高精度定位的三辊定心装置及其定位调整方法
文献发布时间:2023-06-19 10:18:07
技术领域
本发明涉及一种无缝钢管生产设备,特别涉及一种高精度定位的三辊定心装置及其定位调整方法。
背景技术
无缝钢管穿孔机组在穿孔轧制钢管时,主要使用的轧制工具有轧辊、顶头、导板等变形工具;两轧辊上下或左右布置的,在空间上形成对管坯的送进角和碾轧角,导板左右或上下布置,两导板与两轧辊形成封闭的轧制孔型,顶头被安装在顶杆头部,顶杆通过顶头顶接在被穿孔的实心管坯上,实心管坯在两轧辊的碾压下,一边被轧制一边旋转,轧制成形的毛管套接在顶杆上;在穿管轧制中,必须保证顶杆及顶头处于两轧辊与两导板所形成的环形轧制空间的中心位置上,也就是轧制中心线上,为了达到此目的,现有技术是在机架上等间隔地设置若干个三辊定心装置,通过三辊定心装置的三个定心辊同步夹持顶接顶杆,以保证顶杆在穿孔轧制中始终处于轧制中心线上;传统的三辊定心装置结构为:在同一定心装置底架上设置有三个定心辊,三定心辊子在空间上,彼此间隔120度弧度设置,该三个定心辊子通过连杆机构,实现同步对顶杆的夹持,或同步张开后移离顶杆的动作,连杆机构的同步动作及安装精度,直接决定顶杆在轧制中心线上的准确定位,现有的三辊定心装置存在以下问题:(1)连杆机构关节部位采用铜套或关节轴承,存在寿命短的缺陷,工作中需要频繁更换;连杆机构存在机械安装配合误差,不能保证三个轧辊的定位位置的高精度实现,在运行过程中,还会出现新的位置偏差;(2)三个辊子在夹持顶杆时,定心辊子与顶杆为线接触,存在定心稳定性差的问题;(3)当顶杆与毛管回退时,三个定心辊子无法为顶杆及毛管提供回退输送轨道,现有技术是在轧制线上另外单独设置回退输送辊道,来完成其回退的,导致设备结构复杂和设备投资成本大。
发明内容
本发明提供了一种高精度定位的三辊定心装置及其定位调整方法,解决了现有设备存在的定位精度低和定位辊无法为回退毛管提供回退输送轨道的技术问题。
本发明是通过以下技术方案解决以上技术问题的:
本发明的总体构思为:改变穿孔机上传统的通过连杆机构同步驱动三个辊子的结构,将每个定心辊子连接在各自的独立伺服缸的活塞上,三个辊子在空间上互成120°弧度间隔布置,三个独立伺服缸连通于同一液压系统上,通过控制液压系统的液压油,实现三个独立伺服缸活塞的同步伸出和缩回,本发明的定位精度可达微米级,保证了顶杆与轧制中心线的完全重合,避免了机械磨损,提高了定心辊的使用寿命;在独立伺服缸活塞的另一端连接液压马达,通过控制液压马达实现活塞的旋转,通过各自伺服缸上连接的各自液压马达,实现了三个辊子的各自角度的单独调整,进而实现了定心辊子与轧制线之间角度的改变;当顶杆带着毛管回退时,将定心辊子旋转到与顶杆相互垂直的状态,使定心辊子可作为输送辊使用,设备中无需再设置回退输送辊道,实现了利用定心辊子进行毛管回退的操作;此外,本发明还将定心辊的辊面设置成向内凹回的曲面,定心辊子在夹持顶杆或毛管的导向过程中,定心辊子与顶杆在圆周方向形成了包络线接触,使毛管旋转前进中稳定性大大增强,提高了穿孔毛管质量,同时降低了毛管轧制的壁厚偏差。
一种高精度定位的三辊定心装置,包括液压系统、机架底板,在机架底板上彼此平行地固定设置有后立板和前立板,在后立板的顶端设置有后立板U形槽,在前立板的顶端设置有前立板U形槽,后立板U形槽与前立板U形槽对应设置,在后立板与前立板之间,分别固定设置有底部伺服缸安装板、左伺服缸安装板和右伺服缸安装板,在机架底板上设置有底部伺服缸穿过通孔,底部伺服缸安装板的中垂线、左伺服缸安装板的中垂线和右伺服缸安装板的中垂线,在空间上彼此互成120度角度,在底部伺服缸安装板上,设置有底部伺服缸,在左伺服缸安装板上,设置有左伺服缸,在右伺服缸安装板上,设置有右伺服缸,在与底