一种纽扣电池的生产工艺
文献发布时间:2023-06-19 10:08:35
技术领域
本发明属于电池制造技术领域,特别是涉及一种纽扣电池的生产工艺。
背景技术
目前的锂电池行业中,一般采用铝塑膜壳或者钢壳作为电芯封装的外壳。其中,采用铝塑膜时,通过封头将其加热融合,电芯两端出极耳,再焊接组装,完成封装,由于铝塑膜软,封印需要铝塑壳单独留边出来,封头对封边铝塑膜加热封装,因纽扣电池尺寸比较小,因此冲壳成型时,易出现冲壳破损的现象;而钢壳电池在生产过程中,利用圆形模具对圆形钢片进行冲压拉伸,使得圆形钢片成为圆筒状的钢壳,这样拉升严重,易出现钢壳破裂,易出现爆炸的现象,因此风险比较高,然后将卷芯放入钢壳内,对裸电芯极耳焊连接片,焊完连接片后,焊接壳盖,壳盖与壳体之间主要通过激光焊接钢壳完成电芯封装,确保电芯封装的气密性,而且钢壳的成本比较高。
发明内容
为解决上述问题,本发明提供了一种纽扣电池的生产工艺,既能够节省成本,又能够避免冲壳破裂,提升产品品质。
本发明提供的一种纽扣电池的生产工艺包括:
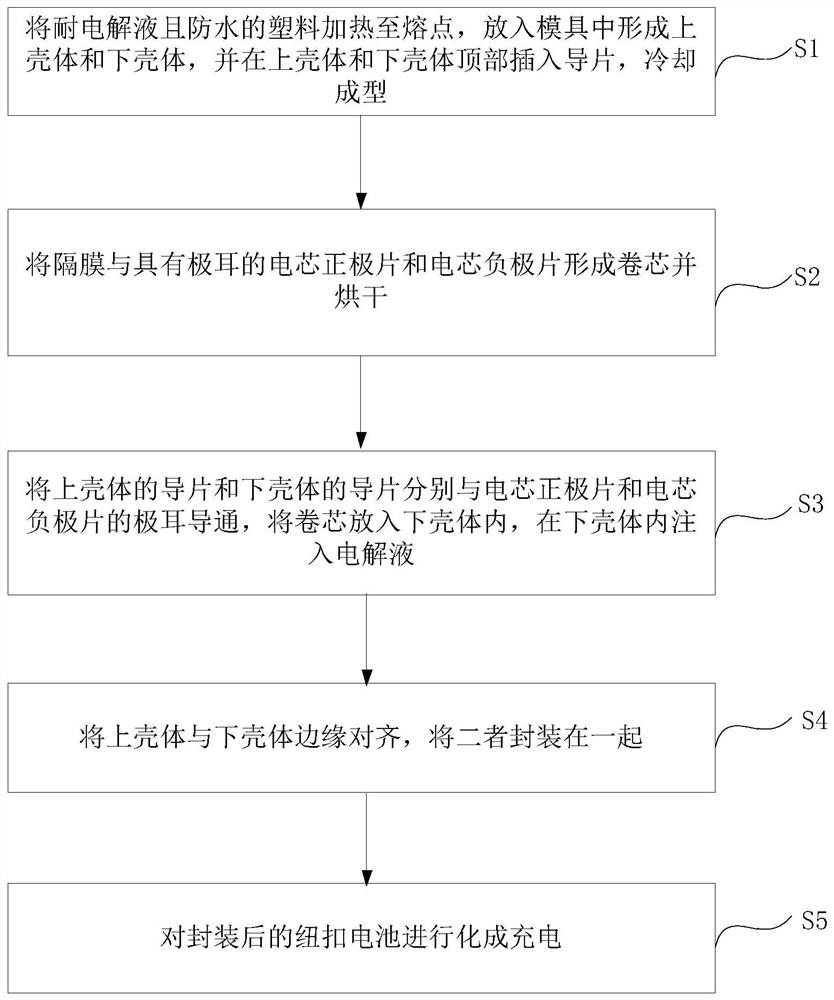
将耐电解液且防水的塑料加热至熔点,放入模具中形成上壳体和下壳体,并在所述上壳体和所述下壳体顶部插入导片,冷却成型;
将隔膜与具有极耳的电芯正极片和电芯负极片形成卷芯并烘干;
将所述上壳体的导片和所述下壳体的导片分别与所述电芯正极片和所述电芯负极片的极耳导通,将所述卷芯放入所述下壳体内,在所述下壳体内注入电解液;
将所述上壳体与所述下壳体边缘对齐,将二者封装在一起;
对封装后的纽扣电池进行化成充电。
优选的,在上述纽扣电池的生产工艺中,所述将所述上壳体与所述下壳体边缘对齐,将二者封装在一起为:
将所述上壳体与所述下壳体边缘对齐,利用加热熔融的方式将二者封装在一起。
优选的,在上述纽扣电池的生产工艺中,所述将所述上壳体与所述下壳体边缘对齐,将二者封装在一起为:
将所述上壳体与所述下壳体边缘对齐,利用高周波焊接的方式将二者封装在一起。
优选的,在上述纽扣电池的生产工艺中,所述高周波的频率不小于100KHz。
优选的,在上述纽扣电池的生产工艺中,所述耐电解液且防水的塑料为PET塑料、PC塑料、PP塑料或PE塑料。
优选的,在上述纽扣电池的生产工艺中,所述导片为镍片。
优选的,在上述纽扣电池的生产工艺中,所述将隔膜与具有极耳的电芯正极片和电芯负极片形成卷芯并烘干包括:
利用烤箱将所述电芯正极片和所述电芯负极片中的水分烘干。
优选的,在上述纽扣电池的生产工艺中,所述将所述上壳体上的导片和所述下壳体上的导片分别与所述电芯正极片和所述电芯负极片的极耳导通为:
利用电阻焊、激光焊或者超声焊工艺将所述上壳体上的导片和所述下壳体上的导片分别与所述电芯正极片和所述电芯负极片的极耳导通。
优选的,在上述纽扣电池的生产工艺中,所述将所述上壳体与所述下壳体边缘对齐为:
将所述上壳体和所述下壳体放置于工装夹具内,将二者对齐。
