全自动多工位式智能翻套设备
文献发布时间:2023-06-19 10:25:58
技术领域
本发明涉及一种全自动多工位式智能翻套设备。
背景技术
目前,市场上存在很多类型的肩章,套式肩章就是其中的一种常见类型。这种肩章在缝制完毕后,需要将缝制好的肩章进行翻转,得到半成品肩章。在此过程中,通常是采用手工操作进行翻转,这种方法不仅操作起来劳动强度大,而且效率低下。
发明内容
为了克服上述问题,本发明提供了一种全自动多工位式智能翻套设备。
为了达到上述目的,本发明包括:工作台,在所述的工作台上分别设置有肩章传送装置,肩章取料装置,翻套装置,成筒装置以及折角装置;
还包括:控制器,所述的肩章传送装置,肩章取料装置,成筒装置,折角装置以及翻套装置分别与所述的控制器受控连接;通过所述的控制器分别控制所述的肩章传送装置,肩章取料装置,成筒装置,折角装置以及翻套装置配合动作,实现肩章翻套。
进一步的,所述的肩章传送装置包括:肩章传送带,对应所述的肩章传送带在所述的工作台上分别设置有两个与其相适配的传导轮,使所述的肩章传送带套设在所述的两个传导轮的外侧;在所述的工作台上对应其中一个所述的传导轮固定设置有配套的导轮驱动装置;
在所述的肩章传送带上、沿其传动方向间隔固定设置有若干个挡板,任意每两个所述的挡板的间距与肩章的厚度相适配。
进一步的,所述的肩章取料装置包括:在所述的工作台上对应其上的夹取工作位固定设置有机座,在所述的机座上对应所述的肩章传送带上的预定夹取位设置有一个肩章夹取装置,在所述的机座上对应所述的肩章夹取装置固定设置有与其相适配的取料驱动装置,所述的肩章夹取装置固定设置在所述的取料驱动装置的动力输出端。
进一步的,所述的翻套装置设置在所述的肩章传送装置的下游,包括:滑动设置在所述的工作台上的套筒翻转机构,在所述的工作台上对应所述的套筒翻转机构固定设置有与其相适配的套筒驱动装置,所述的套筒驱动装置的动力输出端与所述的套筒翻转机构固定连接。
进一步的,所述的成筒装置包括:在所述的工作台上、对应所述的套筒翻转机构分别对称滑动设置有两个与其相适配的成筒压头,所述的两个成筒压头的开口相向设置,所述的两个成筒压头的移动方向与所述的套筒翻转机构的移动方向相互垂直;在所述的工作台上分别对应每个所述的成筒压头固定设置有一个成筒驱动装置,所述的每个成筒驱动装置的动力输出端分别与其对应的成筒压头固定连接。
进一步的,所述的折角装置包括:在所述的套筒翻转机构对侧的所述的工作台上的所述的机座上、对应所述的套筒翻转机构设置有折角压头,在所述的机座上对应所述的折角压头固定设置有折角驱动装置,所述的折角压头固定设置在所述的折角驱动装置的动力输出端。
进一步的,所述的套筒翻转机构包括:中空圆柱形套筒和与其配套设置的翻转驱动装置,所述的套筒固定设置在所述的翻转驱动装置上,所述的翻转驱动装置与所述的套筒驱动装置的动力输出端固定连接;
其中,所述的翻转驱动装置的动力输出端固定设置有一杆件,所述的杆件同轴穿设在所述的套筒的空腔中;在所述的杆件上对应所述的套筒的空腔固定设置有一翻套塞体,所述的翻套塞体与所述的套筒间隙设置,其间隙量小于套式肩章的厚度;在所述的套筒外侧对应所述的套式肩章还设置有一限位部件,所述的限位部件到所述的套筒的筒口的距离小于所述的套式肩章的长度;所述的杆件上的所述的翻套塞体在翻转单程行程的移动距离大于所述的套筒的长度。