部伺服缸的活塞连接的内侧伸出杆上,连接有底部定心辊子,在与左伺服缸的活塞连接的内侧伸出杆上,连接有左定心辊子,在与右伺服缸的活塞连接的内侧伸出杆上,连接有右定心辊子,在底部定心辊子、左定心辊子和右定心辊子之间,设置有顶杆,在顶杆上设置有毛管,底部伺服缸的下端,穿过底部伺服缸穿过通孔后,设置在机架底板的下方;在与底部伺服缸的活塞连接的外侧伸出杆上,连接有底部涡轮减速机,在底部涡轮减速机上连接有底部液压马达,在与左伺服缸的活塞连接的外侧伸出杆上,连接有左涡轮减速机,在左涡轮减速机上连接有左液压马达,在与右伺服缸的活塞连接的外侧伸出杆上,连接有右涡轮减速机,在右涡轮减速机上连接有右液压马达;底部伺服缸、左伺服缸和右伺服缸均与液压系统连通在一起。
在与底部伺服缸的活塞连接的外侧伸出杆的外端部、在与左伺服缸的活塞连接的外侧伸出杆的外端部和在与右伺服缸的活塞连接的外侧伸出杆的外端部,均设置有花键,在底部涡轮减速机上、在左涡轮减速机上和右涡轮减速机上,均设置有空心输出轴,与活塞连接的外侧伸出杆的外端是通过花键与空心输出轴机械连接在一起的;底部定心辊子的辊面、左定心辊子的辊面和右定心辊子的辊面,均为向内凹回的曲面。
在外侧伸出杆上设置有位置传感器探头伸入孔,在外侧伸出杆的外侧端连接有位置传感器,位置传感器的传感器探杆设置在位置传感器探头伸入孔中,位置传感器与液压系统电连接在一起。
一种高精度定位的三辊定心装置的定位调整方法,其特征在于以下步骤:
第一步、根据被轧制的毛管的外径,分别确定底部定心辊子、左定心辊子和右定心辊子与毛管之间所形成的送进角和碾轧角,并分别通过底部液压马达、左液压马达和右液压马达,旋转三个定心辊中的活塞,在毛管轧制过程中,使定心辊子与顶杆在圆周上形成包络线接触;
第二步、通过液压系统,向三个伺服缸中注入液压油,伺服缸中的活塞带动三个定心辊同步对顶杆形成夹持,完成在穿孔时对顶杆的稳定定位;
第三步、当被轧制的毛管沿顶杆旋转到三个定心辊子夹持处时,通过液压系统,控制三个定心辊子同步向外升起一定距离,使毛管通过,并形成对毛管的限位;
第四步、当毛管被轧制完成后,分别通过底部液压马达、左液压马达和右液压马达,将底部定心辊子的中心轴线、左定心辊子的中心轴线和右定心辊子的中心轴线,调整到与顶杆的中心轴线垂直的位置,使底部定心辊子、左定心辊子和右定心辊子组成顶杆及毛管的回退输送辊道。
本发明具有结构简单,省去了三辊的同步连杆机构,伺服缸提高了定心辊的定位精度,由于三个辊子角度均可调,采用具有包络线的弧形辊面,在抱顶杆及抱毛管过程中,通过实时角度调整,实现了与顶杆及毛管的包络接触,提高了顶杆的稳定性,同时在毛管通过过程中,由于毛管直径大于顶杆直径,可以实时通过改变辊子角度,使构成的环形空间更好的约束毛管,提高毛管旋转前进的稳定性;由于采用伺服缸驱动,穿管环形空间的大小可以实时调整,当管头到来前,环形空间设置值放大,管头通过后,环形空间在伺服缸的控制下减小,提高对毛管的导向稳定性,进而提高了毛管的壁厚均匀度;同时对于三个辊子中的下辊,可以实现一辊多用的功能,轧制过程中用来稳定顶杆,稳固毛管,抛钢后顶杆回退过程中,通过旋转角度变为支撑输送辊道使用。
附图说明
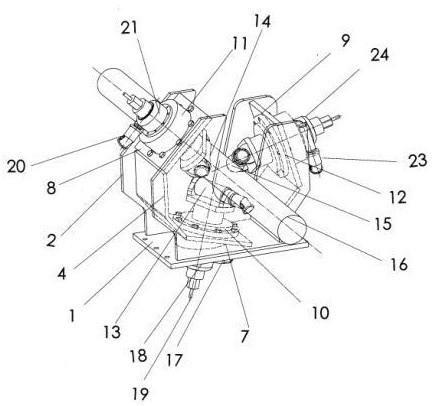
图1是本发明的结构示意图;
图2是本发明的三辊定心装置架体的结构示意图;
图3是本发明的三个定心辊子顶接在顶杆16上的结构示意图;
图4是本发明的三个定心辊子顶接在毛管26上的结构示意图;
图5是本发明的三个定心辊子与毛管26顶接组成包络线的结构示意图;
图6是本发明的液压缸体与涡轮减速机的空心输出轴29的配合关系图;
图7是定心辊子组成顶杆16及毛管26的回退输送辊道时的结构示意图。
具体实施方式
