充气轮胎
文献发布时间:2023-06-19 10:14:56
技术领域
本发明涉及一种在轮胎内表面贴合有吸音件的充气轮胎,更详细而言,是一种能通过配置对重量不平衡进行校正的校正体来抑制轮胎的平衡的恶化的充气轮胎。
背景技术
进行了将包括获取内压、温度等轮胎内部信息的传感器的传感器单元设置于轮胎内腔(例如,参照专利文献1、2)。然而,存在如下问题:在将传感器单元安装于在轮胎内表面贴合有带状吸音件的充气轮胎的情况下,传感器单元的安装位置被限定,并且轮胎的平衡因该传感器单元的安装位置而恶化。
现有技术文献
专利文献
专利文献1:日本专利第6272225号公报
专利文献2:日本特表2016-505438号公报
发明内容
发明所要解决的问题
本发明的目的在于提供一种能通过配置对重量不平衡进行校正的校正体来抑制轮胎的平衡的恶化的充气轮胎。
技术方案
用于实现上述目的的充气轮胎的特征在于,在胎面部的内表面沿着轮胎周向方向贴合有至少一个带状的吸音件,在与包括该吸音件的轮胎整体的轻点对应的范围内,对重量不平衡进行校正的校正体固定于轮胎内表面。
发明效果
在本发明中,在胎面部的内表面沿着轮胎周向贴合有至少一个带状的吸音件,在与包括吸音件的轮胎整体的轻点对应的范围内,对重量不平衡进行校正的校正体固定于轮胎内表面,因此,在具备吸音件的充气轮胎的圆周上,在重量最轻的位置附加有校正体,能通过该校正体来抑制轮胎的平衡的恶化。
在本发明中,优选的是,吸音件为两个,这些吸音件在轮胎宽度方向上彼此分离地配置。在轮胎内表面配置有多个吸音件的情况下,能避免吸音件彼此的接触,防止吸音件的损伤。
在本发明中,优选的是,校正体配置在吸音件的轮胎宽度方向之间。由此,能防止轮辋组装时的校正体的损伤。
在本发明中,优选的是,构成吸音件的第一吸音件配置在比从位于轮胎赤道线上的环岸部的轮胎宽度方向的一侧的端部朝向轮胎宽度方向的另一侧距离环岸部的宽度的40%的位置靠轮胎宽度方向的一侧,构成吸音件的第二吸音件配置在比从环岸部的轮胎宽度方向的另一侧的端部朝向轮胎宽度方向的一侧距离环岸部的宽度的40%的位置靠轮胎宽度方向的另一侧,且构成吸音件的第一吸音件与第二吸音件分离环岸部的宽度的60%以上。在轮胎内表面配置有多个吸音件的情况下,需要在与胎肩部对应的区域附近也配置吸音件,有时在配置于这种部位的吸音件中无法充分地确保高速耐久性。如上所述,通过在轮胎内表面配置多个吸音件,能有效地抑制在高速行驶时在轮胎宽度方向中央部的蓄热,从而提高高速耐久性。
在本发明中,优选的是,校正体配置在比接地端靠轮胎宽度方向内侧。由此,能有效地改善轮胎内表面与校正体的粘接性。特别是,在校正体是包括检测胎面部的磨耗量的传感器的传感器单元的情况下,该传感器能准确地获取轮胎信息。
在本发明中,优选的是,吸音件与校正体的轮胎宽度方向的分离距离为5mm以上。由此,能避免吸音件与校正体的接触,防止吸音件或校正体的损伤。
在本发明中,优选的是,至少在校正体的固定区域中,通过X射线荧光分析法检测出的脱模剂的硅的量为10.0重量%以下。或者,优选的是,至少在校正体的固定区域中,通过电子显微镜检测出的脱模剂的厚度为100μm以下。如此,在使微量的脱模剂附着于轮胎内表面的情况下,脱模剂阻碍空气从轮胎内表面透过,改善空气保持性,另一方面,能充分确保轮胎内表面与校正体的粘接性。
