一种物料配送方式优化系统
文献发布时间:2023-06-19 10:21:15
技术领域
本发明涉及工业生产和物料配送的技术领域,具体为一种物料配送方式优化系统。
背景技术
随着社会经济的发展和产品的多样化,企业需要以更低的成本、更短的时间来准确响应客户的需求。产品的生产过程以零部件装配为主,生产线的物料配送过程是至关重要的环节。
专利CN110171686A通过研究企业内生产物料的配送模式和岗位节拍,公开了一种包括上料区、若干用料工作区、物料输送网络、物料缓存区和传输控制组件的物流配送系统。
专利CN110921323A研究了铁路货车制造行业产品物料的配送方式,公开了一种包括车体、托架、平移横梁和电磁铁的自动化物料配送装置。
目前物料配送装置与系统研究已取得一定成果,但针对物料配送方式的研究仍需进一步深入。因此,提出可行的物料配送方式优化系统以减小企业的物流成本,具有重要的研究意义。
发明内容
本发明的目的是:针对现有技术中物料配送效率低的问题,提出一种物料配送方式优化系统。
本发明为了解决上述技术问题采取的技术方案是:
一种物料配送方式优化系统,包括:由功能运行子系统组成的物料配送网络,所述功能运行子系统包括配送数据采集模块、批量配送成本计算模块、kit配送成本计算模块和物料配送总成本优化分析模块;
所述配送数据采集模块用于获取生产车间内部各区之间的距离、不同类型物料的取货时长、不同职能工作人员的工资数据;
所述批量配送成本计算模块用于根据配送数据采集模块采集的数据计算批量配送下的线边堆放区的存储成本、从物料存储区到线边堆放区的搬运成本、生产线人员的拣料成本以及理货人员的供料成本;
所述kit配送成本计算模块用于根据配送数据采集模块采集的数据计算kit配送下的线边堆放区的存储成本、从组装区到线边堆放区的搬运成本、生产线人员的拣料成本、理货人员的供料成本和kit的组装成本;
所述物料配送总成本优化分析模块用于根据批量配送成本计算模块及kit配送成本计算模块得到的数据建立配送总成本模型,并利用枚举算法对配送总成本模型求解得到最终配送方式。
进一步的,所述批量配送下的线边堆放区的存储成本C
其中,
进一步的,所述批量配送下的从物料存储区到线边堆放区的搬运成本C
其中,
进一步的,所述批量配送下的生产线人员的拣料成本C
其中,
进一步的,所述批量配送下的理货人员的供料成本C
其中,
进一步的,所述kit配送下的线边堆放区的存储成本CC
其中,
进一步的,所述kit配送下的从组装区到线边堆放区的搬运成本CC
其中,D
进一步的,所述kit配送下的生产线人员的拣料成本CC
其中,d
进一步的,所述kit配送下的理货人员的供料成本CC
其中,
进一步的,所述kit配送下的kit的组装成本CC
其中,Z
进一步的,所述配送总成本模型的目标函数表示为:
CoST=min(C
约束条件为:
决策变量为:
其中,B
本发明的有益效果是:
本发明以配送过程的总成本最小为目标,提出了物料配送方式优化系统,能够以更低的成本准确响应客户的需求,减少物料配送总成本,为企业带来更多的经济收益,提高配送效率。
附图说明
图1为本发明系统模块组成示意图;
图2为本发明系统的批量配送成本计算模块组成示意图;
图3为本发明系统的kit配送成本计算模块组成示意图;
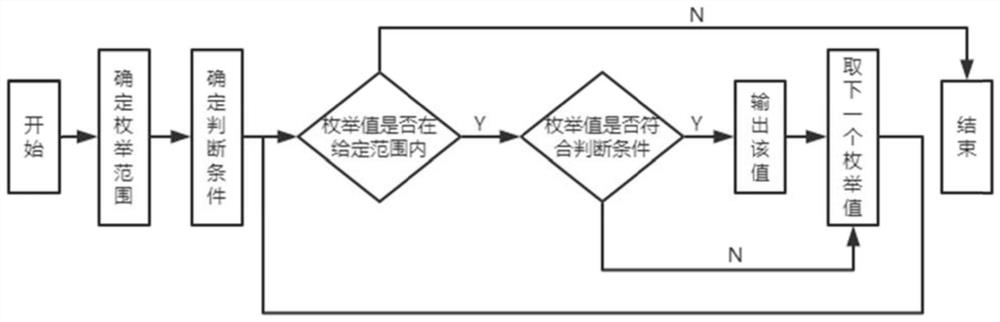
图4为枚举算法的流程图。
具体实施方式
需要特别说明的是,在不冲突的情况下,本申请公开的各个实施方式之间可以相互组合。
具体实施方式一:参照图1具体说明本实施方式,本实施方式所述的一种物料配送方式优化系统,其特征在于包括:由功能运行子系统1组成的物料配送网络,所述功能运行子系统1包括:配送数据采集模块10、批量配送成本计算模块20、kit配送成本计算模块30和物料配送总成本优化分析模块40;
所述配送数据采集模块10用于获取生产车间内部各区之间的距离、不同类型物料的取货时长、不同职能工作人员等工资数据;
所述批量配送成本计算模块20用于根据配送数据采集模块采集的数据计算批量配送下的线边堆放区的存储成本、从物料存储区到线边堆放区的搬运成本、生产线人员的拣料成本以及理货人员的供料成本;
