油封弹簧快速矫正对齐工装及其矫正方法
文献发布时间:2023-06-19 10:22:47
技术领域
本发明属于弹簧加工技术领域,具体涉及一种油封弹簧快速矫正对齐工装及其矫正方法。
背景技术
油封弹簧是一种使用于密封件内的环形紧箍弹簧,是构成密封件的重要部件。当密封件使用一定时间后密封件内的包胶部分会产生疲劳损失,影响密封效果,此时油封弹簧的紧箍力就会对橡胶圈的疲劳损失起补偿作用,使密封件继续保持密封效果,延长密封件的使用寿命。油封弹簧在机械、汽车、电器、液压设备和船舶等行业的产品中得到广泛的应用。
油封弹簧通常为环形结构,规格种类较多。其中有一种油封弹簧是由圆柱螺旋弹簧通过线切割后加工而形成(参考图7和图8),先将螺旋弹簧(图7)线切割为若干个单圈状的环形弹簧(图8),切割为单圈状的环形弹簧在切割部位形成有开口,由于受原螺旋弹簧的应力及扭力影响,单圈状弹簧的开口处两端会形成交错,需要对交错的弹簧开口处进行矫正对齐后才能作为油封弹簧(图9)使用。
目前单圈状油封弹簧的矫正作业基本为人工采用夹钳进行,由于线切割出来的单圈状弹簧数量多、体积小,人工矫正不仅费时费力、效率低下,而且操作工由于凭借经验用力矫正,矫正质量参差不齐,同时夹钳夹持单圈状弹簧矫正时,会对单圈状弹簧的局部受力点造成形变,当弹簧的开口两端矫正对齐后,夹持受力部位会产生形变而影响油封弹簧质量。
发明内容
本发明所要解决的技术问题是提供一种结构设计巧妙、操作使用方便、能够高效高质实现油封弹簧开口处矫正对齐作业的油封弹簧快速矫正对齐工装。
为解决上述技术问题,本发明的技术方案是:
油封弹簧快速矫正对齐工装,用于油封弹簧开口处两端的矫正对齐,包括:
固定座,所述固定座上设置有限位槽;
矫正前限位机构,所述矫正前限位机构包括固定设置于所述限位槽前端的前限位板,所述前限位板上安装有前限位调节机构;
矫正后限位机构,所述矫正后限位机构包括固定设置于所述限位槽后端的后限位板,所述后限位板上安装有后限位调节机构;
前矫正臂,所述前矫正臂的一端伸入至所述限位槽内并通过销轴与固定座铰接,所述前矫正臂的臂体一侧开设有前矫正槽,待矫正油封弹簧的开口一侧部分可置入所述前矫正槽内;
后矫正臂,与所述前矫正臂并排设置,所述后矫正臂的一端亦伸入至所述限位槽内并通过销轴与固定座铰接,所述后矫正臂的臂体一侧开设有与所述前矫正槽相对应的后矫正槽,待矫正油封弹簧的开口另一侧部分可置入所述后矫正槽内;所述前矫正臂与所述后矫正臂之间形成有与待矫正油封弹簧的开口相适应的矫正间隙;
柔性锁紧机构,用于锁紧所述前矫正臂与后矫正臂的相对自由端。
作为优选的技术方案,所述前限位调节机构包括前限位调节螺杆和前锁紧螺母。
作为优选的技术方案,所述后限位调节机构包括后限位调节螺杆和后锁紧螺母。
作为优选的技术方案,所述柔性锁紧机构为缠绕在所述前矫正臂和后矫正臂上的弹簧、松紧绳或弹力带。
作为优选的技术方案,所述前矫正臂和后矫正臂上靠近自由端分别设置有便于柔性锁紧机构缠绕的约束槽。
作为优选的技术方案,所述固定座上位于所述限位槽一侧固定设置有矫正挡板。
作为优选的技术方案,所述矫正挡板为弧形板。
作为优选的技术方案,所述弧形板上沿周向设置有刻度线。
