一种激光雷达光路模块化结构
文献发布时间:2023-06-19 10:16:30
技术领域
本发明属于机械设计领域,特别涉及一种激光雷达光路模块化结构及其加工方法。
背景技术
激光雷达在大型装备、零件检测领域具有极其广泛的应用。在使用激光雷达对被测物进行测量的过程中,激光光源发射激光,激光依次通过准直镜A、准直镜B、调焦镜、胶合镜在反射镜表面反射,最终射到被测物表面,从而完成对被测物测量,激光雷达光路如图1所示。为了提高测量精度,需要在不同的测量距离处进行调焦操作,另外各个镜子安装时同轴精度要求较高,设计一套调焦精度高,并且装调方便、可靠的调焦结构至关重要。
准直镜A、准直镜B用于实现对激光光源出射光束的准直,调焦镜实现在测量过程中,不同的测量距离对光束进行调焦,胶合镜实现对光束的汇聚,反射镜将光束进行折转,反射镜旋转可以调整出射光束的方向,增大测量范围。
查阅相关专利,现有的专利中有相关的调焦机构,但是驱动方式都是采用旋转电机,通过皮带、涡轮蜗杆的传动方式实现,带传动中皮带具有弹性,并且容易出现打滑现象,涡轮蜗杆传动由于涡轮蜗杆有间隙,虽然合理的机械设计可以有效的减小间隙,但是不能去除,由于激光雷达调焦过程精度要求高,因此这些传动方式在激光雷达调焦结构设计中都不能适用。另外,激光雷达要求各个镜片同轴,紧靠加工精度保证难以实现,因此,在进行机械设计时,需要同时考虑结构装调,设计相应的调整结构,为了保证整体装调的可行性和高效性,调整结构需要调整方便,整体结构设计需要充分考虑各个部件的装调。因此,如何实现激光雷达整体结构设计、加工、装调的可行性与高效性,是一个亟待解决的技术问题。
发明内容
有鉴于此,本发明提出一种激光雷达光路模块化结构,通过对激光雷达光路进行模块化设计,能够简化整个激光雷达光路的加工、装调过程,提高光路装调精度与装调效率,适用于激光雷达批量化生产。
本发明的技术方案是:一种激光雷达光路模块化结构,包括:光路封装套筒、光源连接组件、准直镜A组件、准直镜B组件、胶合镜组件和调焦机构;所述调焦机构包括调焦镜组件和调焦驱动机构;
所述光源连接组件用于连接激光光源,所述光源连接组件同轴安装在所述光路封装套筒轴向的一端;所述准直镜A组件、准直镜B组件、调焦镜组件和胶合镜组件依次同轴安装在所述光路封装套筒内部,其中所述准直镜A组件位于所述光源连接组件的连接端;所述调焦驱动机构用于驱动所述调焦镜组件沿所述光路封装套筒的轴线移动,以实现调焦。
作为本发明的一种优选方式:所述光路封装套筒的中心孔为具有两个台阶的阶梯孔,令其从孔径较大端到孔径较小端依次为轴段A、轴段B和轴段C;其中轴段A用于安装胶合镜组件,轴段B用于安装调焦镜组件,轴段C用于安装准直镜A组件和准直镜B组件;轴段A、轴段B和轴段C的内圆周面同轴。
作为本发明的一种优选方式:所述调焦驱动机构为直线电机;所述调焦镜组件包括:调焦支架、调焦镜、调焦镜压紧螺母和调焦镜套筒;
所述直线电机的动力输出端与所述调焦支架相连,用于带动所述调焦支架沿所述光路封装套筒的轴向运动;所述调焦支架作为所述调焦镜套筒的安装支架,从所述光路封装套筒外圆周的条形孔伸入光路封装套筒轴段B内部,所述条形孔为所述调焦镜组件的运动通道;
