一种板式家具柔性数控生产线及加工方法
文献发布时间:2023-06-19 10:10:17
技术领域
本发明涉及木工机械的板式家具生产线领域技术,尤其是指一种板式家具柔性数控生产线及加工方法,其主要但是不局限于对大板板式家具特别是门板进行开槽、雕花、钻孔等加工。
背景技术
对板式家具特别是门板的加工,需要雕花、钻孔、开槽等,板材的两面均需要加工,且板材两个面的加工需求不同,加工时间也存在较大差异。如对板的背面一般只需要钻孔,而对板的正面需要雕花、钻孔、开槽等。
现有的板式家具特别是门板的加工设备一般采用只有个主机的数控设备,其通常包括有上料机、加工中心以及下料机,通过配合设置有上料机、加工中心和下料机,虽可自动依次完成上料、自动贴码、一次完成铣型钻孔开槽、下料等工序,但由于只有一台加工中心单机工作,加工效率还是比较低;还有一台加工中心一次只能加工一种图案,如遇到不同图案需求,不仅需要重新调整程序,加工还需要重新定位找原点,且单台加工中心制作门板需要人工翻板,影响生产效率。例如:单台机器一块板材加工出9块小板计算,钻孔时间大约为2分钟,铣边为1分钟,那么雕花(按照最简单的花型)时间大约为13分钟,开槽时间大约为5分钟,而换刀、重新定位、人工翻板、重新调整程序所需要的时间大约为5 分钟,那么一块板材的加工完成时间大约为26分钟,加工完成后,出料、从新进料的时间大约为3分钟也就是下一块板材等待的加工时间为29分钟。
后来,又出现了一种板式家具柔性数控生产线,其包括自动贴标机、自动换刀加工中心、上料输送线、孔加工中心、翻转机构、门板加工中心一、出料线一、下料输送线、出料线二、门板加工中心二、门板加工中心三和出料线三,所述自动贴标机和自动换刀加工中心均设置在上料输送线左端,且所述自动贴标机位于自动换刀加工中心下侧,所述孔加工中心设置在上料输送线左侧,所述门板加工中心一、门板加工中心二和门板加工中心三等距排布于上料输送线旁侧,且所述门板加工中板加工和门板加工中心三与上料输送线之间均设置有翻转机构,所述门板加工中心一通过出料线一与下料输送线连接,所述门板加工中心二通过出料线二与下料输送线连接,所述门板加工中心三通过出料线三与下料输送线连接,所述下料输送线底端设置有人工下料区。所述人工下料区设置有气动挡板机构。该板式家具柔性数控生产线,虽然一台孔加工中心连接三台门板加工中心,效率有所提升,但自动贴标机与孔加工中心之间还连接有自动换刀加工中心和上料输送线,且门板加工中心一、门板加工中心二和门板加工中心三与上料输送线之间均设置有翻转机构,结构复杂,大大提高设备成本。
因此,需要研究出一种新的技术方案以解决上述问题。
发明内容
有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种板式家具柔性数控生产线及加工方法,其集钻孔、雕花、开槽为一体且设备数量少、设备成本降低、设备利用率高,加工效率高。
为实现上述目的,本发明采用如下之技术方案:
一种板式家具柔性数控生产线,包括自动上料机、对板材进行铣边和/或钻孔的钻铣加工中心、第一输送台、自动翻板机、第二输送台 、第三输送台、对板材的正面雕花和/或开槽的板加工中心、自动下料机构;其中:
所述第一输送台沿X轴向输送式设置;所述自动上料机、对板材进行铣边和/或钻孔的钻铣加工中心、第一输送台 依次沿X轴向设置,以形成铣边和/或钻孔的钻铣加工生产线;
所述第二输送台 沿Y轴向输送式设置;
所述自动翻板机衔接于第一输送台、第二输送台 之间,以将第一输送台上的板材翻面并放置于第二输送台上;
