一种用于销轴组装的移料定位装置
文献发布时间:2023-06-19 10:05:17
技术领域
本发明涉及销轴组装技术领域,尤其是一种用于销轴组装的移料定位装置。
背景技术
销轴是机械中常见的紧固件之一,作用是防止两个零件的相对位置错动,同时又构成一个铰链。销轴的形状就是一根圆柱或一个圆台,端部形式多样,直径长度规格繁多。销钉应用非常广泛。
中国实用新型专利(公开号:204893368U,公开日:2015-12-23)公开了一种自动销轴组装机,包括主座,主座底部装有滑轮,主座的一侧装有电控箱,另一侧装有出件板,主座的上面为工作平台,工作平台的底部并排装有气缸七和转盘,转盘的上方装有装配件夹具,装配件夹具)的上方装有销轴组装夹具,销轴组装夹具的上方装有组件推杆,工作平台的顶部装有控制阀和振动盘,振动盘内装有销轴管道,销轴管道向下延伸至销轴组装夹具的顶部。
现有的的销轴组装设备存在以下的问题:1.传统定位装置中的治具为固定设置,当工件的结构较为复杂时,由于无法调整治具的位置,导致需要花较长的时间来把工件安装到治具上,造成定位效率低;2.由于工件形状的特殊性,从工件的两侧或者上下抓取都不能很稳定固定工件,造成下料困难。
发明内容
为了解决上述问题,本发明的目的是提供一种治具和底板可拆卸安装,在底板上设有第一定位销和第二定位销,在治具上设有与第一定位销配合的第一限位孔和与第二定位销配合的第二限位孔,并且通过设置可旋转的挂钩来限制治具在竖直方向上的自由度,使治具完全定位在底板上,定位速度快,提高了安装效率的用于销轴组装的移料定位装置。
为本发明的目的,采用以下技术方案予以实施:
一种用于销轴组装的移料定位装置,该装置包括底板、第一定位销、第二定位销、定位柱、挂钩和治具;底板上竖向安装第一定位销和第二定位销,第一定位销和第二定位销之间竖向安装有定位柱;挂钩包括挂钩部和安装部,挂钩部连接在定位柱上,安装部通过转轴转动安装在垫块上,垫块固定安装底板上上;治具包括治具底板、立板、限位板、第一支撑柱和第二支撑柱;治具底板上设有第一限位孔、第二限位孔和限位槽,第一限位孔与第一定位销匹配,第二限位孔与第二定位销匹配,限位槽位于第一限位孔和第二限位孔之间,限位槽与定位柱匹配;治具底板上竖向安装立板,立板远离第一限位孔的侧面中部设有凹槽部;限位板固定安装在治具底板上,限位板的中部设有矩形的安装槽,立板的下部位于安装槽内,限位板上设有限位部,限位部上设有第三限位孔;第一支撑柱和第二支撑柱均竖向固定安装在治具底板上,第一支撑柱和第二支撑柱关于限位槽左右对称。
作为优选,第一定位销为圆柱销;第二定位销为菱形销。
作为优选,立板的左右两侧均设有倒角。
作为优选,限位部有两个。
作为优选,该装置还包括第一压紧气缸和第二压紧气缸;第一压紧气缸和第二压紧气缸关于垫块对称设置,且第一压紧气缸和第二压紧气缸的动作方向一致;第一压紧气缸的输出端连接第一压紧块,第一压紧气缸通过第一压紧座水平固定安装在底板上;第二压紧气缸的输出端连接第二压紧块,第二压紧气缸通过第二压紧座水平固定安装在底板上。
作为优选,第一压紧座和第二压紧座上均设有位置传感器。