下面结合附图对本发明进行详细说明:
一种高精度定位的三辊定心装置,包括液压系统、机架底板1,在机架底板1上彼此平行地固定设置有后立板2和前立板4,在后立板2的顶端设置有后立板U形槽3,在前立板4的顶端设置有前立板U形槽5,后立板U形槽3与前立板U形槽5对应设置,在后立板2与前立板4之间,分别固定设置有底部伺服缸安装板7、左伺服缸安装板8和右伺服缸安装板9,在机架底板1上设置有底部伺服缸穿过通孔6,底部伺服缸安装板7的中垂线、左伺服缸安装板8的中垂线和右伺服缸安装板9的中垂线,在空间上彼此互成120度角度,在底部伺服缸安装板7上,设置有底部伺服缸10,在左伺服缸安装板8上,设置有左伺服缸11,在右伺服缸安装板9上,设置有右伺服缸12,在与底部伺服缸10的活塞连接的内侧伸出杆上,连接有底部定心辊子13,在与左伺服缸11的活塞连接的内侧伸出杆上,连接有左定心辊子14,在与右伺服缸12的活塞连接的内侧伸出杆上,连接有右定心辊子15,在底部定心辊子13、左定心辊子14和右定心辊子15之间,设置有顶杆16,顶杆16依次穿过后立板U形槽3和前立板U形槽5,在顶杆16上设置有毛管26,底部伺服缸10的下端,穿过底部伺服缸穿过通孔6后,设置在机架底板1的下方;在与底部伺服缸10的活塞连接的外侧伸出杆上,连接有底部涡轮减速机18,在底部涡轮减速机18上连接有底部液压马达17,在与左伺服缸11的活塞连接的外侧伸出杆上,连接有左涡轮减速机21,在左涡轮减速机21上连接有左液压马达20,在与右伺服缸12的活塞连接的外侧伸出杆上,连接有右涡轮减速机24,在右涡轮减速机24上连接有右液压马达23;底部伺服缸10、左伺服缸11和右伺服缸12均与液压系统连通在一起;三个伺服缸为液压缸。
在与底部伺服缸10的活塞连接的外侧伸出杆27的外端部、在与左伺服缸11的活塞连接的外侧伸出杆的外端部和在与右伺服缸12的活塞连接的外侧伸出杆的外端部,均设置有花键28,在底部涡轮减速机18上、在左涡轮减速机21上和右涡轮减速机24上,均设置有空心输出轴29,与活塞连接的外侧伸出杆的外端是通过花键28与空心输出轴29机械连接在一起的;底部定心辊子13的辊面、左定心辊子14的辊面和右定心辊子15的辊面,均为向内凹回的曲面。
在外侧伸出杆27上设置有位置传感器探头伸入孔22,在外侧伸出杆27的外侧端连接有位置传感器19,位置传感器19的传感器探杆25设置在位置传感器探头伸入孔22中,位置传感器19与液压系统电连接在一起。
一种高精度定位的三辊定心装置的定位调整方法,其特征在于以下步骤:
第一步、根据被轧制的毛管26的外径,分别确定底部定心辊子13、左定心辊子14和右定心辊子15与毛管26之间所形成的送进角和碾轧角,并分别通过底部液压马达17、左液压马达20和右液压马达23,旋转三个定心辊中的活塞,在毛管轧制过程中,使定心辊子与顶杆16在圆周上形成包络线接触;
第二步、通过液压系统,分别通过缸体上腔入油口31和缸体下腔入油口32,向三个伺服缸中注入液压油,伺服缸中的活塞30带动三个定心辊同步对顶杆16形成夹持,完成在穿孔时对顶杆16的稳定定位;
第三步、当被轧制的毛管沿顶杆16旋转到三个定心辊子夹持处时,通过液压系统,控制三个定心辊子同步向外升起一定距离,使毛管26通过,并形成对毛管26的限位;
第四步、当毛管被轧制完成后,分别通过底部液压马达17、左液压马达20和右液压马达23,将底部定心辊子13的中心轴线、左定心辊子14的中心轴线和右定心辊子15的中心轴线,调整到与顶杆16的中心轴线垂直的位置,使底部定心辊子13、左定心辊子14和右定心辊子15组成顶杆16及毛管26的回退输送辊道。
- 高精度定位的三辊定心装置及其定位调整方法
- 一种基于三辊定心原理的齿轮定位加工装置及其使用方法