本发明还提供了采用上述工装对油封弹簧进行快速矫正的方法,包括如下步骤:
步骤一、根据待矫正油封弹簧的规格及开口所需纠偏情况,调整前限位调节机构的限位位置,使前矫正臂接触到前限位调节机构时,待矫正油封弹簧的开口两侧能分别置入前矫正槽和后矫正槽内;
步骤二、将待矫正油封弹簧的开口两侧分别置入前矫正槽和后矫正槽内,使待矫正油封弹簧的开口对准前矫正臂和后矫正臂之间的矫正间隙,同时向后推动前矫正臂和后矫正臂的自由端,当后矫正臂接触到后限位调节机构时,将初步矫正的油封弹簧取出,判断矫正情况;
矫正情况分为矫正不足、矫正适合和矫正过度三种情况;
步骤三、若矫正情况为矫正不足,则向后方调节后限位调节机构的限位位置,然后重复步骤二,直至矫正情况为矫正适合;
若矫正情况为矫正适合,则不需调节后限位调节机构的限位位置;
若矫正情况为矫正过度,则向前方调节后限位调节机构的限位位置,然后重复步骤二,直至矫正情况为矫正适合;
步骤四、根据步骤一和步骤三确定前限位调节机构、后限位调节机构的限位位置后,即可进行同一规格的待矫正油封弹簧的批量快速矫正。
由于采用了上述技术方案,本发明具有以下有益效果:
(1)通过将待矫正油封弹簧的开口两侧分别置入前矫正槽和后矫正槽内,同时转动前矫正臂和后矫正臂,待矫正油封弹簧的开口两侧在前矫正槽和后矫正槽的共同扭力作用下,即可实现矫正对齐,待矫正油封弹簧的开口两侧与前矫正槽和后矫正槽为面接触,在矫正过程中受力均匀,矫正效果好,矫正后两端平齐、无变形,利于提高弹簧内在质量和外观质量。
(2)操作使用方便,可以针对同一规格或不同规格的油封弹簧进行批量快速矫正,解决了行业内一直采用人工夹持进行矫正存在的工作效率低、矫正质量差、弹簧受力点易形变等难题,不仅大大提高了企业生产效率,同时改善了质量控制环节。
(3)工装结构简单、设计巧妙,制作成本低,适于广泛进行推广应用,填补了行业内对单圈状油封弹簧无法进行快速批量矫正的空白,具有极大社会价值和经济价值。
附图说明
以下附图仅旨在于对本发明做示意性说明和解释,并不限定本发明的范围。其中:
图1是本发明实施例一的主视结构示意图;
图2是本发明实施例一中前矫正臂和后矫正臂的结构示意图;
图3是本发明实施例一中固定座的结构示意图;
图4是前矫正臂接触到前限位调节机构时的状态参考图;
图5是后矫正臂接触到后限位调节机构时的状态参考图;
图6是本发明实施例一安装时的结构示意图;
图7是待线切割加工的圆柱螺旋弹簧;
图8是图7中圆柱螺旋弹簧经线切割加工形成的单圈状的环形弹簧(即待矫正油封弹簧);
图9是矫正后的油封弹簧;
图10是本发明实施例二的主视结构示意图。
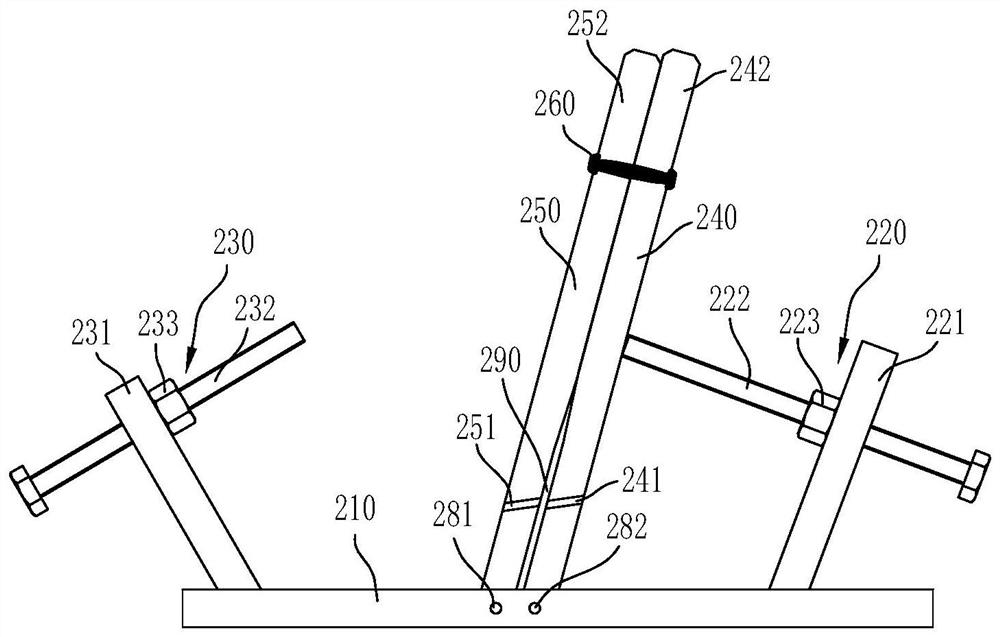
图中:100-油封弹簧;101-开口一侧部分;102-开口另一侧部分;103-开口;210-固定座;211-限位槽;212-固定孔;213-矫正挡板;220-矫正前限位机构;221-前限位板;222-前限位调节螺杆;223-前锁紧螺母;230-矫正后限位机构;231-后限位板;232-后限位调节螺杆;233-后锁紧螺母;240-前矫正臂;241-前矫正槽;242-前矫正臂自由端;243-前矫正臂约束槽;250-后矫正臂;251-后矫正槽;252-后矫正臂自由端;253-后矫正臂约束槽;260-柔性锁紧机构;270-螺栓;281-前销轴;282-后销轴;290-矫正间隙;300-工作台。