通过上述描述可知,本发明提供的上述纽扣电池的生产工艺中,由于包括将耐电解液且防水的塑料加热至熔点,放入模具中形成上壳体和下壳体,并在所述上壳体和所述下壳体顶部插入导片,冷却成型;将隔膜与具有极耳的电芯正极片和电芯负极片形成卷芯并烘干;将所述上壳体的导片和所述下壳体的导片分别与所述电芯正极片和所述电芯负极片的极耳导通,将所述卷芯放入所述下壳体内,在所述下壳体内注入电解液;将所述上壳体与所述下壳体边缘对齐,将二者封装在一起;对封装后的纽扣电池进行化成充电,可见其采用了塑料制作上壳体和下壳体,因此避免了现有技术中采用铝塑膜壳体和钢壳体的缺点,从而既能够节省成本,又能够避免冲壳破裂,提升产品品质。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
图1为本发明提供的一种纽扣电池的生产工艺的实施例的示意图;
图2为本发明提供的纽扣电池的剖面图。
具体实施方式
本发明的核心是提供一种纽扣电池的生产工艺,既能够节省成本,又能够避免冲壳破裂,提升产品品质。
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明提供的一种纽扣电池的生产工艺的实施例如图1所示,图1为本发明提供的一种纽扣电池的生产工艺的实施例的示意图,该工艺可以包括如下步骤:
S1:将耐电解液且防水的塑料加热至熔点,放入模具中形成上壳体和下壳体,并在上壳体和下壳体顶部插入导片,冷却成型;
需要说明的是,该实施例中不再像现有技术那样使用铝塑膜壳体或者钢壳体,而是用塑料制作壳体,还能直接在冷却成型的过程中将导片连接在壳体上,避免了铝塑膜壳体的容易冲壳破裂的问题和钢壳体的易爆炸的问题,具体而言,该步骤将耐电解液且防水的塑料加热熔化,然后放入模具中塑型冷却,可以采用与电芯尺寸大小匹配的模具制成相应大小的壳体,壳体分上下部分,上壳体和下壳体的直径一致,高度可不相同,根据电芯设计的定义,下壳体的高度要保证注电解液时电解液不溢出来,与封装边缘具有一定的距离即可。该塑料的具体类型不限,只要不被电解液腐蚀且防水即可,而且该用来导电的导片可优选的设置在两个壳体的中心位置,导片的宽度要大于电芯的极耳宽度,小于卷芯直径,其具体材质也不限,冷却之后,该导片就与壳体成为一体,还可以后续将该导片的周围进行绝缘密封处理,避免水分的进入。
S2:将隔膜与具有极耳的电芯正极片和电芯负极片形成卷芯并烘干;
需要说明的是,这个极耳可以事先焊接在对应的电芯正极片和电芯负极片上,将该隔膜与电芯正极片和电芯负极片形成卷芯之后就可以烘干,以去除极片中的水分。
S3:将上壳体的导片和下壳体的导片分别与电芯正极片和电芯负极片的极耳导通,将卷芯放入下壳体内,在下壳体内注入电解液;
具体的,可以在干燥的环境中,利用电焊工艺将导片与极耳焊接导通,焊接完成后,将卷芯极耳弯折后将卷芯放入塑料壳体内,然后就可以注入电解液。
S4:将上壳体与下壳体边缘对齐,将二者封装在一起;
需要说明的是,电芯完成注液后将上壳体和下壳体的接触位置对齐,然后封装为一体,此处的封装方式不限。
S5:对封装后的纽扣电池进行化成充电。
利用这种化成充电的步骤就能够激活电芯,从而制作好了纽扣电池。
另外,可以参考图2,图2为本发明提供的纽扣电池的剖面图,可见其中包括上壳体1和下壳体2以及导片3,导片连接至极耳4,而且电芯5位于内部。