作为优选,该装置还包括电缸、转接板、移料滑轨和拖链;电缸的输出端通过转接板与底板的侧面相连,底板的下部滑动安装在两条平行的移料滑轨上;拖链的一端与底板的侧面连接。
一种销轴组装的翻转下料设备,包括机架及安装在机架上翻转下料装置和上述的移料定位装置。
综上所述,本发明的技术效果是:
1.治具和底板可拆卸安装,在底板上设有第一定位销和第二定位销,在治具上设有与第一定位销配合的第一限位孔和与第二定位销配合的第二限位孔,并且通过设置可旋转的挂钩来限制治具在竖直方向上的自由度,使治具完全定位在底板上;第一压紧气缸和第二压紧气缸确保工件压紧在治具上。工件安装时,只需将第一定位槽对准立板后,从上向下放入就能完成工件的定位,定位速度快,提高了效率。
2.翻转板从工件的侧面横向插入,同时工件的两端通过挡料块限位,挡料凸缘对工件进一步限位,使工件定位在翻转板上;工件定位后,通过升降气缸提升工件,使工件从下向上离开治具,然后翻转板翻转为竖直状态,工件也翻转90°,便于下料。这样的下料方式,无需从工件的侧面或者上下方向夹紧工件,通过翻转板翻转,实现了工件的下料,降低了结构的复杂性;且该装置各个零件拆装方便,易于替换,使用寿命高。
附图说明
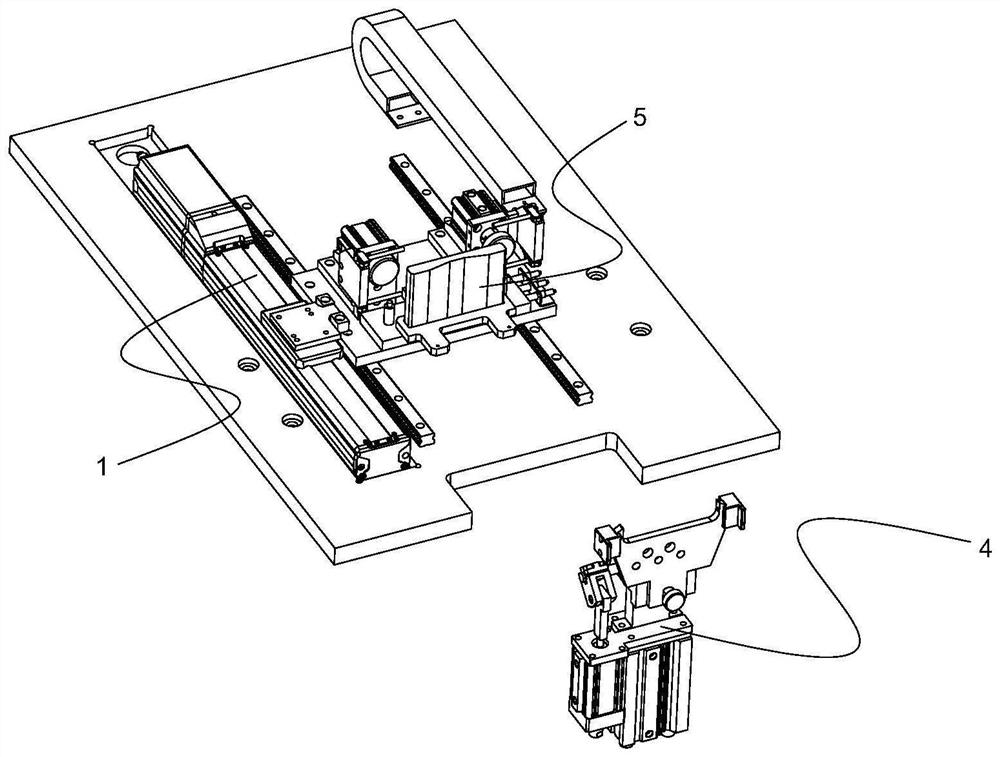
图1为本发明销轴组装的翻转下料设备的结构示意图。
图2为工件的结构示意图。
图3为移料定位装置的爆炸结构示意图。
图4为移料定位装置除去电缸、转接板、移料滑轨和拖链后的爆炸结构示意图。
图5为翻转下料装置的爆炸结构示意图。
图6为第一夹紧座、翻转板和紧固螺钉的爆炸结构示意图。
具体实施方式
如图1所示,一种销轴组装的翻转下料设备,该设备包括机架及安装在机架上的移料定位装置1和翻转下料装置4;移料定位装置1水平安装在机架上;移料定位装置1包括用于定位工件的治具5,治具5在移料定位装置1中可拆卸连接;翻转下料装置4位于移料定位装置1的一端;移料定位装置1用于固定治具5,以及将治具5输送到翻转下料装置4上;翻转下料装置4用于抓取治具5上的工件,并将工件翻转90°后转移到翻转下料装置4上。
如图2所示,本专利中的工件包括主体61和引脚62,工件上需要组装两根销轴63;主体61上端面的两侧设有销轴安装孔611,主体61的内侧设有竖向的第一定位槽612,主体61的中部设有横向的第二定位槽613,主体61的下部设有向下凸起且弯曲的连接条614,主体61的下部设有定位端615;引脚62位于主体61上部,引脚62向下延伸;销轴63组装在销轴安装孔611内。
如图3和图4所示,移料定位装置1包括电缸11、转接板111、底板12、拖链121、移料滑轨13、第一定位销14、第二定位销15、定位柱16、挂钩17、第一压紧气缸18和第二压紧气缸19。电缸11的输出端通过转接板111与底板12的侧面相连,底板12的下部滑动安装在两条平行的移料滑轨13上,两条移料滑轨13均固定安装在机架上。拖链121的一端与底板12的侧面连接,拖链121的另一端与机架连接。底板12上竖向安装第一定位销14和第二定位销15,第一定位销14为圆柱销。第二定位销15为菱形销。第一定位销14和第二定位销15之间竖向安装有定位柱16。