所述第三输送台沿X轴向输送式设置,所述第三输送台、板加工中心、自动下料机构依次沿X轴向设置,以形成雕花和/或开槽的板加工生产线;所述板加工生产线设置有两组以上,其分别通过各自的第三输送台 衔接于第二输送台 的同一侧,且沿Y轴向间距布置;
板材放到自动上料机上,上料至钻铣加工中心,对板材的第一面进行铣边和/或钻孔加工,然后输出至第一输送台,自动翻板机将已加工第一面的板材翻面并放置于第二输送台上,板材沿第二输送台输送至对应第三输送台的位置,被送至第三输送台上,再进入板加工中心对板材的第二面进行雕花和/或开槽加工,完成第二面加工后,板材从自动下料机构输出。
作为一种优选方案,在自动翻板机之前的工序位设置有扫码装置,对板材进行扫码,把板材分配到对应的板加工生产线进行加工。
作为一种优选方案,所述自动上料机处设置贴标机以对板材进行贴二维码标识。
作为一种优选方案,所述自动翻板机具有可绕X轴旋转的翻转机械手;初始状态下,所述翻转机械手位于第一输送台的输送面下方,板材送至第一输送台后,板材被吸附于翻转机械手上,翻转机械手朝向第二输送台向上翻转,直至板材位于第二输送台,翻转机械手解除对板材的吸附,并反向翻转复位至第一输送台的输送面下方。
作为一种优选方案,所述自动翻板机还包括有翻转机架、安装于翻转机架上的旋转驱动组件,由旋转驱动组件控制翻转机械手翻转;所述翻转机械手包括有旋转横杆装设于旋转横杆上的吸盘安装杆,所述旋转横杆沿X轴向延伸设置,其两端可转动式装设于翻转机架,所述电机驱动旋转横杆绕过其自身所在轴线翻转;所述吸盘安装杆沿Y轴向延伸设置,吸盘安装杆设置有吸盘。
作为一种优选方案,所述自动上料机、钻铣加工中心、第一输送台、自动翻板机、第二输送台 、第三输送台、板加工中心、自动下料机构各自为独立装置,其依序对应摆放构成板式家具柔性数控生产线。
作为一种优选方案,所述自动上料机、钻铣加工中心、第一输送台、自动翻板机、第二输送台 、第三输送台、板加工中心、自动下料机构,两两之间保持设定距离形成衔接。
作为一种优选方案,所述第二输送台 上对应各第三输送台设置有推送机构,以将第二输送台上的板材推送至相应的第三输送台。
一种板式家具柔性数控生产线的加工方法,将板材沿X轴向送至钻铣加工中心对板材的第一面进行铣边和/或钻孔,加工完成后,将其送至第一输送台,利用自动翻板机将第一输送台上的板材翻面送至第二输送台 上,第二输送台将板材分别送至对应的多个第三输送台处,分别再进入板加工中心对板材的正面进行雕花和/或开槽加工,完成正面加工后,板材从各自的自动下料机构输出。
作为一种优选方案,在翻板之前,对板材进行扫码识别,以将翻板后第二输送台的板材按识别结果送至不同的第三输送台处,以在相应板加工中心进行加工。
本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,其主要通过自动上料机、对板材进行铣边和/或钻孔的钻铣加工中心、第一输送台、自动翻板机、第二输送台 、第三输送台、对板材的正面雕花和/或开槽的板加工中心、自动下料机构的设置,形成板式家具柔性数控生产线,其集钻孔、雕花、开槽为一体且设备数量少、设备成本降低、设备利用率高;一台钻铣加工中心铣边、钻孔,多台板加工中心组合并用于雕花、开槽,如此,通过组合生产,整合加工步骤,使得一道工序与下一道工序紧密相连,压缩整个等待、调试、程序更换、换刀的时间,有效提高生产效率,同时整个加工过程均为自动化加工,自动化程度较高,有利于智能生产及加工管理。
