一种减震器加强支架左右同时弯曲打字模具及其加工工艺
文献发布时间:2023-06-19 10:29:05
技术领域
本发明涉及机械加工设备领域,尤其是涉及一种减震器加强支架左右同时弯曲打字模具及其加工工艺。
背景技术
减震器作为连接车身与悬架的载体,其支架不仅承载着弹簧上各种零部件以及乘客和货物等重量,还要降低由于车辆运动引起的冲击载荷对汽车平顺性、操稳性的影响。减震器加强支架作为总成中的支撑和加强构件,对整个减震系统的强度起着重要的作用。减震器加强支架分左、右件,弯曲方向相反,并要求打刻标识。按目前传统的模具设计思路为一次弯曲一件工件,即先加工一个方向,然后再制作另一方向的工件,而且弯曲后再进行左右件的打刻。如此的话,工序较多,产品方向容易混淆,而且生产效率低,生产成本高,工人劳动强度高等。
例如,申请号为201920502288.0,专利名称为一种汽车减震器支架模具,其包括设置在定模底板中部一侧的定模仁、设置在动模底板中部的动模仁、顶针板、侧面底孔成型滑块和模脚,所述定模仁与动模仁的另一侧还设有齿形排气块,齿形排气块连通压铸空间;所述侧面底孔成型滑块设在压铸空间的侧面、定模底板与动模底板之间,侧面底孔成型滑块向压铸空间内伸出一段形成底孔成型块。
又如,申请号为201910276062.8,专利名称为一种具有减震功能的左前减震器上支架冲压模具,其包括底座、定位柱、减震盘、防护机构和下模板,所述底座顶端的中心位置处固定有下模板,下模板顶端的两侧皆设有降噪腔,降噪腔的内部皆安装有隔音罩,所述下模板两侧的底座顶端皆设有防护机构,所述下模板外侧的底座拐角位置处皆固定有定位柱,定位柱的表面套设有减震盘,所述减震盘底部的边缘位置处皆安装有等间距的缓冲弹簧,所述底座的上方设有顶座,顶座底部的中心位置处设有上模板,上模板底端的中心位置处设有上模具。
很明显,现有的汽车减震器支架模具一般都是独立完成工件的一次弯曲或者冲压工序,无法兼顾工件的多方向弯曲以及打字工序。
因此能设计制作出一套创新的复合模具,既能更好保证产品的技术要求,又能一次完成左右方向工件的加工制作,而且将弯曲工序和打刻工序进行复合,显得尤为必要,一来从工艺上进行左右件方向的防错,再者提高生产效率,降低生产成本,最后可以降低工人劳动强度等。
发明内容
本发明目的之一是提供一种减震器加强支架左右同时弯曲打字模具,通过创新的结构布局,并利用弹簧的高压缩量以及弯曲凸模和打字冲头之间合理的高度差,将左、右件同时加工,并实现弯曲工序和打字工序进行复合。该模具安装在普通压力机上即可对制件进行加工。
本发明的目的之二是设计了一种减震器加强支架左右同时弯曲打字加工工艺,该工艺使用所述减震器加强支架左右同时弯曲打字模具,通过普通压力机上的生产,同时完成减震器加强支架(左、右两件)的弯曲和打字,替代了传统的单件产品和单工序的加工工艺。
实现本发明目的之一所采用的的技术方案如下:
一种减震器加强支架左右同时弯曲打字模具,包括模具上半部分和模具下半部分,模具上半部分包括模柄、上模板、导套、上垫板、上固定板,打字冲头、弯曲凸模、压料板、压料弹簧;模具下半部分包括导柱、凹模、定位板和下模板;
所述模柄和导套通过过盈配合固定在上模板所对应的模柄孔和导套孔中,打字冲头和弯曲凸模通过过盈配合套入在上固定板的对应的固定孔中,并通过螺栓连接于上垫板底部,上固定板和上垫板通过螺栓与上模板连接,压料弹簧置于压料板和上固定板所对应的弹簧孔中,压料板穿过打字冲头和弯曲凸模,并用螺栓从上模板、上垫板的螺栓孔,穿过压料弹簧套入连接;
所述导柱通过过盈配合装在下模板的导柱孔中,凹模通过螺栓固定在下模板上,定位板通过螺栓固定在凹模上。
进一步,所述打字冲头包括左件和右件,左件为凸字“L”,安装在模具的左侧,右件为凸字“R”,安装在模具的右侧。
