一种装载机铲装斗数计算方法及装载机
文献发布时间:2023-06-19 10:29:05
技术领域
本发明实施例涉及装载机应用技术,尤其涉及一种装载机铲装斗数计算方法及装载机。
背景技术
随着装载机电控化水平的不断提高,人们希望能够通过T-BOX(Telematics Box,远程信息和管理系统车载终端)实时监控装载机的作业情况,尤其是铲装斗数。
目前对装载机铲装斗数的监控基本是靠在作业装置上安装压力传感器,通过对作业过程中的压力信号进行分析,从而推断出铲装斗数。该方式要求在液压系统上加装一定数量的压力传感器,同时要求配备专用或者通用的ECU对压力信号进行采集、分析,再通过一定的算法,最终计算出装载机的铲装斗数。再将该信息发送给T-BOX,供用户查看。
该方法需要在液压系统上加装一定数量的压力传感器,增加了系统的成本。同时要求配备专用或者通用的ECU对压力信号进行采集、分析,不仅运算量较大,且占用资源较多,进一步增加了系统的使用成本。
发明内容
本发明实施例提供一种装载机铲装斗数计算方法及装载机,以实现通过T-BOX采集装载机作业过程中的信息,并自动计算出装载机的作业斗数,降低设备部署成本。
第一方面,本发明实施例提供了一种装载机铲装斗数计算方法,所述装载机中配置有远程信息处理器T_Box,所述方法由T_Box执行,所述方法包括:
在每个检测周期内对所述装载机的各预设类别的工作参数进行先后检测;
基于预设的计时器对符合要求的所述工作参数进行计时更新,其中,每个所述工作参数对应一计时器;
若任一所述工作参数不符合要求,则结束当前检测周期;
对各所述计时器的计时结果进行检测;
若各所述计时结果均符合预设条件,则对所述装载机的铲装斗数进行一次累加计算。
可选的,所述在每个检测周期内对所述装载机的各预设类别的工作参数进行先后检测,包括:
在每个检测周期内先后检测所述装载机的档位、油门、车速和负载率。
可选的,所述基于预设的计时器对符合要求的所述工作参数进行计时更新,包括:
当所述档位为前进挡时,控制第一计时器执行一次预设时长的累加计时,其中,所述预设时长为相邻所述检测周期的间隔时间;
当所述油门大于或等于预设的油门阈值时,控制第二计时器执行一次预设时长的累加计时;
当所述车速小于或等于预设的车速阈值时,控制第三计时器执行一次预设时长的累加计时;
当所述负载率大于或等于预设的负载率阈值时,控制第四计时器执行一次预设时长的累加计时。
可选的,所述若各所述计时结果均符合预设条件,包括:
若第一计时器的计时时长大于或等于第一计时阈值,且第二计时器的计时时长、第三计时器的计时时长和第四计时器的计时时长均大于或等于第二计时阈值,则确定所述计时结果符合预设条件,其中,所述第一计时器用于记录前进挡的累计时间,所述第二计时器用于记录油门大于或等于油门阈值的累计时间,所述第三计时器用于记录车速小于或等于车速阈值的累计时间,所述第四计时器用于记录负载率大于或等于负载率阈值的累计时间。
可选的,在所述对所述装载机的铲装斗数进行一次累加计算之后,所述方法还包括:
清零各所述计时器,以控制各所述计时器在新的检测周期重新计时。
可选的,在所述对各所述计时器的计时结果进行检测之后,所述方法还包括:
若第一计时器的计时时长小于第一计时阈值,或者第二计时器、第三计时器和第四计时器中的任一计时器的计时时长小于第二计时阈值,则在等待预设的间隔时间后开始下一检测周期,其中,所述第一计时器用于记录前进挡的累计时间,所述第二计时器用于记录油门大于或等于油门阈值的累计时间,所述第三计时器用于记录车速小于或等于车速阈值的累计时间,所述第四计时器用于记录负载率大于或等于负载率阈值的累计时间。
