一种垃圾焚烧窑用高强度、耐腐蚀、耐冲刷浇注料,及其制备方法
文献发布时间:2023-06-19 10:33:45
技术领域
本发明属于耐火材料技术领域,尤其涉及一种垃圾焚烧窑用高强度、耐腐蚀、耐冲刷浇注料,及其制备方法。
背景技术
垃圾焚烧窑,指的是在垃圾处理行业,用于将特定垃圾进行焚烧发电的专用窑炉,其内侧就需要设置浇注料层,以用于耐火防护。
现有的浇注料,一般仅要求其耐高温、稳定性好,在普通焚烧窑内可以长期使用即可,但是在垃圾焚烧窑内,用于垃圾频繁大批量倒入,且垃圾中含有大量或酸或碱的腐蚀物,所以要求专用于垃圾焚烧窑的浇注料要耐腐蚀,耐冲刷,高强度,使用寿命更加长,这就需要一种配方改进的新型浇注料。
此外,现有的浇注料制备用搅拌机,其结构至少存在以下几个问题:第一,加水孔仅一处,加水位置过于集中,这样的话水分搅拌至均匀就需要付出更久的搅拌时间,大大降低浇注料搅拌操作效率;第二,驱动电机以及驱动轴缺少固定结构,旋转起来时环向晃动幅度大,这样驱动结构就容易从机体上脱落。
所以综上所述,市场上急需一种加水均匀性好,整体结构稳定的改进型浇注料制备用搅拌机。
专利公开号为CN107266093A,公开日为2017.10.20的中国发明专利公开了一种垃圾处理窑用耐磨浇注料及其制备方法,所述浇注料组份包括:尖晶石,尖晶石颗粒,复合无机粉,锆凝胶粉,粒径小于1μm的硅微粉,粒径小于1.2μm的Al
但是该发明专利中的浇注料,存在耐酸碱腐蚀性能差的问题,不能满足垃圾焚烧窑的使用要求。
专利公告号为CN211886531U,公告日为2020.11.10的中国实用新型专利公开了一种移动式立体搅拌站,包括机架,其具有安装平台和置于所述安装平台下方的移动小车;搅拌机构,用于搅拌耐火浇注料;上料机构,用于将耐火浇注料运送至所述搅拌机构;供水机构,用于将水输送至所述搅拌机构,控制机构,其具有一PLC控制柜,所述PLC控制柜固定在所述安装平台上,所述搅拌机构、上料机构和供水机构均与所述PLC控制柜电气连接。
但是该实用新型专利中的搅拌站,存在整体结构强度不足、稳定性差的问题。
发明内容
本发明提供一种垃圾焚烧窑用高强度、耐腐蚀、耐冲刷浇注料,及其制备方法,其能通过将莫来石粗骨料24-25份、莫来石细骨料15-16份、碳化硅微粉5-9份、焦宝石粗骨料11-16份、煤矸石细骨料2-6份、锆刚玉粗骨料9-22份、锆刚玉细骨料12-18份、氧化铝粉3-6份、铝酸盐水泥5-9份、糊精1-3份、偏高岭土1-5份、氧化锆纤维0.2-0.3份以及木质素磺酸钙0.5-1.2份先搅拌混合,再加水混合,最后入模成型的方式,制得适用于垃圾焚烧窑的浇注料预制块。本发明具有浇注料预制块自身结构强度大,在垃圾焚烧窑内侧使用时耐腐蚀、耐冲刷性能好,稳定使用的有效寿命长,整体制备方法简单高效,以及使用的环向加水式搅拌机结构合理有效,环向均匀式加水操作可以大大降低搅拌所需时间,旋转搅拌动作稳定性高,整体搅拌机不易晃动,搅拌机整体结构稳定性高,方便拆装维修的优点。
本发明解决上述问题采用的技术方案是:一种垃圾焚烧窑用高强度、耐腐蚀、耐冲刷浇注料,包括按重量计的以下各组分:莫来石粗骨料24-25份、莫来石细骨料15-16份、碳化硅微粉5-9份、焦宝石粗骨料11-16份、煤矸石细骨料2-6份、锆刚玉粗骨料9-22份、锆刚玉细骨料12-18份、氧化铝粉3-6份、铝酸盐水泥5-9份、糊精1-3份、偏高岭土1-5份、氧化锆纤维0.2-0.3份以及木质素磺酸钙0.5-1.2份。
进一步优选的技术方案在于:所述莫来石粗骨料、焦宝石粗骨料以及锆刚玉粗骨料的粒径为3-4mm;所述莫来石细骨料、煤矸石细骨料以及锆刚玉细骨料的粒径为0.5-1.0mm。