在本发明中,优选的是,校正体经由粘接层固定于轮胎内表面,粘接层的粘接强度在0.4N/mm
在本发明中,优选的是,粘接层由氰基丙烯酸酯类的粘接剂构成。由此,能缩短校正体的设置作业的时间。
在本发明中,优选的是,校正体直接粘接于轮胎内表面。由此,在校正体是包括检测胎面部的磨耗量的传感器的传感器单元的情况下,该传感器能准确地获取轮胎信息。
在本发明中,优选的是,在校正体与轮胎内表面之间插入有台座。由此,在作为台座的原材料使用了能随动于轮胎变形的原材料的情况下,能防止由该轮胎变形引起的校正体的剥离。
在本发明中,优选的是,作为校正体的固定区域中的轮胎内表面粗糙度,算术平均高度Sa在0.3μm~15.0μm的范围内,并且最大高度Sz在2.5μm~60.0μm的范围内。由此,能使轮胎内表面与粘接层的粘接面积变大,能有效地改善轮胎内表面与校正体的粘接性。轮胎内表面粗糙度依据ISO25178来测定。算术平均高度Sa是各点与表面的平均面的高度的差的绝对值的平均值,最大高度Sz是从表面的最高点到最低点的高度方向的距离。
在本发明中,优选的是,校正体是用于获取轮胎信息的传感器单元。这样的校正体能作为对轮胎的重量不平衡进行校正的校正体发挥功能,并且也能作为获取轮胎信息的传感器单元发挥功能。
在本发明中,接地端是指,在将轮胎轮辋组装到正规轮辋内,并填充正规内压的状态下,垂直放置在平面上,并施加正规负载时的轮胎轴向上的端部。“正规轮辋”是指在包括轮胎所基于的规格的规格体系中,该规格按每个轮胎规定的轮辋,例如,若为JATMA,则设为标准轮辋,若为TRA,则设为“设计轮辋(Design Rim)”,或者若为ETRTO,则设为“测量轮辋(Measuring Rim)”。“正规内压”是指,在包括轮胎所基于的规格的规格体系中,各规格按每个轮胎规定的气压,若为JATMA,则为最高气压,若为TRA,则为表“各种冷充气压力下的轮胎载荷极限(TIRE LOAD LIMITS AT VARIOUS COLD INFLATION PRESSURES)”所述的最大值,若为ETRTO,则为“充气压力(INFLATION PRESSURE)”,但在轮胎为轿车的情况下,设为250kPa。“正规载荷”是在包括轮胎所基于的规格的规格体系中,各规格根据每个轮胎而进行规定的载荷,若为JATMA,则为最大负载能力,若为TRA,则为表“各种冷充气压力下的轮胎载荷极限(TIRE LOAD LIMITS AT VARIOUS COLD INFLATION PRESSURES)”所记载的最大值,若为ETRTO,则为“载荷能力(LOAD CAPACITY)”,但在轮胎为轿车的情况下,设为相当于所述载荷的80%的载荷。
附图说明
图1是表示由本发明的实施方式构成的充气轮胎的立体剖视图。
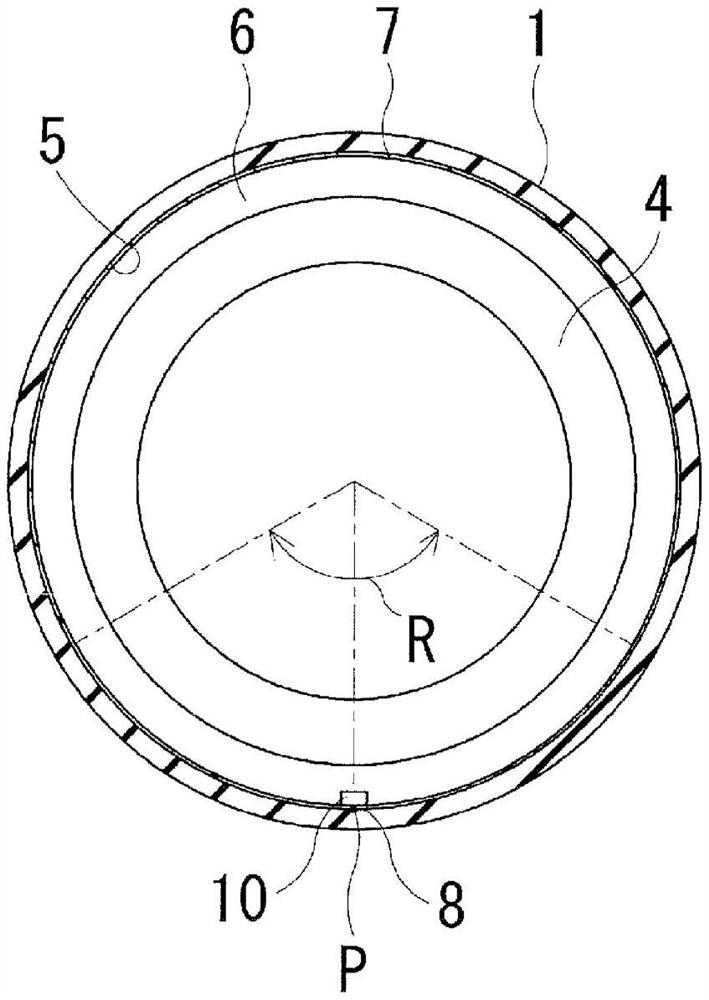
图2是表示由本发明的实施方式构成的充气轮胎的剖视图。
图3是放大表示由本发明的实施方式构成的充气轮胎的一部分的剖视图。
图4是放大表示由本发明的实施方式构成的充气轮胎的改进例的剖视图。
图5是表示由本发明的实施方式构成的充气轮胎的另一改进例的剖视图。
图6是放大表示由本发明的实施方式构成的充气轮胎的另一改进例的剖视图。
图7的(a)~(d)是表示分别由本发明的实施方式构成的充气轮胎的另一改进例的立体剖视图。
