一种高寿命成型超硬刀具
文献发布时间:2023-06-19 10:10:17
技术领域
本发明涉及刀具技术领域,更具体地说,它涉及一种高寿命成型超硬刀具。
背景技术
刀具是机械制造中用于切削加工的工具,又称切削工具,在铣加工笔记本的铝合金外壳时,由于加工的毛坯面比较大,现有的刀具大多为刃径40mm的钨钢焊接的球刀刀具,这种钨钢制成的刀具磨损度大,加工的寿命不高,加工的表面效果质量差,容易有线痕。
目前,公开号为CN207288993U的中国实用新型专利公布了一种新型高硬度球刀,包括刀杆、加工部和主切削刃,刀杆的一端设有加工部,加工部的头部设有圆弧刀刃,加工部的尾部设有倒角加工刃,圆弧刀刃上固定设有主切削刃。
上述装置虽然具有结构简单,造价低廉,且实用性强的优点,但在对笔记本的铝合金外壳铣削时,这种由钨钢制成的球刀磨损度大、容易在胚料表面产生线痕,不利于成品的整体工艺。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种能够依据检修需求及时改变注塑模具检修时高度的高寿命成型超硬刀具。
为实现上述目的,本发明提供了如下技术方案:一种高寿命成型超硬刀具,包括刀头与圆柱状的刀杆,所述刀头包括中心凸台、刀具台与铣刀,所述刀杆与中心凸台中心固定连接,所述刀具台与中心凸台连为一体,所述刀具台包括第一凸台、第二凸台与第三凸台,以刀杆中心轴为中心凸台的中心轴,所述刀具台以中心凸台中心轴在中心凸台侧周错开设置,所述第一凸台与第二凸台间为第一切槽,所述第二凸台与第三凸台间为第二切槽,所述第三凸台与第一凸台间为第三切槽,所述铣刀包括第一刀刃、第二刀刃与第三刀刃,所述第一刀刃与第一切槽靠近第一凸台的一面固定连接,所述第二刀刃与第二切槽靠近第二凸台的一面固定连接,所述第三刀刃与第三切槽靠近第三凸台的一面固定连接,所述铣刀与刀具台连接的一面为背面,另一面为正面,所述第一刀刃正面、第二刀刃正面与第三刀刃正面以刀杆中心轴为中心120°交叉设置,所述铣刀远离刀杆的一端凸出刀具台。
进一步设置为:所述刀具台远离刀具台中心轴的一端为光滑圆面。
进一步设置为:所述刀具台一面为倾斜向刀杆的斜面,另一面与刀杆连为一体。
进一步设置为:所述铣刀为PCD焊接成型,所述铣刀刃径为40mm。
进一步设置为:所述刀具台与中心凸台连接处经过倒角处理。
综上所述,本发明具有如下优点:铣刀轮替式铣削,增大了铣刀的使用寿命,减少了铣刀的更换次数,铣削后表面纹路细,避免了常规球刀铣削的方式易造成线痕的问题,减少了后续加工的打磨量,大大提高了铣削效率。
附图说明
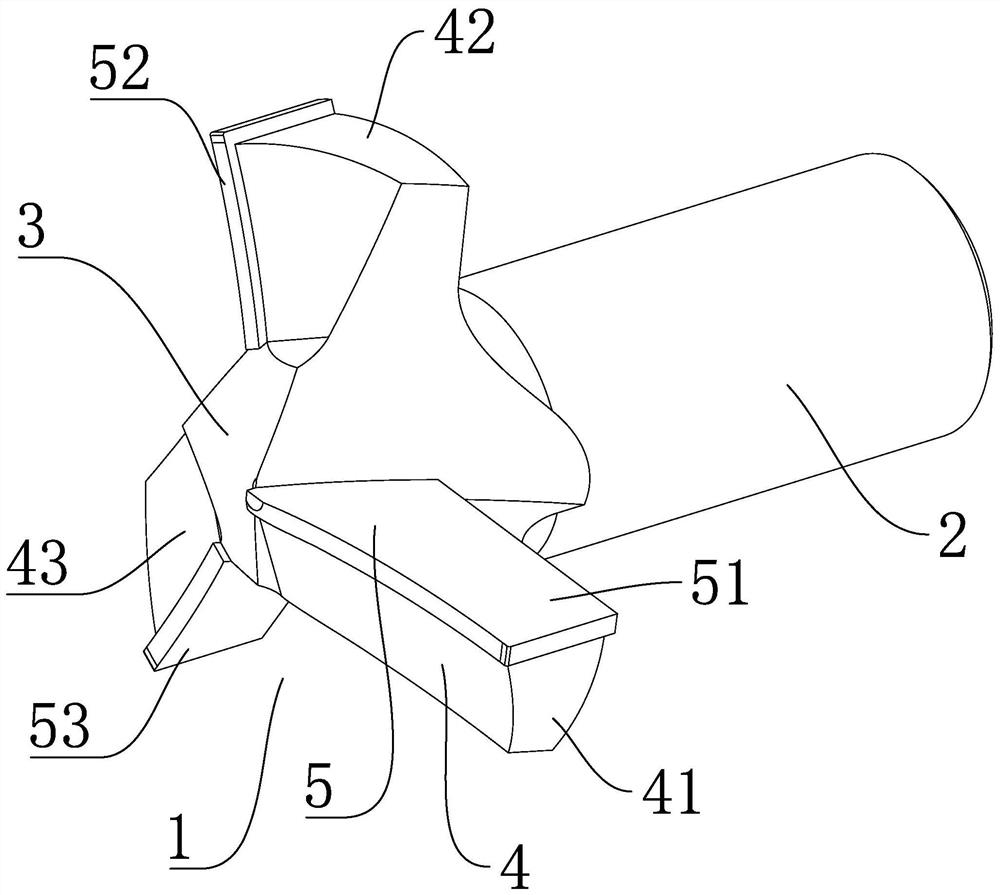
图1为实施例1的等轴测示意图;
图2为实施例1的主视图;
图3为实施例1图2的右视图。
图中,1、刀头;2、刀杆;3、中心凸台;4、刀具台;41、第一凸台;42、第二凸台;43、第三凸台;5、铣刀;51、第一刀刃;52、第二刀刃;53、第三刀刃;54、背面;55、正面;6、第一切槽;7、第二切槽;8、第三切槽。
