一种用于玻璃成型区厚度风流量控制的装置及方法
文献发布时间:2023-06-19 10:22:47
技术领域
本发明涉及基板玻璃制造领域,具体涉及一种用于玻璃成型区厚度风流量控制的装置及方法。
背景技术
在基板玻璃制造过程中,熔融的玻璃液经过铂金通道进入马弗炉,从溢流槽内流下,熔融玻璃在主体两边的槽的顶部溢出以形成两块半片玻璃板,玻璃板向下流动并随后沿着溢流体的外表面流下,在溢流体的底部或根部汇合,在那里它们熔合在一起形成单块玻璃板。再经过成型区定型,具有一定宽度、厚度的玻璃,但此时玻璃的厚度依然没有达到要求,经常会出现局部偏厚或偏薄,这是就要通过成型区厚度风管对玻璃局部进行增风或者减风来调节局部厚度。
目前产线上使用的吹风装置是在马弗炉插入吹风管,在吹风管上安装旋钮开关,并通过转动旋钮开关来控制吹风的流量大小。但是,采用这样的控制方法控制精度低、人员操作易发生危险。
发明内容
为了克服现有技术中存在的缺点和不足,本发明提出了一种用于玻璃成型区厚度风流量控制的装置及方法。
为实现上述目的,采用如下技术方案:
一种用于玻璃成型区厚度风流量控制的装置,包括上位机和下位机,所述下位机连接有驱动电机,所述驱动电机用于调节流量调节阀;所述流量调节阀设置于吹风管上,所述吹风管的近端连接有吹风箱体,吹风管的远端伸入马弗炉成型区,用于对玻璃进行吹风;所述上位机用于向下位机发出指令,所述下位机通过控制所述驱动电机来调节所述流量调节阀进而控制吹风管远端输出的风量大小。
优选的,所述吹风管上还设置有监控模块,所述监控模块连接所述下位机,用于采集吹风管输出的风量大小,并将风量大小的数据传输至下位机。
优选的,所述监控模块采用风管流量计,所述风管流量计位于所述流量调节阀的下游。
优选的,还包括报警模块,所述报警模块连接所述下位机。
优选的,所述报警模块采用声音报警器。
优选的,所述上位机用于输入指令,输入所述吹风管输出风量的目标值。
优选的,所述上位机还用于接收所述下位机的风量大小数据,将所述风量大小数据以曲线的形式显示。
优选的,所述上位机用于依据所述风量大小数据曲线对所述吹风管输出风量的大小进行调整,使风量大小数据曲线为一条直线。
优选的,所述上位机为触摸屏,所述下位机为PLC。
本发明的另一个技术方案是:
一种用于玻璃成型区厚度风流量控制的方法,基于所述的装置,包括:
通过上位机输入想要调整的风量大小,所述上位机向下位机发出指令,所述下位机发送信号给驱动电机,所述驱动电机驱动流量调节阀,调节流量调节阀的开合程度大小,进而调整吹风管输出风量大小。
本发明的有益效果在于:
1、本发明实施例提供的流量控制装置,能够通过上位机输入要调整的风量大小,下位机将数字信号传输给驱动电机,驱动电机将数字信号转化为调节信号驱动流量调节阀开合程度大小,以控制吹风量大小。风量大小微调精确度高,人员不易烫伤。
2、本发明实施例提供的流量控制装置,若因外界干扰出现风量波动较大会及时报警,技术人员可以及时发现问题,解决问题。
3、本发明实施例提供的流量控制装置,报警模块报警时,上位机发出指令自动对风量调整,使风量稳定在设定值上。保证了成型区局部厚度能够有效及时的调整。
附图说明
构成本申请的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
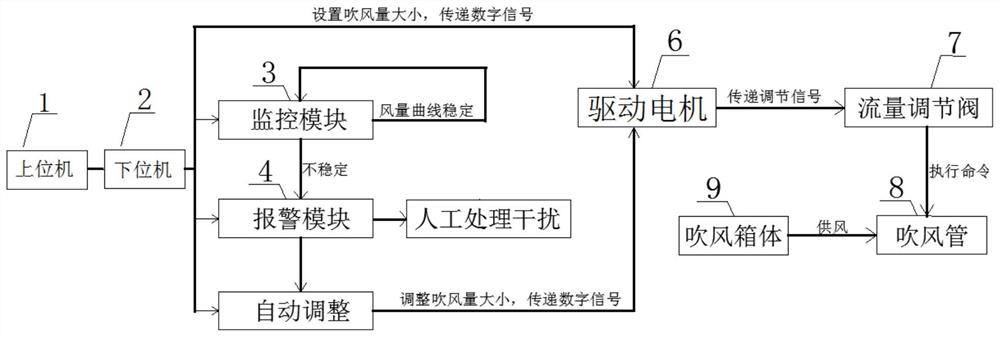
图1为本发明实施例方法的逻辑框图;
图2为本发明实施例中成型区玻璃厚度正常时结构简图;
图3为本发明实施例中成型区玻璃局部厚度不均匀时结构简图;
图中,1-上位机;2-下位机;3-监控模块;4-报警模块;6-驱动电机;7-流量调节阀;8-吹风管;9-吹风箱体;12-正常玻璃;13-局部厚度不均匀玻璃。
具体实施方式
下面将参考附图并结合实施例来详细说明本发明。需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。
以下详细说明均是示例性的说明,旨在对本发明提供进一步的详细说明。除非另有指明,本发明所采用的所有技术术语与本申请所属领域的一般技术人员的通常理解的含义相同。本发明所使用的术语仅是为了描述具体实施方式,而并非意图限制根据本发明的示例性实施方式。
