纤维增强热塑性和热固性混杂树脂基复合材料及产品的制备方法与应用
文献发布时间:2023-06-19 10:10:17
技术领域
本发明涉及纤维增强复合材料的技术领域,尤其是指一种纤维同时增强热塑性和热固性混杂树脂基复合材料及产品的制备方法与应用。
背景技术
现有大多数的纤维增强树脂基复合材料及产品中的树脂基材只有单一类型的基材——或热塑性树脂基材或热固性树脂基材,单一的热塑性树脂基纤维增强复合材料及产品其主要的缺点是其热塑性基材的物理性能之刚性和强度差,且受产品成型工艺不成熟而未能大范围推广使用;单一的热固性树脂基纤维增强复合材料及产品其主要的缺点是其热固性基材的物理性能之韧性差,易断裂,另外尽管目前其产品成型加工工艺成熟而广为使用,但其成型出来的胚体表面外观不能达到像热塑性塑料成型后的产品搬拥有光泽、平滑、丰盈且稳定的外观,热固性树脂基纤维增强复合材料及产品通常要在产品胚体成型完成后再进行一系列的后喷涂加工,环保压力大,环境不友好。
采用热固性树脂(thermosetting,简称TS)基的纤维增强材料及产品,因热固性树脂本身的缺点便有易脆断性,固其生产的产品也带有其此固有的缺点,而对于一些需防穿刺能力要求很高的产品来说此缺点便显得很致命。另外,采用热固性树脂(TS)基的纤维增强材料及产品易产生表面外观缺陷,对于表面高外观需求的产品,就需要增加冗长的后道喷涂加工,增加了环保的负担。
采用热塑性树脂(thermoplastic,简称TP)基的纤维增强材料及产品,因为热塑性基材的刚性差,抗冲击性能差,且对于产品不同区域需要不同物理性能结构的设计不易实现。采用热塑性树脂(TP)基的纤维增强材料只支持简单外观需求的产品,且热塑性树脂对纤维的充分含浸包附不易。
有鉴于现有纤维增强树脂基复合材料存在的上述缺点和不足,本发明旨在提供一种纤维增强混杂树脂复合材料及产品,其可集好的强度,好的刚性和好的韧性于一体,同时赋予成型出来的产品一个直接可用(不需进行后段喷涂加工)的漂亮的外观。
发明内容
本发明的目的在于克服现有技术的不足,提供一种轻质、高强度及高韧性且无需后道外观喷涂作业的纤维增强热塑性和热固性混杂树脂基复合材料及其制备方法与应用。
为了达成上述目的,本发明的解决方案是:
一种纤维增强热塑性和热固性混杂树脂基复合材料,其包括至少一层TP塑料层或TP纤维层及至少一层TS纤维层,层与层之间通过架桥剂相容粘。
进一步,当TP塑料层或TP纤维成及TS纤维层中任意一种或者两种同时有两层或者两层以上时,TS纤维层与TP塑料层或TP纤维层交替设置,
进一步,复合材料的表面有外观需求时,表面层为TP塑料层或TP纤维层。
一种使用纤维增强热塑性和热固性混杂树脂基复合材料的壳体、板材、片状体、管状、柱状体中的任意一种产品,其包括:至少一层TP塑料层或TP纤维层及至少一层TS纤维层,层与层之间通过架桥剂相容粘。
进一步,所述壳体、板材、片状体、管状、柱状体中的任意一种为机械、运动器材、表演器材、安全防护器材、电子产品中任意一种产品或配件。
一种纤维增强热塑性和热固性混杂树脂基复合材料的制备方法,其特征在于,包括以下步骤:
步骤A:TP塑料层或TP纤维层表面预处理;
步骤B:TP塑料层或TP纤维层产品塑型预制作;
步骤C:TS纤维层制备;
步骤D:TP塑料层或TP纤维层与TS纤维层交替叠合;
步骤E:产品成型;
步骤F:产品修整;
步骤G:产品外饰及成品组装。
进一步,步骤A的处理过程是:将预先制备/取得的TP塑料层或TP纤维层,进行表面清洁或活化处理,然后及时在处理好的表面或刷或喷涂上一层架桥剂层;步骤B的处理过程是对步骤A完成表面预处理的TP塑料层或TP纤维层,进行模具内热塑化成型制成TP塑料层或TP纤维层。