具体实施方式
以下结合附图对本发明作进一步详细说明。
实施例1,一种高寿命成型超硬刀具,包括刀头1与圆柱状的刀杆2:
如图1和图3所示,刀头1包括中心凸台3、刀具台4与铣刀5,刀杆2与中心凸台3中心固定连接,刀具台4与中心凸台3连为一体,刀具台4包括第一凸台41、第二凸台42与第三凸台43,以刀杆2中心轴为中心凸台3的中心轴,刀具台4以中心凸台3中心轴在中心凸台3侧周错开设置,第一凸台41与第二凸台42间为第一切槽6,第二凸台42与第三凸台43间为第二切槽7,第三凸台43与第一凸台41间为第三切槽8,铣刀5包括第一刀刃51、第二刀刃52与第三刀刃53,第一刀刃51与第一切槽6靠近第一凸台41的一面固定连接,第二刀刃52与第二切槽7靠近第二凸台42的一面固定连接,第三刀刃53与第三切槽8靠近第三凸台43的一面固定连接,铣刀5与刀具台4连接的一面为背面54,另一面为正面55,第一刀刃51正面55、第二刀刃52正面55与第三刀刃53正面55以刀杆2中心轴为中心120°交叉设置,铣刀5远离刀杆2的一端凸出刀具台4。
如图1所示,刀具台4远离刀具台4中心轴的一端为光滑圆面。
如图2所示,刀具台4一面为倾斜向刀杆2的斜面,另一面与刀杆2连为一体。
如图1和图3所示,铣刀5为PCD焊接成型,铣刀5刃径为40mm,刀具台4与中心凸台3连接处经过倒角处理。
在本领域人员具体使用时,通过立式加工数控中心铣床将刀杆2固定,随后铣床带动刀头1高速转动开始对胚料加工,通过第一刀刃51正面55、第二刀刃52正面55与第三刀刃53正面55以刀杆2中心轴为中心120°交叉设置的方式,铣刀5凸出刀具台4的部分能够对铝合金胚料进行轮替式铣削,铣刀5能够在轮替时冷却更充分,铣刀5表面磨损度也得到了减缓,利于铣刀5更长的使用寿命,在刀头1高速转动后,铣刀5远离刀杆2一端凸出刀具台4的部分与铝合金胚料接触,铣削过程中的切屑通过第一切槽6、第二切槽7与第三切槽8排出。
常规对笔记本的铝合金外壳时,由于加工的毛坯面比较大,现有的刀具大多为40mm的钨钢焊接的球刀刀具,通过胚料进线,球刀铣削的方式进行加工,这种钨钢制成的刀具磨损度大,使用寿命不高,加工的表面效果质量差,容易有线痕。
而通过本发明的120°错开设置的三个铣刀5轮替铣削的方式,铣刀5的使用寿命为球刀的5倍,减少了刀头1的更换次数,且各个铣刀5铣削后的胚料表面纹路更细,减少了后续加工的打磨量,总体铣削加工效率相比球刀铣削的方式更快,利于提高生产效率。
上述的实施例仅仅是对本发明的解释,其并不是对本发明的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本发明的权利要求范围内都受到专利法的保护。
- 一种提高超硬刀具使用寿命的方法及超硬刀具钝化装置
- 一种高寿命成型超硬刀具