进一步的,所述的取料驱动装置包括:在所述的机座上、对应所述的肩章传送带的上表面固定设置有一水平驱动滑台,所述的水平驱动滑台的动力输出方向与所述的肩章传送带的传送方向相向设置;在所述的水平驱动滑台的动力输出端上固定设置有一竖直驱动滑台,所述的竖直驱动滑台的动力输出端与所述的肩章传送带的上表面上下对应设置,所述的肩章夹取装置固定设置在所述的竖直驱动滑台的动力输出端上。
进一步的,所述的肩章夹取装置包括:在所述的取料驱动装置的动力输出端固定设置的中空壳体,在所述的壳体上对应肩章的厚度对称铰接设置有一对夹板,使所述的两个夹板的一端为夹取端,分别突出于所述的壳体外侧;
在所述的壳体内部设置有夹板驱动装置,在所述的夹板驱动装置的动力输出端对应所述的一对夹板固定配合设置有一个开合触发装置;使所述的两个夹板的另一端为受控端,分别与所述的开合触发装置受控连接。
进一步的,所述的开合触发装置包括:在所述的夹板驱动装置的动力输出端、对应所述的壳体内侧固定设置有一个滑块,在所述的两个夹板的受控端分别固定设置有一个受控支杆,在所述的滑块上分别对应所述的两个受控支杆各开设有一个与其相适配的两个导轨,使所述的两个受控支杆分别滑动设置在与其对应的所述的导轨中。
本发明的有益效果是:通过设置有工作台,并在工作台上分别设置有肩章传送装置,肩章取料装置,翻套装置,成筒装置,折角装置以及控制器,其中,肩章传送装置,肩章取料装置,成筒装置,折角装置以及翻套装置分别与控制器受控连接;通过控制器分别控制肩章传送装置,肩章取料装置,成筒装置,折角装置以及翻套装置配合动作,实现肩章翻套。本发明利用机械操作代替手工操作,实用便捷,大大提升了生产效率。
附图说明
图1是本发明在实施例中的主视图。
图2是本发明在实施例中的俯视图。
图3是本发明在实施例中的A-A剖视图。
图4是本发明在实施例中的B-B剖视图。
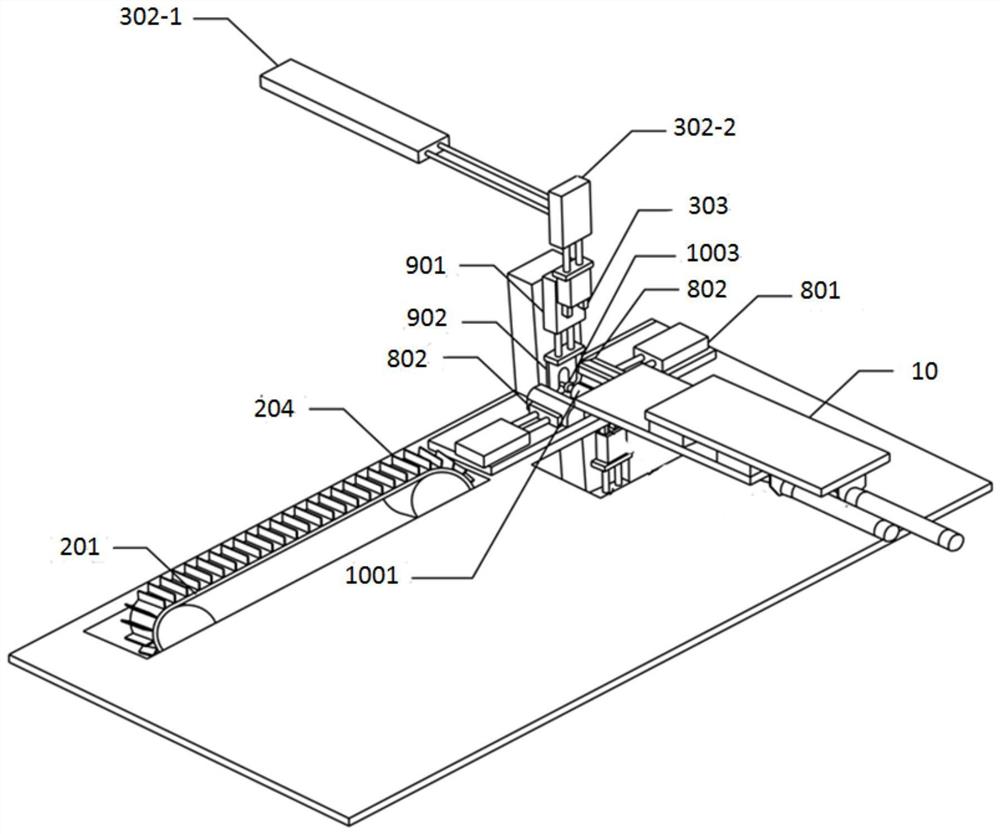
图5是本发明在实施例中的立体结构示意图。
图6为套肩未翻转前的结构示意图。
图7A是套筒外侧套设有一缝合好的套式肩章的结构示意图。
图7B是翻套塞体伸出套筒外时的结构示意图。
图7C是为折角压头对套式肩章折角后的结构示意图。
图7D是翻套塞体将筒口处的套式肩章进行翻转时的结构示意图。
图7E是套式肩章进行翻转完成后的结构示意图。
图7F是套式肩章从套筒从退出时的结构示意图。
图中,1.工作台,2.肩章传送装置,201.肩章传送带,202.传导轮,203.导轮驱动电机,204.挡板,3.肩章取料装置,301.机座,302.取料驱动装置,302-1.水平驱动滑台,302-2.竖直驱动滑台,303.肩章夹取装置,303-1.壳体,303-2.夹板,303-3.夹板驱动装置,303-4.开合触发装置,303-5.受控支杆,4.肩章5.限位开关,6.限位传感器,7.控制器,8.成筒装置,801.成筒驱动装置,802.成筒压头,9.折角装置,901.机座,902.折角压头,903.折角驱动装置,10.翻套装置,1001.套筒,1002.翻转驱动装置,1003.翻套塞体,1004.第一支架,1005.限位部件,1006.套筒驱动装置,1007.第二支架。
具体实施方式
下面结合附图对本发明做进一步的说明。
实施例1
实施例1是本发明的其中一种结构,包括:工作台1,在工作台1上分别设置有肩章传送装置2,肩章取料装置3,成筒装置8,折角装置9以及翻套装置10;
还包括:控制器7,肩章传送装置2,肩章取料装置3,成筒装置8,折角装置9以及翻套装置10分别与控制器7受控连接;通过控制器7分别控制肩章传送装置2,肩章取料装置3,成筒装置8,折角装置9以及翻套装置10配合动作,实现肩章4翻套操作。