第二方面,本发明实施例还提供了一种装载机,所述装载机中配置有T_Box,所述T_Box被配置为:
在每个检测周期内对所述装载机的各预设类别的工作参数进行先后检测;
基于预设的计时器对符合要求的所述工作参数进行计时更新,其中,每个所述工作参数对应一计时器;
若任一所述工作参数不符合要求,则结束当前检测周期;
对各所述计时器的计时结果进行检测;
若各所述计时结果均符合预设条件,则对所述装载机的铲装斗数进行一次累加计算。
可选的,所述T_Box还被配置为:
在每个检测周期内先后检测所述装载机的档位、油门、车速和负载率。
可选的,所述T_Box还被配置为:
在对所述装载机的铲装斗数进行一次累加计算之后,清零各所述计时器,以控制各所述计时器在新的检测周期重新计时。
可选的,所述T_Box还被配置为:
在对各所述计时器的计时结果进行检测之后,若检测到任一所述计时器的计时结果不符合预设条件,则在等待预设的间隔时间后开始下一检测周期。
本实施例提供的装载机铲装斗数计算方法,T_Box获取装载机预设类别的工作参数,在每个检测周期中先后检测所确定的工作参数,若是工作参数符合要求,则通过对应的计数器对该参数执行一次计时累加,若是检测到有工作参数不符合要求,则退出当前检测周期,在退出检测周期时,检测各个计时器的计时结果是否符合要求,若是各计时器的计时结果均符合要求,则确定装载机已经执行完一次标准流程的铲装作业,T_Box对铲装斗数执行一次累加计算。相比于现有技术,本实施例在不增加硬件成本的前提下,通过T-BOX对装载机作业过程中的信息进行采集,进行适当的运算后,即可得出装载机的作业斗数,成本低,应用范围广。
附图说明
图1为本发明实施例提供的一种装载机铲装斗数计算方法的流程图;
图2为本发明实施例提供的又一种装载机铲装斗数计算方法的流程图;
图3为本发明实施例提供的一个标准的铲装作业流程的示意图;
图4为本发明实施例提供的装载机执行铲装作业时各工作参数的变化曲线图;
图5为本发明实施例提供的有一种装载机铲装斗数计算方法的流程图;
图6为本发明实施例提供的一种装载机的结构框图。
具体实施方式
下面结合附图和实施例对本发明作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部结构。
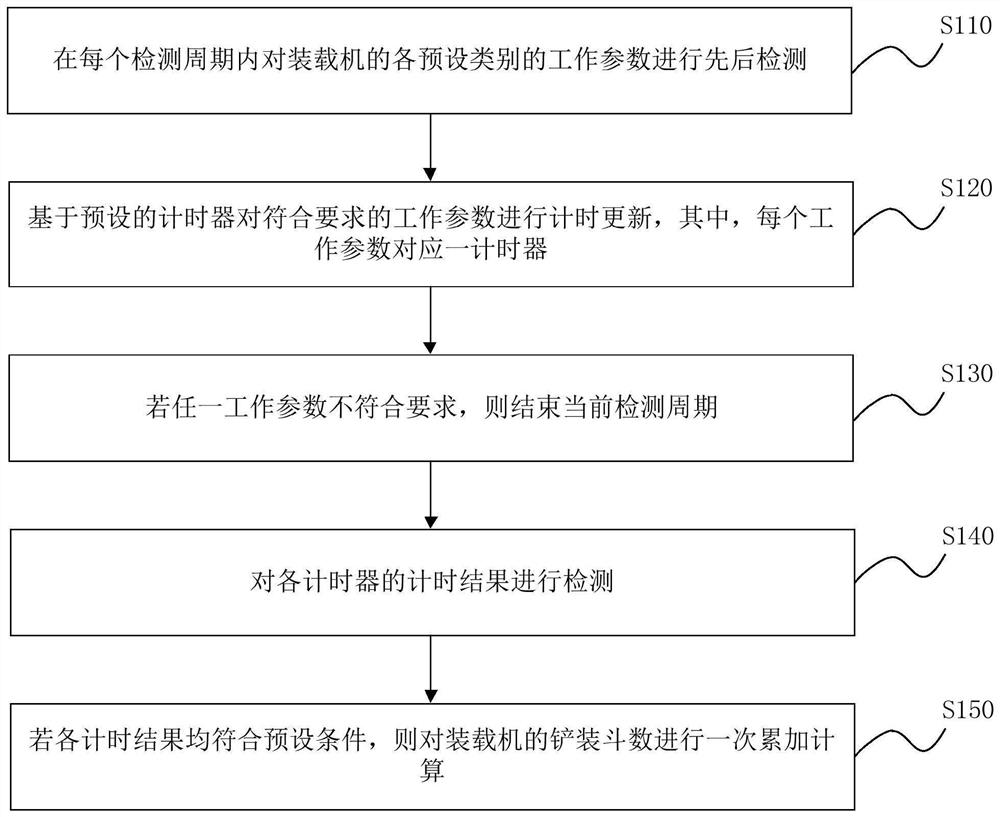
图1为本发明实施例提供的一种装载机铲装斗数计算方法的流程图,本实施例可适用于对装载机在铲装作业过程中的铲装斗数进行统计的情况,该方法可以由配置于装载机的远程信息处理器T_Box来执行,参考图1,该方法包括如下步骤:
S110、在每个检测周期内对装载机的各预设类别的工作参数进行先后检测。
其中,装载机在执行铲装作业时,这些预设类别的工作参数会先后按照一定的规律进行变化。本实施例中T_Box对这些工作参数进行先后检测,以确定装载机是否在执行铲装作业。
需要说明的是,本实施例中的检测周期非固定时长,不同的检测周期可能具有不同的时长。例如,在某一检测周期,装载机刚好在执行铲装作业,则T_Box在该检测周期会完整地运行完对各个工作参数的检测程序;在另一检测周期,装载机没有执行铲装作业,T_Box检测到某一工作参数不符合要求而结束该检测周期,即T_Box不会完整地运行完对全部工作参数的检测程序,显然,这两种情形的检测周期具有不同的检测时长。
S120、基于预设的计时器对符合要求的工作参数进行计时更新,其中,每个工作参数对应一计时器。