所述调焦镜套筒与所述光路封装套筒轴段B的内圆周面同轴,所述调焦镜压紧螺母将所述调焦镜同轴压紧在所述调焦镜套筒中。
作为本发明的一种优选方式:所述直线电机的动力输出端通过调焦镜调节片与所述调焦支架相连,通过调节所述调焦镜调节片的厚度调节所述调焦镜与所述准直镜A组件、准直镜B组件和胶合镜组件的同轴度。
作为本发明的一种优选方式:所述光源连接组件包括:光源接头和光源支筒;所述光源接头用于固定激光光源,所述光源接头通过接头压紧螺母固定在所述光源支筒的一端,所述光源支筒的另一端与所述光路封装套筒同轴固接;通过修研所述光源支筒的端面保证激光光源与所述准直镜A组件之间的间距。
作为本发明的一种优选方式:所述准直镜A组件A包括:准直镜A压紧螺母、准直镜A和准直镜A套筒;所述准直镜B组件包括:准直镜B压紧螺母、准直镜B和准直镜B套筒;
所述准直镜套筒和准直镜B套筒同轴套装在光路封装套筒轴段C的中心孔内,其中所述准直镜A套筒的一端与准直镜B套筒同轴相对,另一端通过准直镜组件压紧螺母压紧;所述准直镜B套筒的另一端通过光路封装套筒轴段C内的轴肩进行轴向定位;
所述准直镜A压紧螺母将准直镜A同轴压紧在所述准直镜A套筒中;所述准直镜B压紧螺母将准直镜B同轴压紧在所述准直镜B套筒。
作为本发明的一种优选方式:所述胶合镜组件包括:胶合镜、胶合镜套筒和胶合镜压紧螺母;
所述胶合镜套筒同轴套装在所述光路封装套筒轴段A的中心孔内,所述胶合镜套筒的一端通过所述胶合镜筒压紧螺母压紧,另一端通过轴段A内圆周面的轴肩进行轴向定位;所述胶合镜压紧螺母将所述胶合镜同轴压紧在所述胶合镜套筒中。
作为本发明的一种优选方式:所述直线电机的电机座与所述光路封装套筒的外圆周面固接。
有益效果:
(1)将激光雷达光路中的各组件封装在一个套筒中,形成模块化结构,能够使得激光雷达光路装调方便、精度高,简化了整个激光雷达光路的加工、装调过程,提高了光路装调精度与装调效率,适用于激光雷达批量化生产。
(2)调焦机构采用直线电机驱动,能够保证激光雷达调焦过程中的精度要求,同时简化结构。
(3)在对激光雷达光路模块化结构进行加工时,关键零件采用定心车加工工艺,保证镜片与套筒的同轴度,且每个镜组设计相应的调整件,保证镜片之间的间距。
附图说明
图1为激光雷达光路示意图;
图2为本发明的激光雷达管光路模块化结构的示意图;
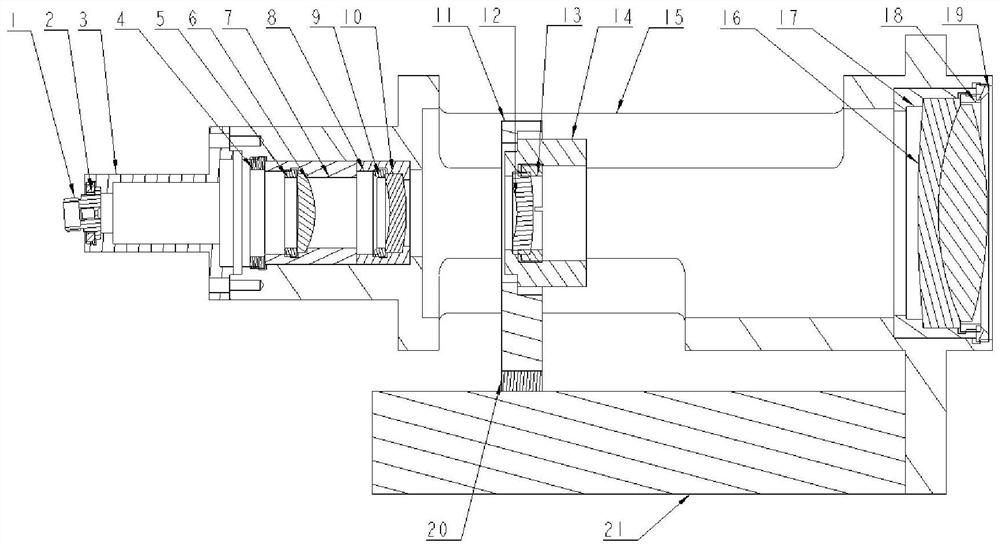
图3为图2的剖视图。
其中:1-光源接头;2-接头压紧螺母;3-光源支筒;4-准直镜组件压紧螺母;5-准直镜A压紧螺母;6-准直镜A;7-准直镜A套筒;8-准直镜B套筒;9-准直镜B压紧螺母;10-准直镜B;11-调焦支架;12-调焦镜;13-调焦镜压紧螺母;14-调焦镜套筒;15-光路封装套筒;16-胶合镜;17-胶合镜套筒;18-胶合镜压紧螺母;19-胶合镜筒压紧螺母;20-调焦镜调节片;21-直线电机
具体实施方式
下面结合附图和实施例,对本发明做进一步的详细说明。
本实施例提供一种加工简单、装调方便、装调精度高的激光雷达光路模块化结构。
