一种薄壁箱体的低压铸造模具
文献发布时间:2023-06-19 10:25:58
技术领域
本发明涉及薄壁箱体的铸造领域,尤其涉及一种薄壁箱体的低压铸造模具。
背景技术
薄壁箱体面积较大并且为平直面,壁厚较小,是一种面积较大的薄壁铸件,内部、外部虽形状比较简单,但铸件内部质量按HB 5480-91的I类铸件验收,由于铸件结构原因,薄壁又是箱体结构,这样就增加了铸造及热处理后的变形,局部壁厚较大需要补缩,铸造难度不小,需要对浇冒系统仔细分析及研究,铸件必须保证壁厚及内腔尺寸公差的要求,以及外表面的不加工外观要求,铸造时浇冒口设计同时还应兼顾铸件的防止变形。
发明内容
本发明旨在浇铸出合格的薄壁箱体,而提供一种薄壁箱体的低压铸造模具。
本发明为实现上述目的,采用以下技术方案:
一种薄壁箱体的低压铸造模具,包括金属底板,所述金属底板底部安装有金属下模且顶部安装有金属上模,所述金属下模中间位置开设有浇口,所述金属底板内部安装有浇道砂板,所述金属上模上对应浇道砂板安装有外砂芯,所述外砂芯内安装有内砂芯,所述金属上模上表面在外砂芯四角处安装有固定外砂芯的立柱,四个立柱、外砂芯、内砂芯顶部安装有上压板,所述金属下模上表面与浇道砂板下表面对应设有辐射状浇道,所述外砂芯底部向上四个方向设有八个立筒,所述浇道砂板上设有与八个立筒对应的通孔,所述通孔与辐射状浇道相连,所述外砂芯的八个立筒与内砂芯之间设有内浇口,所述外砂芯内顶部设有顶部冒口。
所述浇口在靠近浇道砂板一端设有陶瓷过滤网,所述浇口内在陶瓷过滤网外设有陶瓷浇口套,所述陶瓷浇口套外设有浇口压板。
所述浇道砂板顶部通孔与外砂芯底部立筒之间设有纤维过滤网。
所述立柱、外砂芯、内砂芯顶部与上压板底部之间设有耐火纤维布。
前面的两个立柱之间、后面的两个立柱之间在外砂芯外均设有挡板。
四个立柱侧壁顶端通过螺栓紧固安装有吊杆。
所述金属底板中间位置设有安装金属下模、金属上模的空腔,所述金属底板上表面空腔四个边中间位置设有金属上模安装槽,所述金属底板下表面在金属上模外围设有方形挡环。
所述金属下模中的浇口为阶梯形孔。
所述金属上模底部设有若干与金属上模安装槽对应的安装凸条,所述安装凸条卡接在金属底板的金属上模安装槽内。
所述金属上模上表面对应四个立柱设有四个立柱安装槽,所述立柱安装在立柱安装槽内。
本发明的有益效果是:本发明薄壁箱体外表面不经过机械加工直接铸造成型,保证了面积较大的薄壁铸件的内部质量要求。
附图说明
图1为本发明的一个方向的结构示意图;
图2为本发明的另外一个方向的结构示意图;
图3为本发明的俯视图;
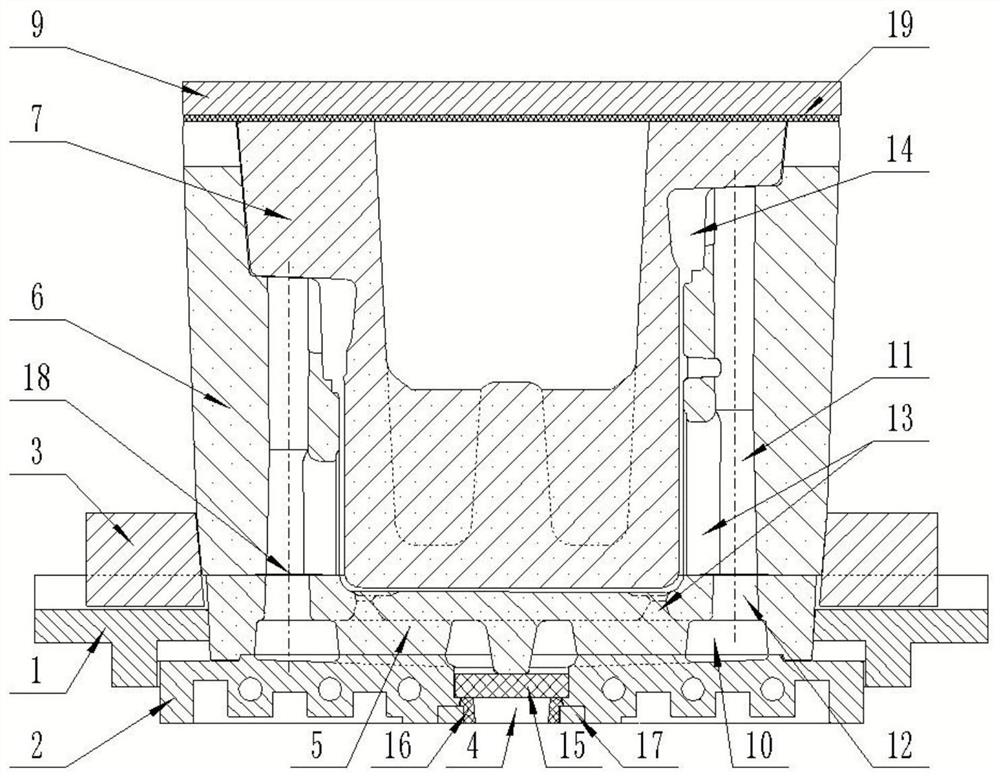
图4为图3中A-A的剖视图;
图5为金属底板一个方向的结构示意图;
图6为金属底板另外一个方向的结构示意图;
图7为金属下模的一个方向的结构示意图;
图8为金属下模的另外一个方向的结构示意图;
图9为金属上模的结构示意图;
图10为浇道砂板的一个方向的结构示意图;
图11为浇道砂板的另外一个方向的结构示意图;
图12为外砂芯的一个方向的结构示意图;
图13为外砂芯的另外一个方向的结构示意图;
图14为内砂芯的一个方向的结构示意图;
图15为内砂芯的另外一个方向的结构示意图;
图16为浇注产品的一个方向的结构示意图;
图17为浇注产品的另外一个方向的结构示意图;
其中,图3为清楚表现内部结构,隐去了上压板、耐火纤维布、立柱、挡板等部件,图4中亦隐去了立柱;