具体实施方式
下面结合附图和实施例,进一步阐述本发明。在下面的详细描述中,只通过说明的方式描述了本发明的某些示范性实施例。毋庸置疑,本领域的普通技术人员可以认识到,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,附图和描述在本质上是说明性的,而不是用于限制权利要求的保护范围。
在本发明的描述中,需要说明的是,术语“中心”、“前”、“后”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
实施例一
如图1至图6所示,油封弹簧快速矫正对齐工装,用于油封弹簧100(图7所示)开口处两端的矫正对齐,包括固定座210、矫正前限位机构220、矫正后限位机构230、前矫正臂240、后矫正臂250和柔性锁紧机构260,其中:
所述固定座210用于固定整个工装,固定座210的中心处设置有条形限位槽211,一端部设置有固定孔212,参考图6,使用工装时,可以将固定座210通过螺栓270固定于工作台300上,固定安装方便;
所述矫正前限位机构220包括固定设置于所述限位槽211前端的前限位板221,所述前限位板221上安装有前限位调节机构;本实施例中,所述前限位调节机构包括前限位调节螺杆222和前锁紧螺母223,所述前限位板221上设置有调节孔,前限位调节螺杆222穿过所述调节孔,通过调节前限位调节螺杆222的前后位置,然后通过前锁紧螺母223实现锁紧,可以实现不同规格油封弹簧的矫正前的限位;
所述矫正后限位机构230包括固定设置于所述限位槽211后端的后限位板231,所述后限位板231上安装有后限位调节机构;本实施例中,所述后限位调节机构包括后限位调节螺杆232和后锁紧螺母233,所述后限位板231上同样设置有调节孔,通过调节后限位调节螺杆232的前后位置,通过后锁紧螺母233实现锁紧,可以实现不同规格油封弹簧的矫正后的限位,保证同一规格油封弹簧的矫正力大小统一;
所述前矫正臂240的一端伸入至所述限位槽211内并通过前销轴281与固定座210铰接,所述前矫正臂240的臂体一侧开设有前矫正槽241,待矫正油封弹簧100的开口一侧部分101可置入所述前矫正槽241内;
所述后矫正臂250与所述前矫正臂240并排设置,所述后矫正臂250的一端亦伸入至所述限位槽211内并通过后销轴282与固定座210铰接,所述后矫正臂250的臂体一侧开设有与所述前矫正槽241相对应的后矫正槽251,待矫正油封弹簧100的开口另一侧部分102可置入所述后矫正槽251内;所述前矫正臂240与所述后矫正臂250之间形成有与待矫正油封弹簧100的开口103相适应的矫正间隙290,保证油封弹簧在矫正过程中,前矫正臂240与后矫正臂对弹簧开口两侧不形成干涉;