进一步,所述打字冲头与弯曲凸模具有高度差,弯曲凸模的高度比打字冲头的高度大38.0mm;
弯曲凸模的两侧设有弧形槽,弧形槽内安装滚珠,滚珠的周面从弯曲凸模的侧面凸出并与左件和右件接触,弧形槽内填充润滑油,所述弯曲凸模的底部设有润滑油供给通道,润滑油供给通道通过润滑油分支通道连接弧形槽。
进一步,所述弯曲凸模底部两侧加工圆弧,所述压料板的中间型腔与弯曲凸模的双面间隙为0.6~0.8mm,压料板可以通过弯曲凸模导向。
进一步,所述压料弹簧具有一定的压缩量,模具上半部分具有足够的压缩行程。
进一步,所述凹模的中间型腔与弯曲凸模间隙配合,其单面间隙为材料厚度,并在凹模的中间型腔两侧加工出弯曲内圆弧。
进一步,所述凹模整体进行热处理,达到HRC40~45的硬度。
进一步,所述定位板为左右对称结构。
进一步,所述模具下行到位,压料板与上固定板接触时,弯曲凸模与凹模完成工件弯曲工序,打字冲头压入工件,完成打刻。
实现本发明目的之二所采用的的技术方案如下:
一种减震器加强支架左右同时弯曲打字加工工艺,包括如下步骤:
第1步:将减震器加强支架左右同时弯曲打字模具安装在100T压力机上;
第2步:将落料工序完成后的两件预制减震器加强支架按左右对称的方式,分别放入下模,通过定位板定位;
第3步:开动压力机,模具上半部分随机床滑块向下运行,压料板接触制件,通过压料弹簧的弹力压住制件并继续压缩,弯曲凸模继续下行,接触制件,并配合凹模进行左右制件端部的弯曲,同时,打字冲头随上模下行压向制件,直至压料板上表面与上固定板接触,打字冲头完成打字,制件端部的弯曲也完全到位;
第4步:工件打字和弯曲加工后,压力机上滑块带动模具上半部分回位,压料板在压料弹簧的作用力下使工件留在下模,再用辅助工具取出工件,其中左侧的制件为减震器加强支架左,右侧的制件为减震器加强支架右;
第5步:重复步骤2到步骤4的操作,进行下两件工件的制作。
本发明的有益效果为:该减震器加强支架左右同时弯曲打字模具将工件的左右弯曲以及打字结构进行集成,单次动作即可完成左右弯曲工序以及打字工序,操作方便,生产效率提高3.8倍,降低生产成本,并且工件质量稳定,左右件不易发生混乱,产品一致性保持良好。
弯曲凸模的两侧设有弧形槽,弧形槽内安装滚珠,滚珠的周面从弯曲凸模的侧面凸出并与左件和右件接触,弧形槽内填充润滑油,所述弯曲凸模的底部设有润滑油供给通道,润滑油供给通道通过润滑油分支通道连接弧形槽,弯曲凸模下行对左件和右件冲压弯曲成型时,滚珠相对于左件、右件转动接触,弧形槽内填充的润滑油涂设在左件、右件的表面,起到了润滑的作用,防止左件、右件出现摩擦拉伤的问题,保证了冲压质量和效果。
附图说明
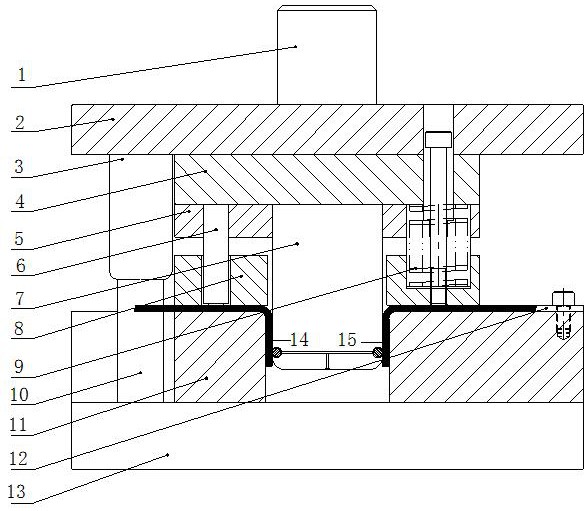
图1是本发明的主视结构示意图;
图2是本发明模具下半部分的俯视结构示意图;
图3是本发明减震器加强支架左的结构示意图;
图4是本发明减震器加强支架右的结构示意图;
图5为本发明弯曲凸模的结构示意图。
图中:模柄1、上模板2、导套3、上垫板4、上固定板5,打字冲头6、弯曲凸模7、压料板8、压料弹簧9、导柱10、凹模11、定位板12、下模板13,减震器加强支架左14,减震器加强支架右15,弧形槽16,滚珠17,润滑油供给通道18,润滑油分支通道19。
具体实施方式
如图1至图4所示,一种减震器加强支架左右同时弯曲打字模具,包括模具上半部分和模具下半部分,模具上半部分包括模柄1、上模板2、导套3、上垫板4、上固定板5,打字冲头6、弯曲凸模7、压料板8、压料弹簧9;模具下半部分包括导柱10、凹模11、定位板12和下模板13;