图中:1-金属底板;2-金属下模;3-金属上模;4-浇口;5-浇道砂板;6-外砂芯;7-内砂芯;8-立柱;9-上压板;10-辐射状浇道;11-立筒;12-通孔;13-内浇口;14-顶部冒口;15-陶瓷过滤网;16-陶瓷浇口套;17-浇口压板;18-纤维过滤网;19-耐火纤维布;20-挡板;21-吊杆;22-空腔;23-金属上模安装槽;24-方形挡环;25-安装凸条;26-立柱安装槽;
以下将结合本发明的实施例参照附图进行详细叙述。
具体实施方式
下面结合附图和实施例对本发明作进一步说明:
如图1至图15所示,一种薄壁箱体的低压铸造模具,包括金属底板1,所述金属底板1底部安装有金属下模2且顶部安装有金属上模3,所述金属下模3中间位置开设有浇口4,所述金属底板1内部安装有浇道砂板5,所述金属上模3上对应浇道砂板5安装有外砂芯6,所述外砂芯6内安装有内砂芯7,所述金属上模3上表面在外砂芯7四角处安装有固定外砂芯6的立柱8,四个立柱8、外砂芯6、内砂芯7顶部安装有上压板9,所述金属下模3上表面与浇道砂板5下表面对应设有辐射状浇道10,所述外砂芯6底部向上四个方向设有八个立筒11,所述浇道砂板5上设有与八个立筒11对应的通孔12,所述通孔12与辐射状浇道10相连,所述外砂芯6的八个立筒11与内砂芯7之间设有内浇口13,所述外砂芯6内顶部设有顶部冒口14。
所述浇口4在靠近浇道砂板5一端设有陶瓷过滤网15,所述浇口4内在陶瓷过滤网15外设有陶瓷浇口套16,所述陶瓷浇口套16外设有浇口压板17。
所述浇道砂板5顶部通孔12与外砂芯6底部立筒11之间设有纤维过滤网18。
所述立柱8、外砂芯6、内砂芯7顶部与上压板9底部之间设有耐火纤维布19。
前面的两个立柱8之间、后面的两个立柱8之间在外砂芯6外均设有挡板20。
四个立柱8侧壁顶端通过螺栓紧固安装有吊杆21。
所述金属底板1中间位置设有安装金属下模2、金属上模3的空腔22,所述金属底板1上表面空腔22四个边中间位置设有金属上模安装槽23,所述金属底板1下表面在金属上模2外围设有方形挡环24。
所述金属下模2中的浇口4为阶梯形孔。
所述金属上模3底部设有若干与金属上模安装槽23对应的安装凸条25,所述安装凸条25卡接在金属底板1的金属上模安装槽23内。
所述金属上模3上表面对应四个立柱8设有四个立柱安装槽26,所述立柱8安装在立柱安装槽26内。
本发明的产品如图16至17所示,需要铸造出的薄壁箱体斜面开口位置朝上,与斜面相对的底面(292mm×212mm)向下,底面(面积292mm×212mm)采用多个内浇口13同时浇注,这样保证底面壁交叉圆角处成型及补缩;四周缝隙加立筒11的方式进行补缩,设置多个顶部冒口14与立筒11相连接从而保证法兰面质量,同时砂芯排出畅通,因此可以避免形成浇不足、夹渣、气孔等缺陷,由于多个缝隙加立筒11使得远离浇口的厚大筋位置以及壁交叉圆角处不需要加冷铁激冷以防止产生缩松缺陷。
浇道砂板5底部采用辐射状浇道10,辐射状浇道10与内浇口13、立筒11相连接;立筒11与几处厚筋通过内浇口13进行补缩;立筒11上部与顶部冒口14相连,保证法兰面的排气排渣以及补缩。根据壁厚大小以及缝隙式浇道的补缩距离,立筒11每个侧面设计两个。
外砂芯6、内砂芯7分别采用冷芯盒在射芯机制作;底部浇道砂板5由于较小采用热芯盒制作。砂型组装及定位使用金属模块,辐射状浇道10一部分由金属下模2成型。
模具整体采用砂型与金属型复合的方式进行生产铸件。
本发明薄壁箱体外表面不经过机械加工直接铸造成型,保证了面积较大的薄壁铸件的内部质量要求。
上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种改进,或未经改进直接应用于其它场合的,均在本发明的保护范围之内。
- 一种薄壁箱体的低压铸造模具
- 一种薄壁铝合金箱体金属型铸造模具