图8的(a)~(c)是表示分别由本发明的实施方式构成的充气轮胎的另一改进例的剖视图。
具体实施方式
以下,参照附图对本发明的构成进行详细说明。图1~3是表示由本发明的实施方式构成的充气轮胎的图。在图1中,本实施方式的充气轮胎具备:胎面部1,在轮胎周向延伸并形成为环状;一对侧壁部2,配置于胎面部1的两侧;以及一对胎圈部3,配置于这些侧壁部2的轮胎径向内侧。而且,在由胎面部1、侧壁部2以及胎圈部3围成的空腔部4中装接有带状的吸音件6。该吸音件6配置于轮胎内表面5的与胎面部1对应的区域。
在轮胎内表面5的与胎面部1对应的区域沿着轮胎周向经由粘接层7固定有吸音件6。吸音件6由具有连续气泡的多孔质材料构成,具有基于其多孔质结构的规定的吸音特性。作为吸音件6的多孔质材料,使用发泡聚氨酯为好。另一方面,粘接层7没有特别限定,例如,可以使用粘接剂、双面胶带。
在上述充气轮胎中,在轮胎内表面5固定有用于对重量不平衡进行校正的校正体10。固定于轮胎内表面5的校正体10配置在与包括吸音件6的轮胎整体的轻点P对应的范围。轻点P是指在包括吸音件6的轮胎整体的圆周上重量最轻的位置,与轮胎整体的轻点P对应的范围是指绕轮胎主体的中心轴相对于轻点P为±60°的区域R(参照图2)。优选为绕轮胎主体的中心轴相对于轻点P为±30°的区域R。校正体10与吸音件6不接触,彼此分离地配置。校正体10与轮胎内表面5之间存在粘接层8,校正体10经由粘接层8粘接于轮胎内表面5。
粘接层8由液态的粘接剂或双面胶带构成。作为粘接剂,可以举例示出包含环氧树脂或聚氨酯树脂的反应固化型粘接剂。特别是,为了缩短将校正体10设置于轮胎内表面5的作业时间,粘接层8由氰基丙烯酸酯类的粘接剂(瞬间粘接剂)构成为好。
校正体10没有特别的限定,只要具有能对重量不平衡进行校正的程度的重量即可。作为校正体10,可以举例示出具有用于获取轮胎信息的传感器的传感器单元、能通过与吸音件6不同的机理降低空腔共鸣音的装置。特别是,在校正体10为传感器单元的情况下,校正体10具有作为对轮胎重量不平衡进行校正的校正体的功能和作为获取轮胎信息的传感器单元的功能。
如图3所示,校正体10(传感器单元20)包括壳体21和电子零件22。壳体21具有中空结构,在其内部容纳电子零件22。电子零件22构成为适当地包括:用于获取轮胎信息的传感器23、发送器、接收器、控制电路以及电池等。作为通过传感器23获取的轮胎信息,可以举例出充气轮胎的内部温度、内压、胎面部1的磨耗量等。例如,在测定内部温度、内压时使用温度传感器、压力传感器。在检测胎面部1的摩耗量的情况下,可以使用抵接于轮胎内表面5的压电传感器来作为传感器23,该压电传感器检测与行驶时的轮胎的变形相应的输出电压,并基于该输出电压来检测胎面部1的摩耗量。除此以外,还可以使用加速度传感器、磁传感器。此外,传感器单元20构成为将由传感器23获取到的轮胎信息发送至轮胎外部。需要说明的是,图3中示出的传感器单元20的内部构造表示传感器单元的一个例子,并不限定于此。
在上述的充气轮胎中,在与包括吸音件6的轮胎整体的轻点P对应的范围,对重量不平衡进行校正的校正体10固定于轮胎内表面5,因此在具备吸音件6的充气轮胎的圆周上,在重量最轻的位置附加有校正体10,能通过该校正体10来抑制轮胎的平衡的恶化。