所述kit配送成本计算模块30用于根据配送数据采集模块采集的数据计算kit配送下的线边堆放区的存储成本、从组装区到线边堆放区的搬运成本、生产线人员的拣料成本、理货人员的供料成本和kit的组装成本;
所述物料配送总成本优化分析模块40用于根据批量配送成本计算模块及kit配送成本计算模块得到的数据建立配送总成本模型,并利用枚举算法对配送总成本模型求解得到最终配送方式。
批量配送和kit配送下相关数据采集模块10
对生产公司进行实地考察,了解批量配送下和kit配送下物料配送的具体流程。与工作人员进行沟通交流并结合网络上已有的数据和经验,掌握生产车间内部各区之间的距离、不同类型物料的取货时长、不同职能工作人员的工资等相关参数的第一手资料。
批量配送下的配送成本计算模块20
如图2所示,所述的批量配送下的配送成本计算模块20包括四个单元:线边堆放区存储成本单元210、从物料存储区到线边堆放区搬运成本单元220、生产线人员拣料成本单元230以及理货人员供料成本单元240。
(1)线边堆放区存储成本单元210
在批量配送中,线边堆放区存储的是以纸箱形式包装的物料和以托盘形式包装的物料。生产N个产品时,工位j对应的线边堆放区内存放物料i的纸箱和托盘数量分别为
其中,
则批量配送下,线边堆放区的存储成本C
其中,C
(2)从物料存储区到线边堆放区搬运成本单元220
批量配送下,从物料存储区到线边堆放区的搬运成本C
其中,
(3)生产线人员拣料成本单元230
批量配送下,生产线人员的拣料成本C
其中,
(4)理货人员供料成本单元240
批量配送下,理货人员的供料成本C
其中,
kit配送下的配送成本计算模块30
如图3所示,所述的kit配送下的配送成本计算模块30包括五个单元:线边堆放区存储成本单元310、从组装区到线边堆放区搬运成本单元320、生产线人员拣料成本单元330、理货人员供料成本单元340和kit组装成本单元350。
(1)线边堆放区存储成本单元310
kit配送下,线边堆放区的存储成本CC
其中,
(2)从组装区到线边堆放区搬运成本单元320
kit配送下,从组装区到线边堆放区的搬运成本CC
其中,D
(3)生产线人员拣料成本单元330
kit配送下,生产线人员的拣料成本CC
其中,d
(4)理货人员供料成本单元340
kit配送下,理货人员的供料总成本CC
其中,
(5)kit组装成本单元350
kit的组装成本CC
其中,Z
物料配送总成本优化分析模块40
以配送总成本最小为目标的物料配送方式优化系统所涉及的配送总成本模型,其目标函数为
COST=min(C
约束条件为:
决策变量为:
其中,B
实施例:
通过批量配送和kit配送下相关数据采集模块10对生产公司进行实地考察,了解批量配送下和kit配送下物料配送的具体流程。与工作人员进行沟通交流并结合网络上已有的数据和经验,掌握生产车间内部各区之间的距离、不同类型物料的取货时长、不同职能工作人员的工资等相关参数的第一手资料。本实施例以某种型号的电脑为研究对象,涉及的物料品项数为451种,生产线呈“U”型,涉及27个工位。在此仅列出固定参数的值,如下表所示。
批量配送下的配送成本计算模块20所涉及的成本有四项:线边堆放区的存储成本、从物料存储区到线边堆放区的搬运成本、生产线人员的拣料成本和理货人员的供料成本。
kit配送下的配送成本计算模块30涉及的成本有五项:线边堆放区的存储成本、从组装区到线边堆放区的搬运成本、生产线人员的拣料成本、理货人员的供料成本和kit的组装成本。
本发明通过仿真实验,采用枚举算法(其基本思想如附图4所示),通过物料配送总成本优化分析模块40对物料配送方式优化系统所涉及的配送总成本模型进行求解。本实施例求解得到的结果如下表所示。
注:“——”表示该情况下没有对应的成本项。
由上表可知,在四种不同的情形下,物料全部进行批量配送所花费的成本最大,其次是物料全部采用kit配送的成本。电脑生产所需的各类物料,无论采用单一的批量配送还是kit配送都无法成为最佳的配送方式,只有将两种配送方式结合起来考虑,才能有效降低配送成本。
需要注意的是,具体实施方式仅仅是对本发明技术方案的解释和说明,不能以此限定权利保护范围。凡根据本发明权利要求书和说明书所做的仅仅是局部改变的,仍应落入本发明的保护范围内。
- 一种物料配送方式优化系统
- 一种物料资源采购需求平衡优化系统和方法