其中,对符合要求的工作参数进行计时的目的是要统计符合要求的工作参数的总运行时长,以通过对总运行时长进行统计,来检测装载机是否完整地执行了铲装作业全过程。
本实施例中,一个工作参数对应一个计时器,T_Box通过各个计时器分别统计各个工作参数在符合要求状态的运行时长。
S130、若任一工作参数不符合要求,则结束当前检测周期。
其中,因为T_Box是先后检测各个工作参数,因而若是有工作参数不符合要求,则T_Box不对该参数以及该参数之后的其他参数进行检测,直接退出当前检测周期,并在等待预设的间隔时间后在新的检测周期重新执行检测程序。
S140、对各计时器的计时结果进行检测。
其中,对各计时器的计时结果进行检测即检测各计时器的累计计时时长是否达到设定条件。因为装载机在执行铲装作业时,从准备铲装作业到执行铲装作业再到卸料完成,构成一个完整的铲装作业周期,显然,该铲装作业周期具有一定的时长。本步骤正是要将各个计时器的累计计时时长与一个铲装作业周期中的各个工作参数应有的持续时间进行比较。
S150、若各计时结果均符合预设条件,则对装载机的铲装斗数进行一次累加计算。
其中,若是各个计时器的计时结果均符合要求,表明装载机已经完整地执行了一次铲装作业,此时,T_Box对铲装斗数执行一次累加计算,以更新铲装斗数。本步骤中的累加计算是在上一次计数值的基础上加1,实现每完成一次铲装作业,铲装斗数更新一次,在铲装作业结束时,T_Box会统计得到装载机总共完成了多少次铲装斗数。
本实施例提供的装载机铲装斗数计算方法,T_Box获取装载机预设类别的工作参数,在每个检测周期中先后检测所确定的工作参数,若是工作参数符合要求,则通过对应的计数器对该参数执行一次计时累加,若是检测到有工作参数不符合要求,则退出当前检测周期,在退出检测周期时,检测各个计时器的计时结果是否符合要求,若是各计时器的计时结果均符合要求,则确定装载机已经执行完一次标准流程的铲装作业,T_Box对铲装斗数执行一次累加计算。相比于现有技术,本实施例在不增加硬件成本的前提下,通过T-BOX对装载机作业过程中的信息进行采集,进行适当的运算后,即可得出装载机的作业斗数,成本低,应用范围广。
可选的,在上述技术方案的基础上,在对装载机的铲装斗数进行一次累加计算之后,该方法还包括:
清零各计时器,以控制各计时器在新的检测周期重新计时。
其中,在完整地执行完一次铲装作业后,T-BOX对各计时器进行清零,避免前次的计时结果影响到后续铲装作业过程的铲装斗数计数。进行清零后,T-BOX会在等待设定的间隔时间后,开始新的检测周期,并在新的检测周期按照上述步骤对装载机的各预设类别的工作参数进行重新检测。T_Box通过重复执行上述步骤,直至装载机不再进行铲装作业,统计得到整个铲装作业过程中所完成的铲装斗数。
可选的,图2为本发明实施例提供的又一种装载机铲装斗数计算方法的流程图,本实施例在上述实施例的基础上进行了优化,参考图2,该方法包括如下步骤:
S210、在每个检测周期内先后检测装载机的档位、油门、车速和负载率。
其中,装载机一个标准的铲装作业流程如图3所示。整个过程分为4步:前往铲装点进行铲装-->倒车返回-->转向,前往卸料点-->卸料,返回起始点。
当装载机到达铲装作业点开始进行铲装作业时,档位为前进档,车速逐渐下降为零,油门开度增加,以增大工作装置的动力,同时装载机的负载率也开始上升。完成铲装后,装载机开始换档倒车,此时车速上升。在该过程中,装载机位于铲装点铲装作业时的工作参数具有典型特征。图4为本发明实施例提供的装载机执行铲装作业时各工作参数的变化曲线图,从图4可以看出,在一个完整的铲装作业流程中,装载机的档位、车速、油门信号和发动机负载率的先后变化关系。本步骤正是基于该典型特征,通过先后检测装载机的档位、车速、油门信号和发动机负载率参数,来检测装载机是否在执行铲装作业。