挂钩17包括挂钩部和安装部,挂钩部连接在定位柱16上,安装部通过转轴171转动安装在垫块172上,垫块172固定安装底板上12上。垫块172的两侧分别设有第一压紧气缸18和第二压紧气缸19。第一压紧气缸18和第二压紧气缸19关于垫块172对称设置,且第一压紧气缸18和第二压紧气缸19的动作方向一致。第一压紧座181和第二压紧座191上均设有位置传感器。第一压紧气缸18的输出端连接第一压紧块181,第一压紧气缸18通过第一压紧座182水平固定安装在底板12上。第二压紧气缸19的输出端连接第二压紧块191,第二压紧气缸19通过第二压紧座192水平固定安装在底板12上。治具5位于底板12上,治具5的两侧分别通过第一定位销14和第二定位销15定位,治具5的上端面通过挂钩17限位。
治具5包括治具底板51、立板52、限位板53、第一支撑柱54和第二支撑柱55。治具底板51上设有第一限位孔511、第二限位孔512和限位槽513,第一限位孔511与第一定位销14匹配,第二限位孔512与第二定位销15匹配,限位槽513位于第一限位孔511和第二限位孔512之间,限位槽513与定位柱16匹配。治具底板51上竖向安装立板52,立板52远离第一限位孔511的侧面中部设有凹槽部521。立板52的左右两侧均设有倒角522。限位板53固定安装在治具底板51上,限位板53的中部设有矩形的安装槽531,立板52的下部位于安装槽531内,限位板53上设有两个限位部532,两个限位部532上各自设有一个第三限位孔533。第一支撑柱54和第二支撑柱55均竖向固定安装在治具底板51上,第一支撑柱54和第二支撑柱55关于限位槽513左右对称。
工件定位到治具5上时,工件从上向下插到立板52上,第一定位槽612与立板52的侧面相配合,连接条614与凹槽部521相配合,连接条614的下端通过限位板53支撑,引脚62从上向下穿设在第三限位孔533内,主体61下部的定位端615通过第一支撑柱54和第二支撑柱55支撑。
治具5的优点是可拆卸安装在底板12上,便于工件的安装;工件安装时,只需将第一定位槽612对准立板52后,从上向下放入就能完成工件的定位,定位速度快,提高了效率。
治具5定位到移料定位装置1上时,治具底板51从上向下放到底板12上,且第一限位孔511与第一定位销14配和,第二限位孔512与第二定位销15配合,限位槽513与定位柱16配合,然后旋转挂钩17,使挂钩17的挂钩部与定位柱16配合,此时挂钩部恰好压在治具底板51,治具5完全定位在底板12上;第一压紧气缸18驱动第一压紧块181移动,第一压紧块181作用在工件的左侧后部,把工件压在立板52上;第二压紧气缸19驱动第二压紧块191移动,第二压紧块191作用在工件的后侧后部,把工件压在立板52上。
移料定位装置1动作时,电缸11驱动转接板111移动,转接板111带动底板12沿着移料滑轨13移动,使底板12在销轴组装装置3和翻转下料装置4之间来回移动。