在图1~图3中,校正体10(传感器单元20)配置在比接地端靠轮胎宽度方向内侧。由此,能有效地改善轮胎内表面5与校正体10的粘接性。特别是,在校正体10是包括检测胎面部1的磨耗量的传感器23的传感器单元20的情况下,在比接地端靠轮胎宽度方向内侧配置校正体10,由此传感器23能准确地获取轮胎信息。
此外,校正体10(传感器单元20)直接粘接于轮胎内表面5。在校正体10是包括检测胎面部1的磨耗量的传感器23的传感器单元20的情况下,将校正体10直接贴合于轮胎内表面5,由此传感器23能准确地获取轮胎信息。
在上述充气轮胎中,优选的是,吸音件6与校正体10的轮胎宽度方向的分离距离为5mm以上。特别是,与配置为最靠近校正体10的吸音件6的分离距离为50mm以下为好。如此,通过适当地设定吸音件6与校正体10的距离,能避免吸音件6与校正体10的接触,防止吸音件6或校正体10的损伤。在此,当吸音件6与校正体10的分离距离小于5mm时,吸音件6与校正体10变得容易接触。另一方面,当与配置为最靠近校正体10的吸音件6的分离距离超过50mm时,吸音件6接近在行驶时变形大的胎肩部,因此吸音件6变得容易剥离。
此外,粘接层8的粘接强度优选为0.4N/mm
而且,优选的是,作为校正体10的固定区域中的轮胎内表面5的粗糙度,算术平均高度Sa在0.3μm~15.0μm的范围内和/或最大高度Sz在2.5μm~60.0μm的范围内。特别是,更优选的是,算术平均高度Sa和最大高度Sz分别满足上述的数值范围。通过如此适度地设定轮胎内表面5的粗糙度,能增大轮胎内表面5与粘接层8的粘接面积,从而能有效地改善轮胎内表面5与校正体10的粘接性。需要说明的是,算术平均高度Sa和最大高度Sz是依据ISO25178而测定的值,可以使用市售的表面性状测定仪(例如,形状分析激光显微镜、3D形状测定仪)来测定。测定方法可以是接触式和非接触式中的任一种。
图4是表示由本发明的实施方式构成的充气轮胎的改进例的图。如图4所示,在校正体10(传感器单元20)与粘接层8之间插入有保持传感器单元20的台座24。该台座24作为缓冲件来发挥功能,用于防止由轮胎变形导致的校正体10(传感器单元20)的剥离。作为台座24的材料,可以举例示出天然橡胶(NR)、氯丁二烯橡胶(CR)、丁基橡胶(IIR)、乙烯-丙烯-二烯橡胶(EPDM)、聚氨酯橡胶、丁腈橡胶(NBR)、热塑性弹性体以及热固性弹性体,在台座24由这些材料构成的情况下,不易针对轮胎变形而破损。特别是,台座24由拉伸断裂伸长率为80%以上的橡胶构成为好。此外,台座24优选呈固体的状态,更优选为多孔质状为好。在台座24为多孔质状的情况下,具有优异的缓冲效果,并且对于由轮胎变形导致的校正体10(传感器单元20)的剥离而言是有利的。台座24由上述的材料构成,由此台座24能随动于轮胎变形,能防止由轮胎变形导致的校正体10(传感器单元20)的剥离。需要说明的是,在图4中示出的实施方式中,示出了台座24在轮胎宽度方向的剖面观察时形成为“コ”字形状的例子,但台座24的形状没有特别限定。在图4中,校正体10(传感器单元20)的固定区域相当于保持传感器单元20的台座24的固定区域。