进一步,步骤C包括以下步骤:
步骤a、先依要求调配好所需的TS树脂待用;
步骤b、根据性能需求把所需类型的纤维纱或纤维布用调配好的TS树脂进行含浸,使纤维纱或纤维布中的纤维充分被TS树脂包裹,制成TS纤维预含浸料备用;
步骤c、根据产品性能要求,顺序进行各TS纤维预含浸料的铺层叠合成TS纤维层。
进一步,步骤b中,所述TS纤维层中树脂的含量在20%-50%之间。
进一步,步骤D的处理过程是根据产品结构层的设计要求进行TP层和TS层的交替叠合。
进一步,步骤E的具体成型过程是:将步骤D制成的叠合物置入模具内进行加热加压成型,根据材料性质,温度设置在280℃以内进行,加压采用模压、中空袋压、抽真空或真空釜中的任意一种加压方式进行。
采用上述方案后,本发明的有益效果如下:
本发明的热塑性树脂基可以是独立的热塑性树脂层、也可以是热塑性树脂跟纤维预先结合含浸,利用热塑性基材的热可塑性,先用适合于所需产品外观的模具预先成型加工成产品的外观层(如果产品是内壁层需要,也可把其置于最内层,热塑型基材也可放置于产品中的任一一层或任一错开的多层,相关层的模具要应尺寸的变法而做相应的调整。本发明通过不同的叠层设计(如TP层+TS层+TP层+……,可以根据不同的产品需求设计不同的叠层顺序,可获得既有优秀刚性又有优秀韧性、既有优异抗冲击性又有优异抗穿刺性等高性能的纤维增强复合材料及产品。本发明的另一个重要效果是产品的最终涂装外观在复合材料板的TP塑料层或TP纤维层上就完成了,无需目前大多数采用的后道喷涂工艺处理,整个工艺流程更简洁、节能、环保。
附图说明
图1为本发明纤维增强热塑性和热固性混杂树脂基复合材料的结构实施例一示意图。
图2为本发明纤维增强热塑性和热固性混杂树脂基复合材料的结构实施例二示意图。
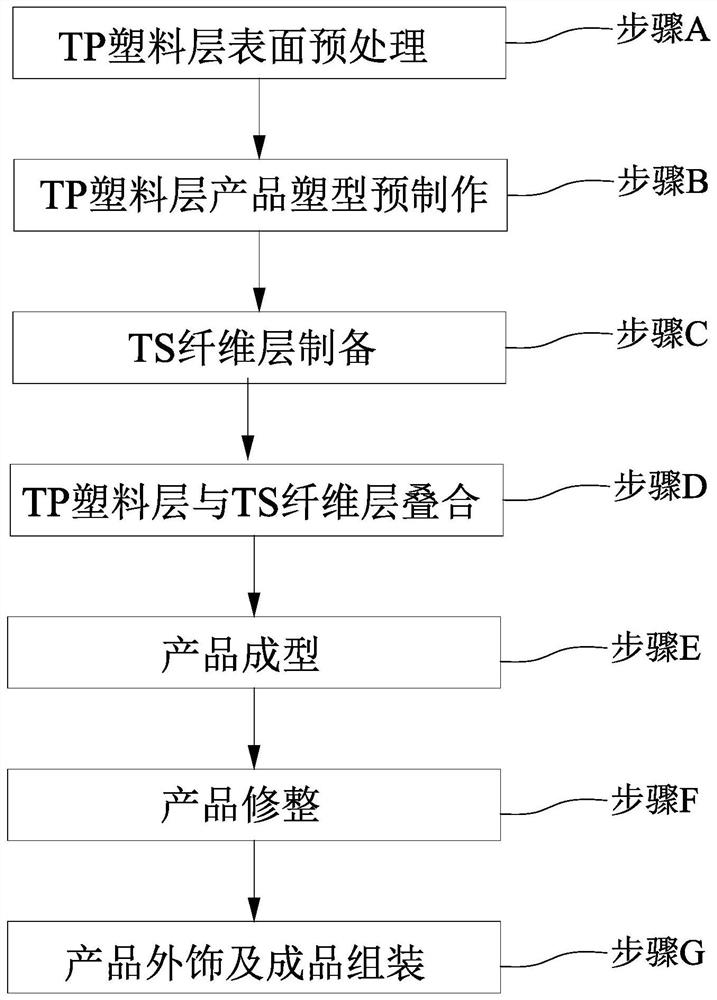
图3为本发明制备工艺的流程图。
具体实施方式
为了进一步解释本发明的技术方案,下面通过具体实施例来对本发明进行详细阐述。
如图1及图2所示,本发明揭示了一种纤维增强热塑性和热固性混杂树脂基复合材料,其中图1所示为本发明的一种实施方式,该纤维增强热塑性和热固性混杂树脂基复合材料为双层结构,其包括一层TP塑料层或TP纤维层1及一层TS纤维层2,TP塑料层或TP纤维层1及TS纤维层2通过架桥剂相容粘。
图2所示为本发明的另一种实施方式,该纤维增强热塑性和热固性混杂树脂基复合材料为三层结构,其包括两层TP塑料层或TP纤维层1及一层TS纤维层2,两层TP塑料层或TP纤维层分别为内表面及外表面,即两层TP塑料层或TP纤维层将一层TS纤维层夹在中心,TP塑料层或TP纤维层1及TS纤维层2通过架桥剂相容粘。三层结构形成夹心层式或称汉堡包式复合层,三层结构也可以采用两层TS纤维层和一层TP塑料层或TP纤维层的交替结构,两层TS纤维层分别在内外层,一层TP塑料层或TP纤维层在中间(主要看产品的具体需求),除此以外,还可以采用四层、五层、六层等的交替结构,其中外观表面层最易采用TP塑料层或TP纤维层,非外观层依功能需要进行设计和采用。
本发明纤维增强热塑性和热固性混杂树脂基复合材料结合了TS材料及TP材料各自的优点,产品可集好的强度、好的刚性及好的韧性于一体,同时赋予成型出来的产品直接可用(无需后段喷涂加工)的漂亮外观。通过架桥剂让TS和TP两种基材相容粘,再根据产品的需求做相应的铺层设计得到一种“刚柔并济”,综合性能优异,外观卓越的复合材料及产品,同时兼顾环保效益。另外因为TP基密度较TS基更小(TS密度在1.6g/l以上,而TP密度大都在1.2g/l以内),所以TP基的复合加入,使我们能得到较目前TS复材更轻的材料和产品。