移料定位装置1解决了传统定位装置中的治具为固定设置,当工件的结构较为复杂时,由于无法调整治具的位置,导致需要花较长的时间来把工件安装到治具上,造成定位效率低的问题,移料定位装置1的优点是治具5和底板12可拆卸安装,在底板上设有第一定位销14和第二定位销15,在治具5上设有与第一定位销14配合的第一限位孔511和与第二定位销15配合的第二限位孔512,并且通过设置可旋转的挂钩17来限制治具5在竖直方向上的自由度,使治具5完全定位在底板12上;第一压紧气缸18和第二压紧气缸19确保工件压紧在治具5上。
如图5和图6所示,翻转下料装置包括升降气缸41、升降气缸安装板411、支撑座42、翻转轴43、第一翻转座44、第一夹紧块441、翻转板45、紧固螺钉46、第二翻转座47、第二夹紧块471、铰接杆48、翻转气缸49和翻转气缸安装板491。升降气缸41通过升降气缸安装板411竖向安装在机架上,升降气缸41的输出端竖向固定安装支撑座42,支撑座42上部设有横向的贯穿的通孔421。翻转轴43的中部转动安装通孔421内,翻转轴43的左端固定连接在第一翻转座44和第一夹紧块441之间。第一翻转座44的后部设有竖向的条形槽442,条形槽442内设有螺纹孔443,翻转板45的下部安装在条形槽442内,翻转板45的下部设有连接槽453,紧固螺钉46穿过连接槽453拧紧在螺纹孔443内。翻转板45上部设有定位槽451,翻转板45的两侧均设有挡料块452,挡料块452上设有挡料凸缘4521。翻转轴43的右端固定连接在第二翻转座47和第二夹紧块471之间,第二夹紧块471与铰接杆48的上端铰接,铰接杆48的下端固定安装在翻转气缸49上,翻转气缸49通过翻转气缸安装板491竖向固定安装在升降气缸41的输出端。支撑座42上设有竖向的调整螺钉422,第一翻转座44上设有限位螺钉444,调整螺钉422和限位螺钉444对应,起到在翻转时限位的作用。
翻转下料装置4动作时,翻转气缸49推动铰接杆48向上移动,在铰接杆48的作用下,第二翻转座47翻转,从而使翻转轴43旋转,翻转轴43带动第一翻转座44翻转,第一翻转座44带动翻转板45翻转,直到翻转板45上的限位螺钉444与支撑座42上的调整螺钉422接触,这时翻转气缸49停止动作,翻转板45翻转为水平方向;移料定位装置1将治具5移到翻转下料装置4上,翻转板45横向插入工件的第二定位槽613内,第一压紧气缸18和第二压紧气缸19松开工件,然后升降气缸41推动支撑座42向上移动,从而在翻转板45的作用下,工件向上移动,离开治具5,然后翻转气缸49复位,翻转板45翻转为竖直状态,工件转移到翻转板45上。
翻转下料装置4解决了由于工件形状的特殊性,从工件的两侧或者上下抓取都不能很稳定固定工件,造成下料困难的问题,翻转下料装置4的优点是翻转板45横向插入工件的第二定位槽613内,工件的两端通过挡料块452限位,挡料凸缘4521对工件进一步限位,使工件定位在翻转板上;工件定位后,通过升降气缸41提升工件,使工件从下向上离开治具5,然后翻转板45翻转为竖直状态,便于下料。这样的下料方式,无需从工件的侧面或者上下方向夹紧工件,通过翻转板45翻转,实现了工件的下料,降低了结构的复杂性;且该装置各个零件拆装方便,易于替换,使用寿命高。
- 一种用于销轴组装的移料定位装置
- 用于五轴联动数控工具磨床的送料移料结构