图5是表示由本发明的实施方式构成的充气轮胎的另一改进例的图。如图5所示,吸音件6由第一吸音件6a和第二吸音件6b这两个构成。该第一吸音件6a和第二吸音件6b在轮胎宽度方向上彼此分离地配置。在轮胎内表面5配置有多个吸音件6的情况下,通过使吸音件6在轮胎宽度方向上分离,能避免吸音件6彼此接触,防止吸音件6的损伤。此外,在图5中,校正体10配置在第一吸音件6a与第二吸音件6b的轮胎宽度方向之间。通过如此配置校正体10,能防止轮辋组装时的校正体的损伤。
在图5中,在胎面部1形成有两条以上沿轮胎周向延伸的周向槽50。通过这些周向槽50,形成有一列以上环岸部51,该环岸部51是被在轮胎宽度方向相邻的两条周向槽50夹着而划分出的,并且形成有两列(在轮胎宽度方向两侧各一列)胎肩环岸部52,该胎肩环岸部52是在位于轮胎宽度方向最外侧的周向槽50各自的轮胎宽度方向外侧划分出的。环岸部51一定包括延及轮胎整周而连续地延伸并配置在轮胎赤道线CL上的环岸部51A。
第一吸音件6a配置在比从位于轮胎赤道线CL上的环岸部51A的轮胎宽度方向的一侧的端部朝向轮胎宽度方向的另一侧距离环岸部51A的宽度W的40%的位置靠轮胎宽度方向的一侧,第二吸音件6b配置在比从环岸部51A的轮胎宽度方向的另一侧的端部朝向轮胎宽度方向的一侧距离环岸部51A的宽度W的40%的位置靠轮胎宽度方向的另一侧,且第一吸音件6a与第二吸音件6b的分离距离D被设定为环岸部51A的宽度W的60%以上。此外,第一吸音件6a和第二吸音件6b各自与环岸部51A的重叠量L(第一吸音件6a的重叠量L1与第二吸音件6b的重叠量L2之和)被设定为环岸部51A的宽度W的40%以下。如上所述,采用包括第一吸音件6a和第二吸音件6b的一对吸音件6,使该一对吸音件6分离,配置在避开在胎面部1中最容易发热、在直接粘贴吸音件6时容易产生蓄热的环岸部51A的内表面侧的位置,因此能有效地抑制高速行驶时的蓄热,提高高速耐久性,能均衡地改善噪声性能和高速耐久性。
图6是表示由本发明的实施方式构成的充气轮胎的另一改进例的图。如图6所示,在轮胎内表面5与粘接层8之间存在由在充气轮胎的制造过程中附着的微量的脱模剂构成的脱模剂层30。即,从轮胎径向内侧起依次层叠有校正体10(传感器单元20)、粘接层8、脱模剂层30。在轮胎内表面5的至少校正体10(传感器单元20)的固定区域中,脱模剂层30的硅的量为10.0重量%以下,或者脱模剂层30的厚度g为100μm以下为好。
在规定胎面部1的内表面的脱模剂的量时,以作为一般的脱模剂的主要成分的硅的量为指标。可以使用X射线荧光分析法来检测该硅的量,通常X射线荧光分析法中有FP法(基本参数法)和校正曲线法,但在本发明中采用FP法。在测定脱模剂(硅)的量时,在校正体10(传感器单元20)的固定区域的中心点、以该中心点为中心的轮胎周向上两侧的两处以及轮胎宽度方向上两侧的两处共计五处,使用X射线荧光分析装置来测定脱模剂的量,通过对该五处脱模剂的量进行平均来计算出脱模剂层30的硅的量。此外,荧光X射线粒子具有与原子序号成比例的固有能量,能通过测定该固有能量来确定元素。具体而言,硅的固有能量为1.74±0.05keV。需要说明的是,脱模剂(硅)的荧光X射线粒子数(X射线强度)在0.1cps/μA~1.5cps/μA的范围内。
另一方面,可以使用电子显微镜来检测脱模剂层30的厚度g。在用电子显微镜测定脱模剂层30的厚度g时,在校正体10(传感器单元20)的固定区域的中心点、以该中心点为中心的轮胎周向上两侧的两处以及轮胎宽度方向上两侧的两处共计五处,使用电子显微镜测定脱模剂的厚度,通过对该五处的脱模剂的厚度进行平均来计算出脱模剂层30的厚度g(平均厚度)。