本发明纤维增强热塑性和热固性混杂树脂基复合材料可用于生产各种板材、壳体或管/柱状等产品,如各种机械和电子产品鉓件及功能件(如各类车用鉓件和功能件、手机和电脑等电子产品鉓件和功能件等)、复材运动器材/器具(如各类滑板车、轮车及各类运动表演器材/器具及管/棒类器具等)、安全防护器材/器具(如头盔、盾牌、运动及作业护具等)、以及各种壳体(如各种专用或商用箱壳体等)等产品。
如图3所示,本发明还揭示了一种纤维增强热塑性和热固性混杂树脂基复合材料的制备方法,其包括以下步骤:
步骤A:TP塑料层或TP纤维层表面预处理;
将预先制备/取得的TP塑料层或TP纤维层,(该TP塑料层或TP纤维层可以是透明或非透明的、可以是单种塑料,如PC/ABS/PS/PE等,也可以是多种复合的塑料合金如PC+ABS等,也还可以是先用TP与纤维纱或纤维布融合成TP纤维层)进行表面清洁或活化及外饰处理(如等离子表面清洁及活化处理、以及外观图饰处理,当然对于一些特殊的材料或要求,也可不进行此清洁活化处理),然后及时在处理好的表面采用相应的工艺或刷或喷涂上架桥剂层,该架桥剂层是起粘接热TP塑料层或TP纤维层和TS纤维层的目的(对于特殊的TP和TS也可免去此架桥剂层)。架桥剂是根据TP和TS两种表面活性(物理化学活性)状况来选择,甚至可采用对TP和TS都相亲的胶层物。
该TP塑料层或TP纤维层可以外观层,也可是内层和中间层,表面预处理便将在相对应面进行,如果该TP塑料层或TP纤维层是注塑成型加工出来的,最佳的便是在注塑成型出来后再进行表面预处理。
各TP层的厚度根据产品性能要求,可以选择在0.15~3mm以内,特殊要求的也可超过范围(比如当采用较厚的胶层物粘合时,厚度便可能超出此范围)。
步骤B:TP塑料层或TP纤维层产品塑型预制作;
对完成表面预处理的TP塑料层或TP纤维层,进行模具内热塑化成型制成TP塑料层或TP纤维层,热塑化成型的温度和时间是根据材料的熔点、软化点及材料的厚度等综合设计确定,模具是根据不同的产品外观及性能和加工要求完成设计加工。
步骤C:TS纤维层制备,其包括以下步骤:
步骤a、先依要求调配好所需的TS树脂(如环氧树脂、乙烯基树脂等)待用;
步骤b、根据性能需求把所需类型的纤维纱或纤维布用调配好的TS树脂进行含浸,使纤维纱或纤维布中的纤维充分被TS树脂包裹,制成TS纤维预含浸料备用,其中TS树脂的含量在20%-50%之间;
步骤c、根据产品性能要求,顺序进行各TS纤维预含浸料的铺层叠合成TS纤维层,如内层或中间层有需要,过程中便把预先制好的TP层置于内层或中间相应层。
步骤D:TP塑料层或TP纤维层与TS纤维层叠合;把制备好的TP塑料层或TP纤维层和TS纤维层按设计要求进行叠合合并。
步骤E:产品成型;将经由步骤D产生的TP塑料层或TP纤维层与TS纤维层交替叠合物置入模具内进行加热加压成型,根据材料性质,温度可以在280°C以内进行,可以采用模压、中空袋压、抽真空或真空釜等加压方式进行。
步骤F:产品修整(修边、孔等加工整理);依产品设定及要求進行整理修边、修孔、粘著等后加工作业。
步骤G:产品外饰及成品组装,依产品设定及要求進行相关外饰加工和成品组装加工。
上述实施例和图式并非限定本发明的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
- 纤维增强热塑性和热固性混杂树脂基复合材料及产品的制备方法与应用
- 一种碳纤维增强热固性树脂基复合材料的制备方法及其产品