一种垃圾焚烧窑用高强度、耐腐蚀、耐冲刷浇注料的制备方法,依次包括以下步骤:
S1、开启环向加水式搅拌机的搅拌结构,加入全部的所述莫来石粗骨料、莫来石细骨料、碳化硅微粉、焦宝石粗骨料、煤矸石细骨料、锆刚玉粗骨料、锆刚玉细骨料、氧化铝粉、铝酸盐水泥、糊精、偏高岭土、氧化锆纤维以及木质素磺酸钙,物料全部加入后再搅拌10-25min,得到基础混合料;
S2、提高搅拌转速,往所述基础混合料内加水,加水完毕后再搅拌5-10min,得到待成型浇注料:
S3、将所述待成型浇注料排放进入模具,插入振动棒振动,养护后即为最终的预制块形式的浇注料。
进一步优选的技术方案在于:S1中,所述环向加水式搅拌机的转速为40-60r/min;S2中,所述环向加水式搅拌机的转速为80-110r/min。
进一步优选的技术方案在于:所述环向加水式搅拌机的结构包括搅拌机外壳,设置在所述搅拌机外壳顶板上的加料管,设置在所述搅拌机外壳底板上的出料管,设置在所述搅拌机外壳顶板上的安装螺纹孔,设置在所述安装螺纹孔上并用于在所述搅拌机外壳内进行环向向外喷射加水的中空圆环单元,设置在所述搅拌机外壳的支撑板单元,插接设置在所述支撑板单元上且上端设有驱动电机、下端设有搅拌柱的竖向限位轴单元,设置在所述中空圆环单元内环面上并用于环向限位固定所述驱动电机的固定架单元,以及设置在所述搅拌机外壳内底面上并用于环向固定所述竖向限位轴单元的限位筒体单元。
进一步优选的技术方案在于:所述中空圆环单元包括圆环主体,设置在所述圆环主体内的环形空腔,设置在所述环形空腔上的加水孔,设置在所述加水孔上的加水管,设置在所述圆环主体外环面上端位置处并用于连接所述安装螺纹孔的环体螺纹段,以及从所述环形空腔向外开设且位于所述环体螺纹段下方的若干圈喷水孔。
进一步优选的技术方案在于:所述支撑板单元包括设置在所述搅拌机外壳内且位于所述圆环主体下方的支撑用圆形板,设置在所述支撑用圆形板上并用于穿过安装所述竖向限位轴单元的轴体开孔,以及分别设置在所述支撑用圆形板的两边并用于连接固定所述搅拌机外壳内环面的两个径向固定板。
进一步优选的技术方案在于:所述竖向限位轴单元包括上端穿过所述轴体开孔、下端插入所述限位筒体单元、环形面上设有所述搅拌柱的竖向轴,设置在所述竖向轴上且穿过所述轴体开孔的轴上螺纹段,设置在所述轴上螺纹段上且位于所述支撑用圆形板上方的螺接环,设置在所述螺接环下表面上并用于在所述支撑用圆形板上表面上进行滚动摩擦限位的滚珠,设置在所述轴上螺纹段上并用于竖向夹紧所述螺接环的紧固螺母,设置在所述螺接环和所述紧固螺母之间的弹性圈,以及设置在所述螺接环外环面上的粉尘阻挡毛圈。
进一步优选的技术方案在于:所述固定架单元包括设置在所述圆环主体内且套在所述驱动电机外侧的限位环,设置在所述限位环外环面上并用于连接所述圆环主体的环体固定板,以及设置在所述限位环内并用于弹性夹紧所述驱动电机的弹性圈。
进一步优选的技术方案在于:所述限位筒体单元包括设置在所述搅拌机外壳内底面上并用于插入所述竖向轴的固定筒体,以及设置在所述固定筒体内环面上并用于环向限位固定所述竖向轴下端的筒体滚珠。
本发明通过将莫来石粗骨料24-25份、莫来石细骨料15-16份、碳化硅微粉5-9份、焦宝石粗骨料11-16份、煤矸石细骨料2-6份、锆刚玉粗骨料9-22份、锆刚玉细骨料12-18份、氧化铝粉3-6份、铝酸盐水泥5-9份、糊精1-3份、偏高岭土1-5份、氧化锆纤维0.2-0.3份以及木质素磺酸钙0.5-1.2份先搅拌混合,再加水混合,最后入模成型的方式,制得适用于垃圾焚烧窑的浇注料预制块。本发明具有浇注料预制块自身结构强度大,在垃圾焚烧窑内侧使用时耐腐蚀、耐冲刷性能好,稳定使用的有效寿命长,整体制备方法简单高效,以及使用的环向加水式搅拌机结构合理有效,环向均匀式加水操作可以大大降低搅拌所需时间,旋转搅拌动作稳定性高,整体搅拌机不易晃动,搅拌机整体结构稳定性高,方便拆装维修的优点。