作为能在脱模剂层30中配合的成分,例如,可以列举出含有有机硅成分来作为有效成分的成分。作为有机硅成分,可以列举出有机聚硅氧烷类,例如,可以列举出二烷基聚硅氧烷、烷基苯基聚硅氧烷、烷基芳烷基聚硅氧烷、3,3,3-三氟丙基甲基聚硅氧烷等。二烷基聚硅氧烷例如是二甲基聚硅氧烷、二乙基聚硅氧烷、甲基异丙基聚硅氧烷,甲基十二烷基聚硅氧烷。烷基苯基聚硅氧烷例如是甲基苯基聚硅氧烷、二甲基硅氧烷-甲基苯基硅氧烷共聚物、二甲基硅氧烷-二苯基硅氧烷共聚物。烷基芳烷基聚硅氧烷例如是甲基(苯乙基)聚硅氧烷、甲基(苯丙基)聚硅氧烷。这些有机聚硅氧烷类可以并用一种或者两种以上。
接着,对图6中示出的具有脱模剂层30的充气轮胎的制造方法进行说明。在硫化生胎时,预先在气囊覆盖(优选为烘烤涂布)脱模剂,在气囊的外表面形成由脱模剂构成的涂层。在该气囊的外表面形成涂层的工序是例如,在涂布脱模剂后在150℃下保存一个小时、在90℃下保存四个小时或在常温下保存八个小时的条件下同时进行施工。此外,在气囊的外表面形成涂层的工序是在一次以上且三次以下的范围内进行实施。使用如上所述地形成有涂层的气囊来硫化生胎。然后,经由粘接层7将吸音件6贴合于该已硫化轮胎的轮胎内表面5,并且经由粘接层8固定校正体10。如此,使用具备由脱模剂构成的涂层的气囊来进行硫化的情况下,在已硫化的充气轮胎的轮胎内表面5形成脱模剂层30。需要说明的是,在脱模剂层30中,脱模剂未被转印至轮胎内表面5的整个面,而是散布在轮胎内表面的整个面。
代替如上所述使用具备由脱模剂构成的涂层的气囊来进行硫化,也可以是在生胎的硫化工序中,在生胎的内表面涂布脱模剂,使用一般的气囊来进行硫化,之后,对已硫化轮胎的轮胎内表面5照射激光。由此,能去除附着于轮胎内表面5的脱模剂,通过调整该激光的照射量,能成为脱模剂层30中的规定的厚度g或者硅的量。
如上所述,使用具备由脱模剂构成的涂层的气囊进行硫化,或者使用一般的气囊来进行硫化,对该已硫化轮胎的轮胎内表面5照射激光来去除脱模剂,由此,能将利用X射线荧光分析法检测的脱模剂的硅的量设为10.0重量%以下,或者将利用电子显微镜检测的脱模剂的厚度设为100μm以下。在如此使微量的脱模剂附着于轮胎内表面5的情况下,脱模剂阻碍空气从轮胎内表面5透过,改善空气保持性,另一方面,能充分确保轮胎内表面5与校正体10的粘接性。
特别是,优选的是,在气囊的外表面形成涂层的工序中,涂层的包覆时间t(小时)和温度T(℃)满足t≥0.0001T
在图1的实施方式中,示出了将校正体10配置于轮胎内表面5的与胎面部1对应的区域的例子,但并不限定于此。作为其他例子,如图7的(a)所示,可以举例示出将校正体10配置于轮胎内表面5的与胎圈部3对应的区域的情况、如图7的(b)所示,将多个校正体10a、10b配置于轮胎内表面5的与胎面部1对应的区域的情况。此外,在图5的实施方式中,示出了将校正体10配置在第一吸音件6a与第二吸音件6b之间的例子,但也可以举例示出如图7的(c)所示,不将校正体10配置在第一吸音件6a与第二吸音件6b之间,而是配置在这些吸音件6的轮胎宽度方向外侧的情况、如图7的(d)所示,将校正体10配置在轮胎内表面5的与胎圈部3对应的区域的情况。