以及,本发明之板式家具柔性数控生产线,其适用多种板材加工,通用性强,尤其是对于门板加工而言,即使不同的门型,在背面都有大致相同的加工工序(如扣板),且都具有加工孔位少等特点,所以由一条钻铣加工生产线进行背面的加工,可以设置扫码装置,对板材进行扫码,把板材分配到对应的雕花和/或开槽的板加工中心进行加工,此时正面可以加工相同或者不同造型的板材,因为雕花图案不同,开槽大小不同,其加工时间也不同,在不同的板加工中心可以满足不同加工需求。
为更清楚地阐述本发明的结构特征、技术手段及其所达到的具体目的和功能,下面结合附图与具体实施例来对本发明作进一步详细说明。
附图说明
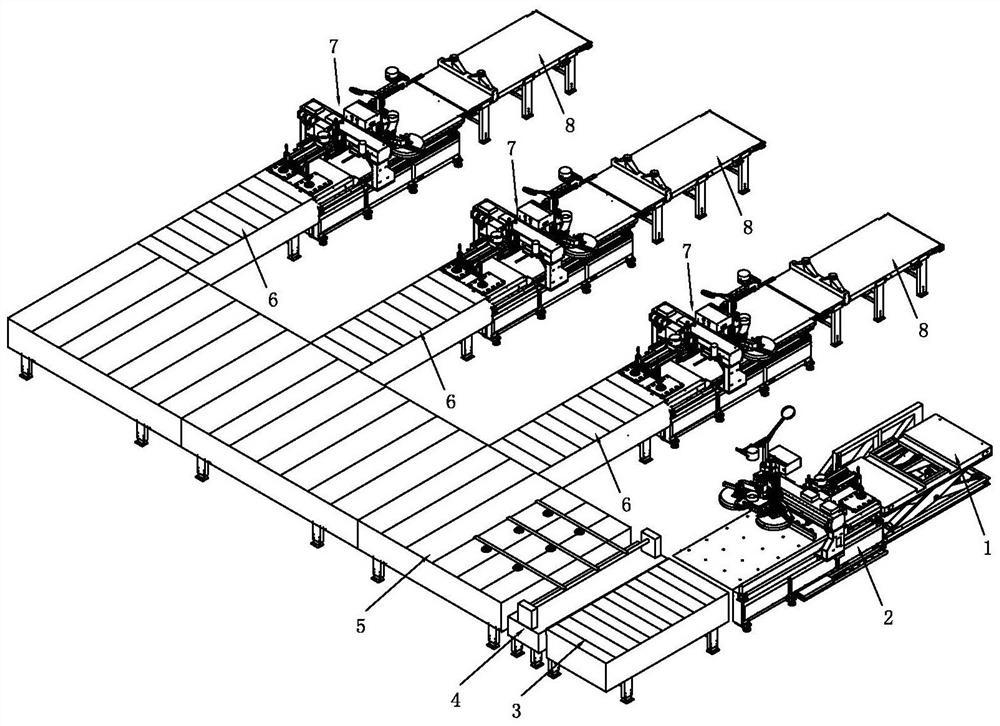
图1是本发明之实施例的板式家具柔性数控生产线整体结构立体示图;
图2是本发明之实施例的自动上料机立体示图;
图3是本发明之实施例的钻铣加工中心或板加工中心的第一组装示图;
图4是本发明之实施例的钻铣加工中心或板加工中心的第二组装示图;
图5是本发明之实施例的钻铣加工中心或板加工中心的第一分解示图;
图6是本发明之实施例的钻铣加工中心或板加工中心的第二分解示图;
图7是本发明之实施例的自动翻板机的组装示图;
图8是本发明之实施例的自动翻板机的分解示图;
图9是本发明之实施例的第一输送台、自动翻板机、第二输送台的布置结构示图;
图10是本发明之实施例的板式家具柔性数控生产线的加工方法步骤示图。
附图标识说明:
自动上料机1 上料机机架101
液压升降台102 钻铣加工中心2
上料机械手201 推料架202
第一输送台3 自动翻板机4
翻转机架401 旋转驱动组件402
翻转机械手403 电机404
旋转横杆405 吸盘安装杆406
吸盘407 第二输送台5
第三输送台6 板加工中心7
自动下料机构8。
具体实施方式
请参照图1至图10所示,其显示出了本发明之实施例的具体结构及加工方法。
首先,请参照图1所示,一种板式家具柔性数控生产线,包括自动上料机1、对板材进行铣边和/或钻孔的钻铣加工中心2、第一输送台3、自动翻板机4、第二输送台5 、第三输送台6、对板材的正面雕花和/或开槽的板加工中心7、自动下料机构8;其中:
所述第一输送台3沿X轴向输送式设置;所述自动上料机1、对板材进行铣边和/或钻孔的钻铣加工中心2、第一输送台3 依次沿X轴向设置,以形成铣边和/或钻孔的钻铣加工生产线;
所述第二输送台5 沿Y轴向输送式设置;
所述自动翻板机4衔接于第一输送台3、第二输送台5 之间,以将第一输送台3上的板材翻面并放置于第二输送台5上;
所述第三输送台6沿X轴向输送式设置,所述第三输送台6、板加工中心7、自动下料机构8依次沿X轴向设置,以形成雕花和/或开槽的板加工生产线;所述雕花和/或开槽的板加工生产线设置有两组以上,本实施例中是三组,实际设置数量,可以根据实际要加工的板材背面、正面加工情况来灵活设置;所述雕花和/或开槽的板加工生产线分别通过各自的第三输送台6 衔接于第二输送台5 的同一侧,且沿Y轴向间距布置;
板材放到自动上料机1上,上料至钻铣加工中心2,对板材的背面进行加工,例如:对板材进行铣边和/或钻孔,通常需完成板材背面钻孔修边;然后输出至第一输送台3,自动翻板机4将已加工背面的板材翻面放置于第二输送台5上,此时,板材的正面朝上设置;正面朝上的板材沿第二输送台5输送至对应第三输送台6的位置,被推送至第三输送台6上,再进入板加工中心7对板材的正面进行雕花和/或开槽加工,完成正面加工后,板材从自动下料机构8输出。