在整个铲装作业过程中,装载机的档位、车速、油门信号和发动机负载率均通过在CAN总线上广播发送,因而本实施例中T_Box可以通过CAN总线获取到装载机的档位、油门、车速和负载率。可选的,T_Box还可以直接采集装载机的档位、车速、油门信号和发动机负载率。例如,T_Box可以通过采集装载机的手柄信号而得到档位信号。即本实施例对于T_Box获取车辆的档位、车速、油门信号和发动机负载率的具体方法不作限定。
S220、当档位为前进挡时,控制第一计时器执行一次预设时长的累加计时,其中,预设时长为相邻检测周期的间隔时间;当油门大于或等于预设的油门阈值时,控制第二计时器执行一次预设时长的累加计时;当车速小于或等于预设的车速阈值时,控制第三计时器执行一次预设时长的累加计时;当负载率大于或等于预设的负载率阈值时,控制第四计时器执行一次预设时长的累加计时。
由上述分析可知,档位为前进挡表明档位信号符合要求,而油门、车速和负载率则通过对应的阈值进行衡量,当油门、车速和负载率大于或等于对应的阈值时,表明油门、车速和负载率符合要求。
本步骤的目的在于:通过为档位、油门、车速和负载率分别配置计时器,来对应统计档位、油门、车速和负载率达到要求的持续时间。若是四个工作参数全部符合要求,则四个计时器所统计到的即为装载机执行铲装作业过程中对于四个工作参数的计时结果。显然,若是四个计时器各自的总计时时长均达到了要求,表明装载机执行了一次完整的铲装作业流程。
S230、若任一工作参数不符合要求,则结束当前检测周期。
其中,当有任一参数不符合要求时,表明装载机并未执行铲装作业,T-BOX退出当前检测周期。相应地,该参数以及该参数之后的其他参数在本检测周期中不会被计时。
例如,若是在当前检测周期检测到车速大于车速阈值,则第三计时器和第四计时器不会进行计时累加。或者,在进行档位检测时,若是档位不是前进挡,则第一计时器、第二计时器、第三计时器和第四计时器在本检测周期均不会执行计时累加,而是直接退出当前检测周期,等待设定的间隔时间后开始下一个检测周期。
显然,通过执行本步骤实现了对不符合要求的工作参数进行计时筛选,使得各个计时器的最终计时结果准确反映装载机是否在执行铲装作业。
S240、对各计时器的计时结果进行检测。
S250、若第一计时器的计时时长大于或等于第一计时阈值,且第二计时器的计时时长、第三计时器的计时时长和第四计时器的计时时长均大于或等于第二计时阈值,则对装载机的铲装斗数进行一次累加计算。
其中,若是第一计时器的计时时长大于或等于第一计时阈值,且第二计时器的计时时长、第三计时器的计时时长和第四计时器的计时时长均大于或等于第二计时阈值,表明计时结果符合预设条件。
由图3和图4可知,装载机在准备铲装作业前,装载机会一直处于前进挡运行直至铲装完成,因而第一计时器的累加计时结果可用于衡量装载机是否完整地行驶了从起始点到铲装点的这段路程。
当装载机正在执行铲装作业时,油门、车速和负载率则会在符合要求的状态下持续一段时间,因而第二计时器、第三计时器和第四计时器的计时结果是否符合要求可以作为判断装载机是否进行了铲装动作的依据。可见,若是第一计时器、第二计时器、第三计时器和第四计时器的计时结果都符合要求时,表明装载机完整地执行了一次铲装作业过程。
S260、若第一计时器的计时时长小于第一计时阈值,或者第二计时器、第三计时器和第四计时器中的任一计时器的计时时长小于第二计时阈值,则在等待预设的间隔时间后开始下一检测周期。