附图说明
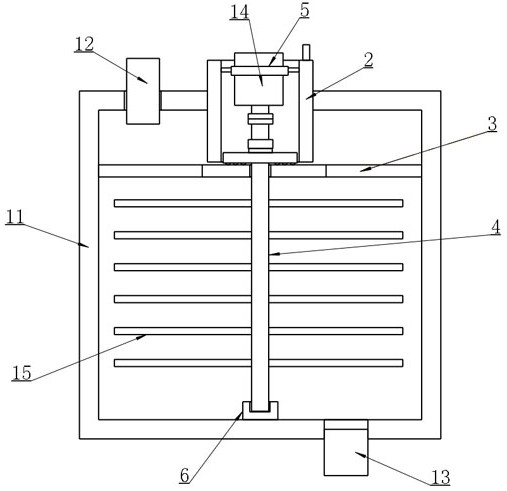
图1为本发明中环向加水式搅拌机的结构示意图。
图2为本发明中竖向限位轴单元的位置结构示意图。
图3为本发明中固定架单元在俯视角度下的位置结构示意图。
图4为本发明中中空圆环单元的位置结构示意图。
图5为本发明中限位筒体单元的位置结构示意图。
图6为本发明中支撑板单元在俯视角度下的结构示意图。
具体实施方式
以下所述仅为本发明的较佳实施例,并非对本发明的范围进行限定。
实施例:如附图1、2、3、4、5以及附图6所示,一种垃圾焚烧窑用高强度、耐腐蚀、耐冲刷浇注料,包括按重量计的以下各组分:莫来石粗骨料24-25份、莫来石细骨料15-16份、碳化硅微粉5-9份、焦宝石粗骨料11-16份、煤矸石细骨料2-6份、锆刚玉粗骨料9-22份、锆刚玉细骨料12-18份、氧化铝粉3-6份、铝酸盐水泥5-9份、糊精1-3份、偏高岭土1-5份、氧化锆纤维0.2-0.3份以及木质素磺酸钙0.5-1.2份。
所述莫来石粗骨料、焦宝石粗骨料以及锆刚玉粗骨料的粒径为3-4mm;所述莫来石细骨料、煤矸石细骨料以及锆刚玉细骨料的粒径为0.5-1.0mm。
一种垃圾焚烧窑用高强度、耐腐蚀、耐冲刷浇注料的制备方法,依次包括以下步骤:
S1、开启环向加水式搅拌机的搅拌结构,加入全部的所述莫来石粗骨料、莫来石细骨料、碳化硅微粉、焦宝石粗骨料、煤矸石细骨料、锆刚玉粗骨料、锆刚玉细骨料、氧化铝粉、铝酸盐水泥、糊精、偏高岭土、氧化锆纤维以及木质素磺酸钙,物料全部加入后再搅拌10-25min,得到基础混合料;
S2、提高搅拌转速,往所述基础混合料内加水,加水完毕后再搅拌5-10min,得到待成型浇注料:
S3、将所述待成型浇注料排放进入模具,插入振动棒振动,养护后即为最终的预制块形式的浇注料。
S1中,所述环向加水式搅拌机的转速为40-60r/min;S2中,所述环向加水式搅拌机的转速为80-110r/min。
在本实施例中,所述垃圾焚烧窑用高强度、耐腐蚀、耐冲刷浇注料的制备方法中,未提及部分均按现有技术的方式进行,保证最终制得垃圾焚烧窑专用的浇注料预制块即可。
所述环向加水式搅拌机的结构包括搅拌机外壳11,设置在所述搅拌机外壳11顶板上的加料管12,设置在所述搅拌机外壳11底板上的出料管13,设置在所述搅拌机外壳11顶板上的安装螺纹孔1,设置在所述安装螺纹孔1上并用于在所述搅拌机外壳11内进行环向向外喷射加水的中空圆环单元2,设置在所述搅拌机外壳11的支撑板单元3,插接设置在所述支撑板单元3上且上端设有驱动电机14、下端设有搅拌柱15的竖向限位轴单元4,设置在所述中空圆环单元2内环面上并用于环向限位固定所述驱动电机14的固定架单元5,以及设置在所述搅拌机外壳11内底面上并用于环向固定所述竖向限位轴单元4的限位筒体单元6。
在本实施例中,所述安装螺纹孔1用于安装固定所述中空圆环单元2,所述支撑板单元3用于竖向限位固定所述竖向限位轴单元4,所述限位筒体单元6用于环向限位固定所述竖向限位轴单元4,最后所述固定架单元5则用于环向限位固定所述驱动电机14,最终保证加水动作的有效喷洒面积更大,后续搅拌均匀所需时间就更短了,以提高搅拌混合效率。