本发明实施例提供了一种用于玻璃成型区厚度风流量控制的装置及方法,该流量控制装置能够通过上位机1输入要调整的风量大小,下位机2将数字信号传输给驱动电机6,驱动电机6将数字信号转化为调节信号驱动流量调节阀7开合程度大小,以控制吹风量大小。同时具备监测、报警和自动调整风量大小功能。克服了现有技术中直接通过旋转开关手动调节厚度风存在的风量大小微调困难,人员易烫伤,人员主观判断和调节误差导致调节精准度不高,风量时大时小的不稳定现象。同时其监测、报警及自动调整功能也很好的保证了在突发情况下成型区局部厚度的稳定性。
如图1所示,一种用于玻璃成型区厚度风流量控制的装置,包括上位机1和下位机2,所述上位机1为触摸屏,所述下位机2为PLC。所述下位机2连接有驱动电机6,所述驱动电机6用于调节流量调节阀7;所述流量调节阀7设置于吹风管8上,吹风管8的近端置于吹风箱体9外端通过软连接管连接于高压空气管,吹风管8远端伸入马弗炉成型区,对玻璃进行吹风,以调节玻璃厚度。所述上位机1用于向下位机2发出指令,所述下位机2通过控制所述驱动电机6来调节所述流量调节阀7进而控制吹风管8远端输出的风量大小。驱动电机6,用于将电脑控制系统传递的数字信号转变为控制风量调节阀的调节信号,以驱动流量调节阀7开合大小。通过数字控制流量调节阀7开合程度大小,能够让固定数值的风量稳定的输出,解决因风量不稳定造成玻璃厚度调节不准确的问题。上位机1输入风量目标值,可精确到小数点后2位,调整精度高,能完成风量大小微调的任务。
所述吹风管8上还设置有监控模块3,所述监控模块3连接所述下位机2,用于采集吹风管8输出的风量大小,并将风量大小的数据传输至下位机2。所述监控模块3采用风管流量计,所述风管流量计位于所述流量调节阀7的下游。
还包括报警模块4,所述报警模块4采用声音报警器。所述报警模块4连接所述下位机2。当厚度风流量因外界因素干扰不稳定时,报警模块4报警,提醒技术人员及时处理问题,同时将信息传递给下位机2。
所述上位机1用于输入指令,控制所述吹风管8输出风量的大小,所述上位机1还用于接收所述下位机2的风量大小数据,将所述风量大小数据以曲线的形式显示。所述上位机1用于依据所述风量大小数据曲线对所述吹风管8输出风量的大小进行调整,使风量大小数据曲线为一条直线,使风量稳定在设定值上。
本发明的另一个技术方案是:
一种用于玻璃成型区厚度风流量控制的方法,基于所述的装置,包括:
通过上位机1输入想要调整的风量大小,所述上位机1向下位机2发出指令,所述下位机2发送数字信号给驱动电机6,驱动电机6将数字信号转化为调节信号驱动流量调节阀7开合程度大小,进而精确调整吹风管8输出风量大小。从而完成调节玻璃厚度的目标。调整精度高,解决操作人员直接通过旋转开关手动调节厚度风存在的风量大小微调困难的问题。
如图2和3所示,图2为成型区玻璃厚度正常时的情况,当厚度局部不均匀时,如图3,此时就要调整成型区局部厚度吹风量对玻璃厚度进行调整,通过上位机1输入要调整的风量大小,下位机2将数字信号传输给驱动电机6,驱动电机6将数字信号转化为调节信号驱动流量调节阀7开合程度大小。流量控制阀7安装在靠近吹风管8的远端处,吹风管8的近端置于吹风箱体9外端通过软连接管连接于高压空气管,吹风管8的远端伸入马弗炉成型区,对玻璃进行吹风,以调节玻璃厚度。通过以上各部件组合,能后精确控制玻璃成型区厚度风流量,已达到稳定玻璃厚度的目的。同时,还包括监控模块3、报警模块4,能够在上位机1中实时显示监控模块3采集的流量实时变化曲线,稳定时是固定在一个设定值上的一条直线。当厚度风流量因外界因素干扰不稳定时,报警模块4会及时报警,技术人员听到报警后可以及时人工处理干扰。上位机1自动对风量调整,使风量稳定在设定值上。例如,吹风装置刚刚开始工作时,吹风管8里的风量很小,此时可在上位机1中输入一个较大值,及爬坡时间,让风量尽快达到目标值,待风量接近目标值时,可延长爬坡时间以让吹风风量更加均匀稳定。当吹风量达到目标值时,上位机1会控制吹风量按照目标值进行风量控制,并对其进行实时监测。
由技术常识可知,本发明可以通过其它的不脱离其精神实质或必要特征的实施方案来实现。因此,上述公开的实施方案,就各方面而言,都只是举例说明,并不是仅有的。所有在本发明范围内或在等同于本发明的范围内的改变均被本发明包含。
- 一种用于玻璃成型区厚度风流量控制的装置及方法
- 一种玻璃基板成型设备用集成式厚度风调整系统及方法