其中,若是第一计时器的计时时长小于第一计时阈值,表明装载机没有完整地行驶完从起始点到铲装点的这段路程,因而不是合格的铲装作业过程。
若是第二计时器或者第三计时器或者第四计时器的计时时长没有达到第二计时阈值,表明装载机没有执行铲装动作。
本发明实施例中T_Box通过设置对应的计时器对装载机的档位、油门开度、车速和发动机负载率进行计时统计,对各个计时器的计时结果进行整体分析,自动识别出装载机是否在执行铲装作业,并在确定装载机完整地执行了一次铲装作业时,自动计算铲装斗数。本发明实施例在目前通用T-BOX的基础上,通过采集装载机现有的信号,实现对装载机铲装斗数的计算,不需要增加硬件成本,不需要操作人员进行特殊的操作,对装载机的正常作业没有任何影响。本发明实施例中的各个阈值可根据装载机作业物料的不同,进行灵活的修改与设置。而T-BOX本身具备的无线通讯能力非常便于实现这些参数的在线设置和远程设置。
可选的,图5为本发明实施例提供的有一种装载机铲装斗数计算方法的流程图,本实施例在上述实施例的基础上进行了优化,参考图5,该方法包括如下步骤:
S410、初始化各计时器。
本步骤将第一计时器、第二计时器、第三计时器和第四计时器进行初始化,以使得各个计时器从零开始计时。
S420、检测档位。
S430、判断档位是否为前进挡。
若当前档位为前进挡,则进入步骤S440;否则,进入步骤S540。
S440、对第一计时器执行一次计时累加。
本步骤具体是控制第一计时器累加一个间隔时间,该间隔时间为相邻检测周期的间隔时间。
S450、检测油门。
S460、判断油门是否大于油门阈值。
若是油门大于油门阈值,则进入步骤S470;否则,返回步骤S420,等待下一个检测周期开始后重新开始检测档位。
S470、第二计时器执行一次计时累加。
本步骤具体是控制第二计时器累加一个间隔时间。
S480、检测车速。
S490、判断车速是否小于车速阈值。
其中,若是车速小于车速阈值,则进入步骤S500;否则,返回步骤S420,等待下一个检测周期开始后重新开始检测档位。
S500、第三计时器执行一次计时累加。
同样地,本步骤具体是控制第三计时器累加一个间隔时间。
S510、检测负载率。
S520、判断负载率是否大于负载率阈值。
其中,若是装载机当前的负载率大于负载率阈值,则进入步骤S530;否则,返回步骤S420,等待下一个检测周期开始后重新开始检测档位。
S530、第四计时器执行一次计时累加。
本步骤是控制第四计时器累加一个间隔时间。在执行完本步骤后,当前检测周期结束,T-BOX返回步骤S420,等待下一个检测周期开始后重新开始检测档位。
S540、判断档位是否为后退档。
若装载机当前的档位为后退档,则进入步骤S550;否则,返回步骤S420,等待下一个检测周期开始后重新开始检测档位。
S550、判断第一计时器的计时时长是否大于第一计时阈值。
其中,若是第一计时器的计时时长大于第一计时阈值,则进入步骤S560;否则,进入步骤S580。
S560、判断第二计时器、第三计时器和第四计时器各自的计时时长是否都大于第二计时阈值。
若是步骤S550和S560的条件均满足,即第一计时器的计时时长大于第一计时阈值,且第二计时器、第三计时器和第四计时器的计时时长均大于第二计时阈值,表明装载机已经完整地执行了一次铲装作业,T-BOX执行步骤S570;否则,进入步骤S580。
S570、执行一次斗数计数。
在经过上述步骤判断后,表明装载机已经完整地执行了一次铲装作业,T-BOX通过内置的计数器自动对铲装斗数进行一次计数累加,即在历史铲装斗数的计数基础上,累加一次,以更新铲装斗数。