实施例2
在本实施例2中,如图1~3所示,肩章传送装置2包括:肩章传送带201,对应肩章传送带201在工作台1上分别设置有两个与其相适配的传导轮202,使肩章传送带201套设在两个传导轮202的外侧;在工作台1上对应其中一个传导轮202固定设置有配套的导轮驱动电机203,如图1所示,该传导轮202的传动轴与导轮驱动电机203的动力输出轴连接设置;
在本实施例1中,为保证肩章传送带201在两个传导轮202之间的传动效率,肩章传送带201设置为同步传送带。
在肩章传送带201上、沿其传动方向均匀间隔固定设置有若干个挡板204,其中,每两个挡板204的间距与肩章4的厚度相适配。这种结构可以在肩章传送带201传送过程中,将肩章4以缝合面朝上的形态,固定卡接在两个挡板204之间进行传动。
其中,肩章取料装置3包括:在工作台1上固定设置有机座301,对应肩章传送带201的上表面设置有一个肩章夹取装置303,在机座301上对应肩章夹取装置303固定设置有与其相适配的取料驱动装置302,肩章夹取装置303固定设置在取料驱动装置302的动力输出端;
如图3所示,肩章夹取装置303包括:在取料驱动装置302的动力输出端固定设置的中空壳体303-1,在壳体303-1上对应肩章4的厚度对称铰接设置有一对夹板303-2,使两个夹板303-2的一端为夹取端,分别突出于壳体303-1外侧;
在壳体303-1内部设置有夹板驱动装置303-3,在夹板驱动装置303-3的动力输出端对应一对夹板固定配合设置有一个开合触发装置303-4;使两个夹板303-2的另一端为受控端,分别与开合触发装置303-4受控连接;
其中,导轮驱动电机203的信号控制端、取料驱动装置302的信号控制端与夹板驱动装置303-3的信号控制端分别接入控制器7中。
在本实施例中,开合触发装置303-4包括:在夹板驱动装置303-3的动力输出端、对应壳体303-1内侧固定设置有一个滑块,在两个夹板303-2的受控端分别固定设置有一个受控支杆303-5,在滑块上分别对应两个受控支杆303-5各开设有一个与其相适配的两个导轨,使两个受控支杆303-5分别滑动设置在与其对应的导轨中。
其中,夹板驱动装置303-3设置为气压驱动装置,该气压驱动装置的受控端与控制器7受控连接。
通过控制器7分别:(1)控制导轮驱动电机203带动与其固定连接的传导轮202转动,使其外侧套设的肩章传送带201在两个传导轮202的作用下循环转动,便于肩章4的传送;(2)控制取料驱动装置302带动肩章夹取装置303运行至肩章传送带201上肩章4的对应所在位置,便于夹取操作;(3)控制夹板驱动装置303-3带动夹板303-2进行开合动作,实现夹取肩章4。(4)控制滑块在壳体303-1内上下滑动,使处于滑块的两导轨内的两个受控支杆303-5分别带动对称铰接在壳体303-1上的两个夹板303-2,在壳体303-1上转动一定角度,使夹板303-2实现开合动作。
实施例2
实施例2是实施例1的一种变形结构,它与实施例1的区别在于:取料驱动装置302包括:在机座301上、对应肩章传送带201的上表面固定设置有一水平驱动滑台302-1,水平驱动滑台302-1的动力输出方向与肩章传送带201的传送方向相向设置;在水平驱动滑台302-1的动力输出端上固定设置有一竖直驱动滑台302-2,竖直驱动滑台302-2的动力输出端与肩章传送带201的上表面上下对应设置,肩章夹取装置303固定设置在竖直驱动滑台302-2的动力输出端上。