通过上述描述可知,本发明提供的上述纽扣电池的生产工艺的实施例中,由于包括将耐电解液且防水的塑料加热至熔点,放入模具中形成上壳体和下壳体,并在上壳体和下壳体顶部插入导片,冷却成型;将隔膜与具有极耳的电芯正极片和电芯负极片形成卷芯并烘干;将上壳体的导片和下壳体的导片分别与电芯正极片和电芯负极片的极耳导通,将卷芯放入下壳体内,在下壳体内注入电解液;将上壳体与下壳体边缘对齐,将二者封装在一起;对封装后的纽扣电池进行化成充电,可见其采用了塑料制作上壳体和下壳体,因此避免了现有技术中采用铝塑膜壳体和钢壳体的缺点,从而既能够节省成本,又能够避免冲壳破裂,提升产品品质。
在上述纽扣电池的生产工艺的一个具体实施例中,将上壳体与下壳体边缘对齐,将二者封装在一起可以具体为:
将上壳体与下壳体边缘对齐,利用加热熔融的方式将二者封装在一起。
可见该实施例中并不需要采用现有的哪种激光方式实现封装,而是只采用简单的加热方式就能够封装起来,可以加热至190℃至230℃,这是由塑料的熔点特性决定的,有效简化了生产流程和生产设备,而且成本比较低,还不易出现刮伤/划伤主体导致的漏液现象,提升产品品质。
在上述纽扣电池的生产工艺的另一个具体实施例中,将上壳体与下壳体边缘对齐,将二者封装在一起可以具体为:
将上壳体与下壳体边缘对齐,利用高周波焊接的方式将二者封装在一起。进一步的,该高周波的频率可以不小于100KHz。
需要说明的是,可以在190℃至230℃之间实现焊接,这种高周波是利用高频电磁场使物料内部分子间互相激烈碰撞产生高温达到焊接和熔接的目的,具体可以采用高周波塑胶熔接机来完成这种封装,由电子管自激振荡器产生高频电磁场,封装位置的塑料在高频电磁场的作用下,其内部分子被激化而高速运动相互摩擦产生热量而熔化,达到将其封装为一体的目的。
而且在上面的实施例中,上述耐电解液且防水的塑料可以优选为PET塑料、PC塑料、PP塑料或PE塑料,另外,导片可以优选为镍片,该镍片具有优异的导电性,从而是纽扣电池的性能更好,当然还可以根据实际需要选用其他材质的导片,此处并不限制。
在上述纽扣电池的生产工艺的另一个具体实施例中,将隔膜与具有极耳的电芯正极片和电芯负极片形成卷芯并烘干的步骤可以包括:
利用烤箱将电芯正极片和电芯负极片中的水分烘干,采用烤箱进行烘干比较容易操作而且成本比较低,当然还可以根据具体情况采用其他烘干方式,此处并不限制。
在上述纽扣电池的生产工艺的一个优选实施例中,将上壳体上的导片和下壳体上的导片分别与电芯正极片和电芯负极片的极耳导通可以为:利用电阻焊、激光焊或者超声焊工艺将上壳体上的导片和下壳体上的导片分别与电芯正极片和电芯负极片的极耳导通。当然也可以选用其他焊接方式将导片与极耳导通,此处也不限制。
在上述纽扣电池的生产工艺的另一个优选实施例中,将上壳体与下壳体边缘对齐可以为:将上壳体和下壳体放置于工装夹具内,将二者对齐。具体的,利用特制的工装夹具,能够保证上壳体和下壳体更好的对齐,从而使纽扣电池的封装效果更好,进一步提高产品的质量。
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种纽扣电池生产工艺用节水铝箔清洗机
- 一种纽扣电池生产工艺用浆料搅拌筛选一体机