所述模柄1和导套3通过过盈配合固定在上模板2所对应的模柄孔和导套孔中,打字冲头6和弯曲凸模7通过过盈配合套入在上固定板5的对应的固定孔中,并通过螺栓连接于上垫板4底部,上固定板5和上垫板4通过螺栓与上模板2连接,压料弹簧9置于压料板8和上固定板5所对应的弹簧孔中,压料板8穿过打字冲头6和弯曲凸模7,并用螺栓从上模板2、上垫板4的螺栓孔,穿过压料弹簧9套入连接;
所述导柱10通过过盈配合装在下模板13的导柱孔中,凹模11通过螺栓固定在下模板13上,定位板12通过螺栓固定在凹模11上。
进一步,所述打字冲头6包括左件和右件,左件为凸字“L”,安装在模具的左侧,右件为凸字“R”,安装在模具的右侧。
进一步,所述打字冲头6与弯曲凸模7具有高度差,弯曲凸模7的高度比打字冲头6的高度大38.0mm;
如图5所示,所述弯曲凸模7的两侧设有弧形槽16,弧形槽16内安装滚珠17,滚珠17的周面从弯曲凸模7的侧面凸出并与左件和右件接触,弧形槽16内填充润滑油,所述弯曲凸模7的底部设有润滑油供给通道18,润滑油供给通道18通过润滑油分支通道19连接弧形槽16,弯曲凸模7下行对左件和右件冲压弯曲成型时,滚珠17相对于左件、右件转动接触,弧形槽16内填充的润滑油涂设在左件、右件的表面,起到了润滑的作用,防止左件、右件出现摩擦拉伤的问题,保证了冲压质量和效果。
进一步,所述弯曲凸模7底部两侧加工圆弧,所述压料板8的中间型腔与弯曲凸模7的双面间隙为0.6~0.8mm,压料板8可以通过弯曲凸模7导向。
进一步,所述压料弹簧9具有一定的压缩量,模具上半部分具有足够的压缩行程。
进一步,所述凹模11的中间型腔与弯曲凸模7间隙配合,其单面间隙为材料厚度,并在凹模11的中间型腔两侧加工出弯曲内圆弧。
进一步,所述凹模11整体进行热处理,达到HRC40~45的硬度。
进一步,所述定位板12为左右对称结构。
进一步,所述模具下行到位,压料板8与上固定板5接触时,弯曲凸模7与凹模11完成工件弯曲工序,打字冲头6压入工件,完成打刻。
实现本发明目的之二所采用的的技术方案如下:
一种减震器加强支架左右同时弯曲打字加工工艺,包括如下步骤:
第1步:将减震器加强支架左右同时弯曲打字模具安装在100T压力机上;
第2步:将落料工序完成后的两件预制减震器加强支架按左右对称的方式,分别放入下模,通过定位板12定位;
第3步:开动压力机,模具上半部分随机床滑块向下运行,压料板8接触制件,通过压料弹簧9的弹力压住制件并继续压缩,弯曲凸模7继续下行,接触制件,并配合凹模11进行左右制件端部的弯曲,同时,打字冲头6随上模下行压向制件,直至压料板8上表面与上固定板5接触,打字冲头6完成打字,制件端部的弯曲也完全到位;
第4步:工件打字和弯曲加工后,压力机上滑块带动模具上半部分回位,压料板7在压料弹簧9的作用力下使工件留在下模,再用辅助工具取出工件,其中左侧的制件为减震器加强支架左14,右侧的制件为减震器加强支架右15;
第5步:重复步骤2到步骤4的操作,进行下两件工件的制作。
使用该减震器加强支架左右同时弯曲打字模具后,将工件的左右弯曲以及打字结构进行集成,单次动作即可完成左右弯曲工序以及打字工序,操作方便,生产效率提高3.8倍,降低生产成本,并且工件质量稳定,左右件不易发生混乱,产品一致性保持良好。
以上显示和描述了本发明的基本原理、主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是本发明的原理,在不脱离本发明精神和范围的前提下本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明的范围内。本发明要求的保护范围由所附的权利要求书及其等同物界定。
- 一种减震器加强支架左右同时弯曲打字模具及其加工工艺
- 一种减震器加强板弯曲成型模具