而所述竖向限位轴单元4和所述驱动电机14使用时就不易出现晃动的情况了,保证整体结构的稳定性。
所述中空圆环单元2包括圆环主体201,设置在所述圆环主体201内的环形空腔202,设置在所述环形空腔202上的加水孔203,设置在所述加水孔203上的加水管204,设置在所述圆环主体201外环面上端位置处并用于连接所述安装螺纹孔1的环体螺纹段205,以及从所述环形空腔202向外开设且位于所述环体螺纹段205下方的若干圈喷水孔206。
所述支撑板单元3包括设置在所述搅拌机外壳11内且位于所述圆环主体201下方的支撑用圆形板301,设置在所述支撑用圆形板301上并用于穿过安装所述竖向限位轴单元4的轴体开孔302,以及分别设置在所述支撑用圆形板301的两边并用于连接固定所述搅拌机外壳11内环面的两个径向固定板303。
在本实施例中,所述径向固定板303焊接固定在所述搅拌机外壳11内环面上。
所述竖向限位轴单元4包括上端穿过所述轴体开孔302、下端插入所述限位筒体单元6、环形面上设有所述搅拌柱15的竖向轴401,设置在所述竖向轴401上且穿过所述轴体开孔302的轴上螺纹段402,设置在所述轴上螺纹段402上且位于所述支撑用圆形板301上方的螺接环403,设置在所述螺接环403下表面上并用于在所述支撑用圆形板301上表面上进行滚动摩擦限位的滚珠404,设置在所述轴上螺纹段402上并用于竖向夹紧所述螺接环403的紧固螺母405,设置在所述螺接环403和所述紧固螺母405之间的弹性圈406,以及设置在所述螺接环403外环面上的粉尘阻挡毛圈407。
在本实施例中,所述紧固螺母405、弹性圈406以及螺接环403三者夹紧,保证这三者相较于所述竖向轴401不会上下移动,而所述支撑板单元3在所述螺接环403下方进行限位,这样所述竖向限位轴单元4就被竖向固定了,即不用仅仅依靠与所述驱动电机14之间的联轴器来竖向固定。
此外,所述滚珠404用于降低所述螺接环403和所述支撑板单元3之间的摩擦力,所述粉尘阻挡毛圈407用于来“软性封闭”所述螺接环403和所述圆环主体201之间的间隙,进一步避免搅拌时产生的粉尘向外飘出。
所述固定架单元5包括设置在所述圆环主体201内且套在所述驱动电机14外侧的限位环501,设置在所述限位环501外环面上并用于连接所述圆环主体201的环体固定板502,以及设置在所述限位环501内并用于弹性夹紧所述驱动电机14的弹性圈503。
在本实施例中,所述弹性圈503的材质为现有高强度橡胶,其内侧圈轮廓不用参照所述驱动电机14的样式,需要保证内侧圈直径合适,可以充分且适宜地夹紧所述驱动电机14即可。
所述限位筒体单元6包括设置在所述搅拌机外壳11内底面上并用于插入所述竖向轴401的固定筒体601,以及设置在所述固定筒体601内环面上并用于环向限位固定所述竖向轴401下端的筒体滚珠602。
在本实施例中,所述竖向轴401上端既有联轴器固定,又有所述轴体开孔302限位,因此环向摆动幅度不大,下端则缺少环向限位作用,因此所述筒体滚珠602的引入,可以保证所述竖向轴401下端也不易摆动,最终保证所述搅拌机的运行稳定性。
上面结合附图对本发明的实施方式作了详细说明,但是本发明不限于上述实施方式,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下做出各种修改。这些都是不具有创造性的修改,只要在本发明的权利要求范围内都受到专利法的保护。
- 一种垃圾焚烧窑用高强度、耐腐蚀、耐冲刷浇注料,及其制备方法
- 一种高强度抗冲刷侵蚀钢包自流浇注料及其制备方法