由第二输送台5经第三输送台6输送到对应的板加工中心7进行加工,因为板材背面加工的时间相对较短,正面加工时间相对较长,所以进行效率匹配,能够提高整体生产效率。
通常,门板加工即使不同的门型,在背面都有大致相同的加工工序(如扣板),且都具有加工孔位少等特点。所以由一条钻铣加工生产线进行背面的加工,可以设置扫码装置,对板材进行扫码,把板材分配到对应的雕花和/或开槽的板加工生产线进行加工,此时正面可以加工相同或者不同造型的板材。因此,自动下料机构8可以出相同造型的板材,或者出不同造型的板材,不但实现了提高生产效率,也达到了一机多用的效果。而扫码装置通常设置在自动翻板机4之前工序位,以使电控部分有足够时间反应并控制把板材分配到对应的雕花和/或开槽的板加工生产线。
如图2至图6所示,所述自动上料机1包括有上料机机架101及液压升降台102;正常情况下, 液压升降台102上放满板材,钻铣加工中心2的上料机械手201将最上层板材从液压升降台102移取至钻铣加工中心2;板材可以是在进入自动上料机1之前已经贴好标识(条码、二维码等),也可是在自动上料机1处设置贴标机以对板材进行贴二维码标识等。上料机械手201设置有吸盘,吸盘在上料气缸的带动下向下运动,吸盘吸住板材后一起上移,到位后,上料机械手201沿X向平移带动板材到钻铣加工中心2的加工台面上。具体设计时,可以先用定位条对板材进行定位,再将真空泵启动,在板材底部抽真空,让板材牢牢的吸附在加工台面以后,后面和侧边的定位气缸回位完成定位,钻铣加工中心2对板材进行铣边及钻孔,然后,由推料架下移到板材平面以下将板材推至第一输送台3。需要说明的是,钻铣加工中心2的具体结构不作限制,其只需要满足可以自动完成对板材的钻铣加工即可。同样地,板加工中心7的具体结构不作限制,其只需要满足可以自动完成对板材的正面雕花和/或开槽加工即可。
结合图1、图7至9所示,其主要显示了自动翻板机4的设置情形。
所述自动翻板机4包括有翻转机架401、安装于翻转机架401上的旋转驱动组件402及由旋转驱动组件402控制翻转的翻转机械手403,所述旋转驱动组件402包括有电机404,所述电机404通过链轮、链条传动翻转机械手403;所述翻转机械手403包括有旋转横杆405装设于旋转横杆405上的多个吸盘安装杆406,所述旋转横杆405沿X轴向延伸设置,其两端可转动式装设于翻转机架401,所述电机404驱动旋转横杆405绕过其自身所在轴线翻转;所述吸盘安装杆406沿Y轴向延伸设置,且多个吸盘安装杆406在旋转横杆405上沿X轴向间距排布,每个吸盘安装杆406上沿Y轴向间距式设置有两个以上的吸盘407。初始状态下,所述翻转机械手403位于第一输送台3的输送面下方,第一输送台3通常设计为滚筒输送结构,吸盘安装杆406位于相邻滚筒的间隙内即可,此时,吸盘407是朝上设置的。推料架将板材推至第一输送台3后,板材被吸附于吸盘407上,电机404控制翻转机械手403朝向第二输送台5向上翻转(一般是翻转180度),直至板材位于第二输送台5,翻转机械手403解除对板材的吸附,并反向翻转复位至第一输送台3的输送面下方。