其中,在水平驱动滑台302-1上对应竖直驱动滑台302-2的水平移动范围分别设置有两个限位开关5;在工作台1上、对应近肩章传送带201的限位开关5以及肩章传送带201的上表面固定设置有一个限位传感器6;限位开关5以及限位传感器6的信号输出端分别接入控制器7的信号接收端。
在本实施例2中,水平驱动滑台302-1为:在机座301上对应肩章传送带201固定的电机丝杠传动机构;竖直驱动滑台302-2为:固定设置在电机丝杠传动机构的动力输出端上的气压驱动装置;肩章夹取装置303固定设置在该气压驱动装置的动力输出端上。
其中,在电机丝杠传动机构上对应气压驱动装置在其上的水平移动的位置分别设置有两个行程开关;在工作台1上、对应近肩章传送带201的行程开关以及肩章传送带201的上表面固定设置有一个反射式光电开关;其中,反射式光电开关的光电信号发射端与光电信号接收端水平设置,其高度位置处于挡板204的高度与放置在两挡板204内的肩章4的高度之间,这种设置可以确保反射式光电开关能够准确检测到肩章4是否到达其夹取位置。
其中,上述的电机丝杠传动机构、气压驱动装置、行程开关以及反射式光电开关而分别接入控制器7中。
在本实施例2中,通过控制器7控制电机丝杠传动机构的驱动电机转动,带动其上的气压驱动装置向肩章传送带201的预定夹取位移动,至气压驱动装置碰触其中一个行程开关,控制器7接收反馈,控制电机丝杠传动机构的驱动电机停转;当工作台1上的反射式光电开关检测到肩章传送带201上的肩章4,其信号反馈控制器7中,控制器7控制电机丝杠传动机构上的气压驱动装置运行输出,带动其上的肩章夹取装置303到达肩章4的可夹取肩章位置,进行夹取;当肩章夹取装置303夹住肩章4后,控制器7控制其上的气压驱动装置收缩、上升,并控制电机丝杠传动机构的驱动电机反转,使气压驱动装置在电机丝杠传动机构上、向夹取工作位移动,直至到达另一限定位置,控制器7控制电机丝杠传动机构的驱动电机停转;并控制肩章夹取装置303松开肩章4。
实施例3
实施例3是实施例2的一种变形结构,它与实施例2的区别在于:在实施例2的基础上,增加设置有了翻套装置10,成筒装置8以及折角装置9;
如图4所示,翻套装置10包括:滑动设置在工作台1上的套筒翻转机构,在工作台1上对应套筒翻转机构,通过第二支杆1007固定设置有与其相适配的套筒驱动装置1006,套筒驱动装置1006的动力输出端与套筒翻转机构通过第一支杆1004固定连接;
如图3所示,成筒装置8包括:在工作台1上、对应套筒翻转机构分别对称滑动设置有两个与其相适配的成筒压头802,两个成筒压头802的开口相向设置,两个成筒压头802的移动方向与套筒翻转机构的移动方向相互垂直;在工作台1上分别对应每个成筒压头802固定设置有一个成筒驱动装置801,每个成筒驱动装置801的动力输出端分别与其对应的成筒压头802固定连接;
如图3所示,折角装置9包括:在套筒翻转机构对侧的工作台1上固定设置有机座901,对应套筒翻转机构设置有折角压头902,在机座901上对应折角压头902固定设置有折角驱动装置903,折角压头902固定设置在折角驱动装置903的动力输出端;套筒驱动装置1006、成筒驱动装置801与压头驱动装置901分别与控制器7受控连接。
在本实施例3中,为了便于控制,两个成筒驱动装置801均设置为气压驱动装置;折角驱动装置901也设置为气压驱动装置;上述三个气动驱动装置的受控端均与控制器7受控连接。