所述柔性锁紧机构260用于锁紧所述前矫正臂240与后矫正臂250的相对自由端,即保证前矫正臂自由端242、后矫正臂自由端252做同步旋转运动。其中,所述柔性锁紧机构260可以为缠绕在所述前矫正臂和后矫正臂上的弹簧、松紧绳或弹力带,其均应属于本发明的保护范围。所述前矫正臂240和后矫正臂250上靠近自由端分别设置有便于柔性锁紧机构260缠绕的约束槽,即前矫正臂约束槽243、后矫正臂约束槽253。
参考图4和图5,矫正方法包括如下步骤:
步骤一、根据待矫正油封弹簧100(参考图8)的规格及开口所需纠偏情况,调整前限位调节机构的限位位置,使前矫正臂240接触到前限位调节机构时,待矫正油封弹簧100的开口两侧能分别置入前矫正槽241和后矫正槽251内;
步骤二、将待矫正油封弹簧100的开口两侧分别置入前矫正槽241和后矫正槽251内,使待矫正油封弹簧100的开口103对准前矫正臂240和后矫正臂250之间的矫正间隙290,同时向后推动前矫正臂240和后矫正臂250的自由端,当后矫正臂250接触到后限位调节机构时,将初步矫正的油封弹簧取出,判断矫正情况;
矫正情况分为矫正不足、矫正适合和矫正过度三种情况;
步骤三、若矫正情况为矫正不足,则向后方调节后限位调节机构的限位位置,然后重复步骤二,直至矫正情况为矫正适合;
若矫正情况为矫正适合,则不需调节后限位调节机构的限位位置;
若矫正情况为矫正过度,则向前方调节后限位调节机构的限位位置,然后重复步骤二,直至矫正情况为矫正适合;
步骤四、根据步骤一和步骤三确定前限位调节机构、后限位调节机构的限位位置后,即可进行同一规格的待矫正油封弹簧的批量快速矫正。
如果油封弹簧的规格变化后,需要重新根据以上步骤确定前限位调节机构、后限位调节机构的限位位置。
本发明通过将待矫正油封弹簧100的开口两侧分别置入前矫正槽241和后矫正槽251内,同时转动前矫正臂240和后矫正臂250,待矫正油封弹簧的开口两侧在前矫正槽241和后矫正槽251的共同扭力作用下,瞬间即可实现矫正对齐,待矫正油封弹簧100的开口两侧与前矫正槽和后矫正槽为面接触,在矫正过程中受力均匀,矫正效果好,矫正后两端平齐、无变形(参考图9),利于提高弹簧内在质量和外观质量。
本发明实现了针对同一规格或不同规格的油封弹簧进行批量快速矫正,解决了行业内一直采用人工夹持进行矫正存在的工作效率低、矫正质量差、弹簧受力点易形变等难题,不仅大大提高了企业生产效率,同时改善了质量控制环节。同时,工装结构简单、设计巧妙,制作成本低、操作使用方便,适于广泛进行推广应用。
实施例二
参考图10,本实施例与实施例一的结构原理基本相同,其唯一不同之处在于:所述固定座210上位于所述限位槽211一侧固定设置有矫正挡板213,通过矫正挡板213可以避免前矫正臂240和后矫正臂250旋转矫正时的晃动,提高效率;所述矫正挡板213优选为弧形板,所述弧形板上沿周向设置有刻度线,通过刻度线可以记录不同规格油封弹簧的适宜矫正限位位置,当油封弹簧规格变化后,可以快速调整到位。
以上所述仅为本发明示意性的具体实施方式,并非用以限定本发明的范围。任何本领域的技术人员,在不脱离本发明的构思和原则的前提下所作出的等同变化与修改,均应属于本发明保护的范围。
- 油封弹簧快速矫正对齐工装及其矫正方法
- 油封弹簧快速矫正对齐工装