从图1及图9可以看出,所述自动上料机1、钻铣加工中心2、第一输送台3、自动翻板机4、第二输送台5 、第三输送台6、板加工中心7、自动下料机构8依次之间均可以没有相连的机构,使用时候对正摆齐,两者之间保持一定距离即可形成衔接。因此,本发明之板式家具柔性数控生产线,可以由原有的自动上料机1、钻铣加工中心2、板加工中心7、自动下料机构8及相应输送台等拼装形成,对于设备生产公司而言,不需全新设计生产,可以大部分借助已在批量生产的设备或装置,局部改良拼装而成,在电控方面进行相应变化设计即可,生产设计成本更好控制,该种板式家具柔性数控生产线也可以快速推向市场应用。以及,对于板材加工厂商而言,可以购置部分设备或装置,在其自身原有的设备上组合拼装,形成该种板式家具柔性数控生产线,以更好地满足生产加工需求,提升生产效率,不需购置整个板式家具柔性数控生产线,可以有效降低板材加工厂商的设备购置成本;因此,本发明之板式家具柔性数控生产线适用范围广。
接下来,请参照图10所示,一种板式家具柔性数控生产线的加工方法,将板材沿X轴向送至钻铣加工中心2对板材的第一面进行铣边和/或钻孔,加工完成后,将其送至第一输送台3,利用自动翻板机4将第一输送台3上的板材翻面送至第二输送台5 上,第二输送台5将板材分别送至对应的多个第三输送台6处,分别再进入板加工中心7对板材的正面进行雕花和/或开槽加工,完成正面加工后,板材从各自的自动下料机构8输出。优选地,在翻板之前,对板材进行扫码识别,以将翻板后第二输送台5的板材按识别结果送至不同的第三输送台6处,在板加工中心7进行正面雕花和/或开槽加工,其加工造型相同或不同。
图10中所示存料台,是一种升降台,例如本实施例所指的液压升降台102。所述板材通常指门板等大板,所述的正面、背面也可泛指板材的两个相对的第一面、第二面,第一面、第二面的加工顺序不限,通常,在钻铣加工中心2加工的面是相对耗时较短的面,而,在板加工中心7进行加工的面是相对耗时较长的面。自动上料机、自动下料机均不以本实施例所示结构为限。
本实施例中,整个板式家具柔性数控生产线是数控自动化进行,自动上料机1、对板材进行铣边和/或钻孔的钻铣加工中心2、第一输送台3、自动翻板机4、第二输送台5 、第三输送台6、对板材的正面雕花和/或开槽的板加工中心7、自动下料机构8均连接于控制系统,以使得整个加工过程均为自动化,生产线自动化程度高。
综上所述,本发明的设计重点在于,其主要通过自动上料机、对板材进行铣边和/或钻孔的钻铣加工中心、第一输送台、自动翻板机、第二输送台 、第三输送台、对板材的正面雕花和/或开槽的板加工中心、自动下料机构的设置,形成板式家具柔性数控生产线,其集钻孔、雕花、开槽为一体且设备数量少、设备成本降低、设备利用率高;一台钻铣加工中心铣边、钻孔,多台板加工中心组合并用于雕花、开槽,如此,通过组合生产,整合加工步骤,使得一道工序与下一道工序紧密相连,压缩整个等待、调试、程序更换、换刀的时间,有效提高生产效率,同时整个加工过程均为自动化加工,自动化程度较高,有利于智能生产及加工管理。
以及,本发明之板式家具柔性数控生产线,其适用多种板材加工,通用性强,尤其是对于门板加工而言,即使不同的门型,在背面都有大致相同的加工工序(如扣板),且都具有加工孔位少等特点,所以由一条钻铣加工生产线进行背面的加工,可以设置扫码装置,对板材进行扫码,把板材分配到对应的雕花和/或开槽的板加工中心进行加工,此时正面可以加工相同或者不同造型的板材,因为雕花图案不同,开槽大小不同,其加工时间也不同,在不同的板加工中心可以满足不同加工需求。
以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 一种板式家具柔性数控生产线及加工方法
- 一种数控冲激复合柔性生产线及其加工方法