S580、清零各计时器。
本步骤是要将各个计时器进行清零,使得各个计时器在新的检测周期根据检测结果进行重新计时。
可选的,图6为本发明实施例提供的一种装载机的结构框图,本实施例所提供的装载机60中配置有T_Box 610,该T_Box 610能够执行上述任意实施例所提供的装载机60铲装斗数计算方法。参考图6,T_Box 610与装载机60的发动机620和变速箱630通信连接,例如,T_Box 610与发动机620和变速箱630均连接装载机60的CAN总线,从而T_Box 610能够获取到装载机60的档位、油门、车速、负载率等工作参数。该T_Box 610被配置为:
在每个检测周期内对装载机60的各预设类别的工作参数进行先后检测;
基于预设的计时器对符合要求的工作参数进行计时更新,其中,每个工作参数对应一计时器;
若任一工作参数不符合要求,则结束当前检测周期;
对各计时器的计时结果进行检测;
若各计时结果均符合预设条件,则对装载机60的铲装斗数进行一次累加计算。
可选的,在上述技术方案的基础上,T_Box 610还被具体配置为:
在每个检测周期内先后检测装载机60的档位、油门、车速和负载率。
可选的,在上述技术方案的基础上,T_Box 610还被具体配置为:
当档位为前进挡时,控制第一计时器执行一次预设时长的累加计时,其中,预设时长为相邻检测周期的间隔时间;
当油门大于或等于预设的油门阈值时,控制第二计时器执行一次预设时长的累加计时;
当车速小于或等于预设的车速阈值时,控制第三计时器执行一次预设时长的累加计时;
当负载率大于或等于预设的负载率阈值时,控制第四计时器执行一次预设时长的累加计时。
可选的,在上述技术方案的基础上,T_Box 610还被具体配置为:
若第一计时器的计时时长大于或等于第一计时阈值,且第二计时器的计时时长、第三计时器的计时时长和第四计时器的计时时长均大于或等于第二计时阈值,则确定计时结果符合预设条件,其中,第一计时器用于记录前进挡的累计时间,第二计时器用于记录油门大于或等于油门阈值的累计时间,第三计时器用于记录车速小于或等于车速阈值的累计时间,第四计时器用于记录负载率大于或等于负载率阈值的累计时间。
可选的,在上述技术方案的基础上,T_Box 610还被具体配置为:
在对装载机60的铲装斗数进行一次累加计算之后,清零各计时器,以控制各计时器在新的检测周期重新计时。
可选的,在上述技术方案的基础上,T_Box 610还被具体配置为:在对各计时器的计时结果进行检测之后,若第一计时器的计时时长小于第一计时阈值,或者第二计时器、第三计时器和第四计时器中的任一计时器的计时时长小于第二计时阈值,则在等待预设的间隔时间后开始下一检测周期,其中,第一计时器用于记录前进挡的累计时间,第二计时器用于记录油门大于或等于油门阈值的累计时间,第三计时器用于记录车速小于或等于车速阈值的累计时间,第四计时器用于记录负载率大于或等于负载率阈值的累计时间。
注意,上述仅为本发明的较佳实施例及所运用技术原理。本领域技术人员会理解,本发明不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本发明的保护范围。因此,虽然通过以上实施例对本发明进行了较为详细的说明,但是本发明不仅仅限于以上实施例,在不脱离本发明构思的情况下,还可以包括更多其他等效实施例,而本发明的范围由所附的权利要求范围决定。
- 一种装载机铲装斗数计算方法及装载机
- 一种装载机铲装过程的作业斗数识别方法与识别装置