发明在使用时,通过横移油缸17驱动移动机架1行走,通过摆臂液压缸3驱动实现摆臂4的闭合和打开,通过抱紧液压缸5驱动使助卷辊7压靠助卷卷筒,通过张紧液压缸14驱动第四张紧辊11张紧皮带用于弯曲带钢,为保证平稳运行从而设置同步导杆15。
在试车助卷时,助卷卷径为φ720,横移油缸17动作使助卷中心和卷取机卷筒中心重合,摆臂液压缸3完全伸出,将摆臂4连同抱紧臂6一起摆至抱紧位,抱紧液压缸5伸出,抱紧臂6进行摆动,使助卷辊压靠卷筒,张紧液压缸14推动使皮带张紧,使带钢头部顺利进入助卷器并缠绕一圈。由于此时助卷卷径为φ720,第一次助卷完成后,试车钢卷从卷取机卷筒卸卷后可直接从开卷机卷筒上料,重复进行助卷试车作业;试车完成后,在生产助卷时,如图3和图4,此时助卷卷径为φ610或φ508,要保证带钢头部第一圈顺利咬入并且缠绕紧密情况下,横移油缸17动作使助卷中心偏离卷取机卷筒中心一定距离,可使助卷辊实现精确压靠。正常生产开始时,为使助卷过程稳定,在轨道18端部的机架限位机构27顶住辊轮21,通过调整油缸23推进调整块20从而调整移动机架1的位置,以保证在生产助卷时助卷辊7靠近卷筒的顶部,保证第一圈带头咬入。
- 一种多功能平移式皮带助卷器
- 铝带冷轧机平移式皮带助卷器