如图2和图3所示,该激光雷达光路模块化结构包括:光路封装套筒15、光源连接组件、准直镜A组件、准直镜B组件、胶合镜组件和调焦机构。光源连接组件安装在光路封装套筒15轴向的一端,准直镜A组件、准直镜B组件、调焦机构和胶合镜组件依次同轴安装在光路封装套筒15内部;调焦机构能够沿光路封装套筒15的轴线平移,以实现调焦。
其中光源连接组件包括:光源接头1和光源支筒3;
准直镜A组件包括:准直镜A压紧螺母5、准直镜A6和准直镜A套筒7;
准直镜B组件包括:准直镜B压紧螺母9、准直镜B10和准直镜B套筒8;
胶合镜组件包括:胶合镜16、胶合镜套筒17和胶合镜压紧螺母18;
调焦机构包括:调焦支架11、调焦镜12、调焦镜压紧螺母13、调焦镜套筒14、调焦镜调节片20和直线电机21。
光路封装套筒15为该模块化结构的主框架,其中心孔为具有两个台阶的阶梯孔,令其从孔径较大端到孔径较小端依次为轴段A、轴段B和轴段C,其中轴段A用于安装胶合镜组件,轴段B用于安装调焦机构,轴段C用于安装准直镜组件(包括准直镜A组件和准直镜B组件);在轴段B圆周面的两相对端沿其轴向加工有条形孔,作为调焦机构的运动通道。加工光路封装套筒15时需要保证安装准直镜A套筒7、准直镜B套筒8处的内圆周面(即轴段C的内圆周面)与用于安装胶合镜套筒17处的内圆周面(即轴段A的内圆周面)同轴,上述两处内圆周面的同轴度直接影响准直镜A6、准直镜B10与胶合镜16的同轴度。
光源连接组件用于连接激光光源,其中光源接头1用于固定激光光源,光源接头1通过接头压紧螺母2固定在光源支筒3的一端,光源支筒3的另一端与光路封装套筒15的轴段C通过螺钉固接。光源支筒3的长度由激光光源与准直镜A6的设计间距所决定,通过修研光源支筒3的端面保证激光光源与准直镜A6之间的间距。
准直镜A组件和准直镜B组件通过准直镜组件压紧螺母4同轴压紧安装在光路封装套筒15轴段C的中心孔内;其中准直镜A套筒7和准直镜B套筒8同轴套装在光路封装套筒15轴段C的中心孔内,准直镜A套筒7的一端与准直镜B套筒8同轴相对,另一端通过准直镜组件压紧螺母4压紧;准直镜B套筒8的另一端通过光路封装套筒15轴段C内的轴肩进行轴向定位。准直镜A压紧螺母5将准直镜A6固定于准直镜A套筒7中(即准直镜A6一端通过准直镜A压紧螺母5压紧,另一端通过准直镜A套筒7内圆周面的轴肩进行轴向定位);加工准直镜A套筒7时,先加工其内孔,准直镜A压紧螺母5将准直镜A6固定于准直镜A套筒7中之后,采用定心车工艺的方式加工准直镜A套筒7外圆周面,边加工边测量,从而保证准直镜A6与准直镜A套筒7同轴。
准直镜B组件安装在光路封装套筒15轴段C的中心孔内准直镜A组件的后侧(以光源接头1所在侧为前侧),其中准直镜B套筒8同轴套装在光路封装套筒15轴段C的中心孔内,准直镜B压紧螺母9将准直镜B10固定于准直镜B套筒8中(即准直镜B10一端通过准直镜B压紧螺母9压紧,另一端通过准直镜B套筒8内圆周面的轴肩进行轴向定位);加工准直镜B套筒8时,先加工其内孔,准直镜B压紧螺母9将准直镜B10固定于准直镜B套筒8中之后,采用定心车工艺的方式加工准直镜B套筒8外圆周面,边加工边测量,从而保证准直镜B10与准直镜B套筒8同轴。