在本实施例3中,通过控制器7依次控制翻套装置10的套筒翻转机构对肩章4进行套设定位,利用成筒装置8的一对成筒压头802压制肩章定形,以及通过折角装置9的折角压头902将肩章在套筒翻转机构上折角,同时通过套筒翻转机构将折角后的肩章4实现翻折操作。
实施例4
在本实施例4中,如图4所示,套筒翻转机构包括:中空圆柱形套筒1001和与其配套设置的翻转驱动装置1002,套筒1001固定设置在一翻转驱动装置1002上,翻转驱动装置1002与套筒驱动装置1006的动力输出端固定连接;
其中,翻转驱动装置1002的动力输出端固定设置有一杆件,杆件同轴穿设在套筒1001的空腔中;在杆件上对应套筒1001的空腔固定设置有一翻套塞体1003,翻套塞体1003与套筒1001间隙设置,其间隙量小于套式肩章的厚度;在套筒1001外侧对应套式肩章还设置有一限位部件1005,限位部件1005到套筒1001的筒口的距离小于套式肩章的长度;杆件上的翻套塞体1003在翻转单程行程的移动距离大于套筒1001的长度。
其中,为了使套式肩章在翻转操作不受损坏,翻套塞体1003为橡胶材料制成;此外,限位部件设置为:在套筒1001外侧套设有一相适配的环形垫块1005。套式肩章套设在套筒1001上,并且抵接设置在环形垫块1005上时,套式肩章的顶部高于套筒1001的顶端。这种设计能够有利于下一步的折角操作。
实施例5
在本实施例5中,为了使肩章进行有效的压合定形,两个成筒压头的压合面分别设置为与套筒1001的外表面相适配的C型压头;并且,为了防止肩章发生磨损,在两个C型压头的压合面处还固定设置有橡胶保护垫。
此外,为了使肩章在套筒1001的筒口处进行翻折,折角压头802对应套筒1001的口径设置为与其相适配的倒U型压头。
具体操作步骤:
(1)将肩章4放置在肩章传送带201的两挡板204之间,通过控制器7控制导轮驱动电机203带动传导轮202转动,使肩章传送带201在两个传导轮202带动肩章4传送;
(2)当肩章传送带201上的肩章4运行至预定夹取位时,限位开关5将检测信号反馈控制器7,控制器7控制传导轮202停转;
(3)同时控制取料驱动装置302(水平驱动滑台302-1、竖直驱动滑台302-2分别动作)带动肩章夹取装置303运行至肩章传送带201上肩章4的预定夹取位,进行夹取操作;
(4)再通过取料驱动装置302(水平驱动滑台302-1、竖直驱动滑台302-2分别动作)将夹取肩章4的肩章夹取装置303移动至夹取工作位;
(5)控制竖直驱动滑台302-2下降操作,使肩章4与工作台1接触,使肩章4的开口位置与套筒1001对应设置;
(6)同时控制两个成筒驱动装置801分别驱动两个成筒压头802对套筒1001上肩章进行压制定形;
(7)控制套筒驱动装置1006驱动套筒1001套设在套式肩章内,如图7A所示;同时控制翻转驱动装置1002驱动其输出端上的翻套塞体1003伸出套筒1001外,如图7B所示;
(8)接着,通过控制器7控制折角装置9的折角驱动装置901驱动折角压头902下压,将肩章在套筒1001上进行折角,如图7C所示;
(9)如图7D所示,通过控制器7控制翻转驱动装置1002驱动其输出端上的翻套塞体1003向套筒1001内移动,如图7E将套设在套筒1001上肩章在套筒1001内进行翻转,并将翻转好的肩章4带出,如图7F所示,完成翻套;
(10)依次循环(1)~(9)的操作步骤。
- 全自动多工位式智能翻套设备
- 单工位式智能翻套设备