此外,在图2的实施方式中,示出了使校正体10上的轮胎周向的中心与轻点P一致的例子,但并不限定于此。作为其他例子,可以举例示出如图8的(a)所示,使校正体10中的轮胎周向的中心从轻点P分离的情况。此外,可以举例示出如图8的(b)所示,在轮胎圆周上设置一处缺失部9,将该缺失部9配置在与轻点P对应的范围,并且在缺失部9上配置校正体10的情况、如图8的(c)所示,在轮胎圆周上设置一处缺失部9,将该缺失部9配置在与轻点P对应的范围内,即配置在不含轻点P的位置,并且在轻点P上配置校正体10的情况。需要说明的是,缺失部9是指在轮胎圆周上不存在吸音件6的部分。通过在吸音件6设置缺失部9,能长时间经受由于轮胎充气引起的膨胀、因接地转动引起的粘接面的剪切应变,能有效地缓和在吸音件6的粘接面产生的剪切应变。
实施例
制作实施例1~8的轮胎,轮胎尺寸为275/40R21,在胎面部的内表面沿着轮胎周向贴合有至少一个带状的吸音件,在与包括吸音件的轮胎整体的轻点对应的范围内,对重量不平衡进行校正的校正体固定于轮胎内表面,如表1所示地使吸音件的个数、校正体的轮胎圆周上的位置、校正体的轮胎宽度方向的位置不同。
为了比较,准备了比较例1的轮胎,该比较例1的轮胎在胎面部的内表面贴合有一个吸音件,但除了不具有校正体以外具有与实施例1相同结构。此外,准备了比较例2的轮胎,该比较例2的轮胎在胎面部的内表面贴合有两个吸音件,但除了不具有校正体以外具有与实施例5具有相同结构。
需要说明的是,在表1中,校正体的轮胎圆周上的位置是轮胎圆周上的校正体的位置,绕轮胎主体的中心轴来测定,并以相对于轻点的角度来表示。关于校正体的轮胎宽度方向的位置,在“比接地端靠外侧”的情况下,是轮胎内表面的与胎面部对应的区域内,但配置于比接地端靠轮胎宽度方向外侧。
关于这些试验轮胎,通过下述试验方法,对成品率以及轮胎内表面与校正体的粘接性进行评价,将其结果一并示于表1。
成品率:
分别制造100个各试验轮胎,并组装至轮辋尺寸为21×9.5J的车轮,负荷气压200kPa中的最大载荷的80%的载荷,以10km/h的速度通过转鼓试验机实施了行驶试验。具体而言,测定了符合均匀性和动态平衡的标准值的比例(成品率)。评价结果使用各试验轮胎的成品率,以相对于实施例1~4将比较例1的轮胎的成品率设为100,相对于实施例5~8将比较例2的轮胎的成品率设为100的指数来表示。该指数值越大,意味着成品率越高,轮胎的平衡越优异。
轮胎内表面与校正体的粘接性:
将各试验轮胎分别组装至轮辋尺寸为21×9.5J的车轮,在行驶速度80km/h、气压120kPa、载荷9.8kN、行驶距离6480km的条件下,用转鼓试验机实施了行驶试验后,通过目测确认有无校正体的剥离。评价结果示出了有无校正体的剥离。
由该表1可知,实施例1~8的轮胎与比较例1、2相比,改善了成品率。特别是,在实施例1~3、5~7的轮胎中,没有校正体的剥离。
附图标记说明
1 胎面部
2 侧壁部
3 胎圈部
4 空腔部
5 轮胎内表面
6 吸音件
7、8 粘接层
9 缺失部
10 校正体
20 传感器单元
30 脱模剂层
- 充气轮胎、充气轮胎的模具、二维码的刻印的检查方法、以及制造充气轮胎的方法
- 充气轮胎、充气轮胎的模具、二维码的刻印的检查方法、以及制造充气轮胎的方法