胶合镜组件同轴安装在光路封装套筒15轴段A的中心孔内;其中胶合镜套筒17同轴套装在光路封装套筒15轴段A的中心孔内,胶合镜套筒17的一端通过胶合镜筒压紧螺母19压紧,另一端通过轴段A内圆周面的轴肩进行轴向定位;胶合镜压紧螺母18将胶合镜16固定于胶合镜套筒17中(即胶合镜16一端通过胶合镜压紧螺母18压紧,另一端通过胶合镜套筒17内圆周面的轴肩轴向限位);加工胶合镜套筒17时,先加工其内孔,胶合镜压紧螺母18将胶合镜16固定于胶合镜套筒17中之后,采用定心车工艺的方式加工胶合镜套筒17外圆周面,边加工边测量,从而保证胶合镜16与胶合镜套筒17同轴。
采用定心车的加工方式很容易保证各个镜片和与之对应的套筒的同轴度,光路封装套筒15加工保证自身各部分内圆周面同轴,由此保证准直镜A6、准直镜B10、胶合镜16同轴;安装时,先安装准直镜B组件,再安装准直镜A组件,最后安装胶合镜组件;由于加工存在偏差,通过修研准直镜A套筒7端面保证准直镜A6与准直镜B10的间距,同理通过修研胶合镜套筒17的端面保证胶合镜16与准直镜B10的间距。
调焦机构中除直线电机21外的部分安装在光路封装套筒15轴段B的中心孔内;其中直线电机21安装在光路封装套筒15外部,直线电机21的电机座与光路封装套筒15的外圆周面固接;直线电机21的动力输出端通过调焦镜调节片20与调焦支架11相连,从而带动调焦支架11沿光路封装套筒15的轴向运动。调焦支架11作为调焦镜套筒14的安装支架,从光路封装套筒15轴段B外圆周的条形孔伸入光路封装套筒15内部;调焦镜套筒14与光路封装套筒15轴段B同轴,调焦镜压紧螺母13将调焦镜12固定于调焦镜套筒14之中(即调焦镜12一端通过调焦镜压紧螺母13压紧,另一端通过调焦镜套筒14内圆周面的轴肩轴向限位)。通过修研调焦镜调节片20以调节调焦镜调节片20的厚度保证在整个调焦运动范围内,调焦镜12与准直镜A6、准直镜B10、胶合镜16同轴,从而保证各个镜片之间的同轴度。
该模块化结构中,准直镜A6与准直镜A套筒7同轴、准直镜B10与准直镜B套筒8同轴、胶合镜16与胶合镜套筒17同轴均通过定心车工艺保证,这三个组件的整体同轴度由光路封装套筒15与准直镜A套筒7、准直镜B套筒8处的内圆周面与胶合镜套筒17处的内圆周面的同轴加工精度保证。调焦镜12与其它镜片的同轴通过修研调焦镜调节片20保证。
该激光雷达光路模块化结构在设计过程中充分考虑加工与装调工艺,各个零件加工过程简单,加工精度得到保证,在结构装调时,每个镜片都设计了相应的装调部分,通过修研相关的调整件可以保证各个镜片的安装精度,最终保证整个光路模块装调精度。
虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之作一些修改或改进,这对本领域技术人员而言是显而易见的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
- 一种激光雷达光路模块化结构
- 一种激光雷达的光路系统及一种激光雷达