一种用于金属塑料复合管复合的设备和复合工艺
文献发布时间:2023-06-19 10:33:45
技术领域
本发明涉及管道复合工艺技术领域,具体为一种用于金属塑料复合管复合的设备和复合工艺。
背景技术
金属塑料复合管是以外层为金属管、内层为塑料管,通过一定的工艺复合成型的管材,具有金属管和非金属管的优点。在将金属管和塑料管复合粘接时,需要对塑料管进行加热熔融,以使塑料管和金属管内壁粘接,然后进行冷却,使粘接部分冷却凝固,复合时需要沿管材长度方向对其进行复合。然而,对于长度较长的管材,复合难度加大,若要移动管材使其整体复合,则复合生产线占地较大。
发明内容
针对现有技术存在的上述问题,本发明的目的是提供一种用于金属塑料复合管复合的设备和复合工艺,通过所述设备能依次完成上料工艺、夹持工艺、加热冷却工艺和下料工艺,同时能对多个管材进行复合加工,所述管材不动,加热冷却装置移动实现对整个管材的复合,适用长度较长的管材加工,使所述设备整体结构紧凑、占地面积小,适用于批量的复合生产线,复合加工效率高,复合性能高。
为了实现上述目的,本发明所采用的技术方案是
一种用于金属塑料复合管复合的设备,包括工作台、至少一组托料装置、至少一组装夹装置和至少一组加热冷却装置,托料装置的组数、装夹装置的组数和加热冷却装置的组数相同,工作台包括下工作台和位于下工作台上方的上工作台,下工作台和上工作台通过支撑架连接,托料装置安装在下工作台上,托料装置可带动其支撑的管材上升或下降,装夹装置夹持并可密封套在金属管内的塑料管的两端以及可向塑料管内部施压,加热冷却装置可滑动地安装在上工作台的底部,加热冷却装置沿着上工作台滑动时穿过管材外部。
作为上述技术方案的进一步改进:
优选的,下工作台包括两个间隔布置的限位架,托料装置位于两个限位架之间,托料装置设有多组时,多组托料装置平行间隔布置。
托料装置包括多个在一条直线上间隔布置的托料架和多个分别与托料架连接的气缸,气缸连接并带动与其连接的托料架上升或下降。
优选的,多个托料架所在的直线和限位架平行。
优选的,托料装置还包括多个第二接近开关,每个托料架的两侧各布置一个第二接近开关。
所述设备还包括运料装置,运料装置包括两个平行间隔布置的链轮装置,链轮装置跨设在两个限位架上,链轮装置包括底座和安装在底座上的链条、至少一个支撑板,链条垂直于限位架,每个链轮装置的支撑板的个数和托料装置的组数相同,链条可传动地安装在底座上,支撑板安装在链条上,链条带动支撑板沿着底座传动。
优选的,支撑板设有多个时,多个支撑板间隔布置在链条上,一个链轮装置的多个支撑板分别和另一个链轮装置的多个支撑板一一对应,对应的两个支撑板分别支撑管材的两端。
优选的,所述对应的两个支撑板的连线平行于限位架。
运料装置还包括多个用于感应支撑板位置信息的第一接近开关。
运料装置还包括运料驱动电机和传动轴,传动轴的两端分别连接两个链轮装置,驱动电机通过传动轴传递驱动至两个链条。
装夹装置包括两个装夹结构,两个装夹结构分别位于托料装置的两端,装夹结构包括液压装置和夹头,液压装置安装在支撑架上,液压装置连接并带动夹头在水平方向移动,两个装夹结构的两个夹头相向布置。
优选的,夹头上设有柔性的胀圈,胀圈受压后接触并压紧套在金属管内的塑料管内壁一圈,夹头上设有为胀圈提供气压的胀圈充气气管,其中一个夹头上还设有为塑料管内部提供气压的管道充气气管。
加热冷却装置包括加热冷却驱动电机、加热冷却架和安装在加热冷却架上的感应加热圈、喷淋水圈,加热冷却架的一端可滑动地安装在上工作台的底部、另一端向下悬伸,加热冷却驱动电机驱动加热冷却架沿着上工作台滑动。
加热冷却装置还包括除水蒸气风扇,感应加热圈、喷淋水圈和除水蒸气风扇依次间隔布置。
优选的,喷淋水圈上设有多个喷淋水孔,多个喷淋水孔的喷水方向朝向喷淋水圈的中心线。
加热冷却装置还包括安装在上工作台上的中频设备,中频设备和感应加热圈电连接。
优选的,所述设备还包括控制器,第一接近开关、第二接近开关、气缸、运料驱动电机均和控制器电连接。
一种金属塑料复合管复合工艺,基于上述设备,包括依次进行的上料工艺、夹持工艺、加热冷却工艺和下料工艺,其中:
上料工艺:将管材置于运料装置上,启动运料装置,运料装置带动管材运行至设定位置,然后启动托料装置的多个气缸,多个气缸分别带动多个托料架上升抬升管材使其脱离运料装置;
夹持工艺:启动液压装置,两个装夹结构的两组液压装置分别带动两个夹头相向移动至夹持套在金属管内的塑料管的两端;
加热冷却工艺:外部供气装置给夹头供气使其密封塑料管两端、给塑料管内部供气使其胀开塑料管,启动加热冷却驱动电机,加热冷却驱动电机带动感应加热圈、喷淋水圈和除水蒸气风扇依次穿过管材外部;
下料工艺:释放夹头的气压和塑料管内部的气压,启动液压装置,使两个装夹结构脱离管材,启动多个气缸,多个气缸分别带动多个托料架下降至管材支撑在运料装置上,启动运料装置,运料装置将管材从设定位置移开。
上料工艺中,先启动运料装置,使运料装置的支撑板移动至下工作台的边缘以衔接管材。
上料工艺中,管材的两端分别支撑在两个链轮装置的两个支撑板上。
上料工艺中,启动运料驱动电机,支撑板带动管材移动,当第一接近开关感应到支撑板后,第一接近开关将感应信息发送给控制器,控制器控制运料驱动电机停止,管材在设定位置停止。
加热冷却工艺中,沿着加热冷却架的运行方向,感应加热圈、喷淋水圈和除水蒸气风扇依次从前向后排列。
加热冷却工艺中,当一个托料架一侧的第二接近开关感应到感应加热圈时,控制器控制托料架连接的气缸带动托料架下降至不阻挡感应加热圈、喷淋水圈和除水蒸气风扇的运行,当托料架另一侧的第二接近开关感应到感应加热圈时,控制器控制托料架连接的气缸带动托料架上升至重新支撑管材。
下料工艺中,启动运料装置后,运料装置将管材从设定位置移开至下工作台的边缘。
本发明的有益效果是:通过所述设备能依次完成上料工艺、夹持工艺、加热冷却工艺和下料工艺,同时能对多个管材进行复合加工,所述管材不动,加热冷却装置移动实现对整个管材的复合,适用长度较长的管材加工,使所述设备整体结构紧凑、占地面积小,适用于批量的复合生产线,复合加工效率高,复合性能高。
附图说明
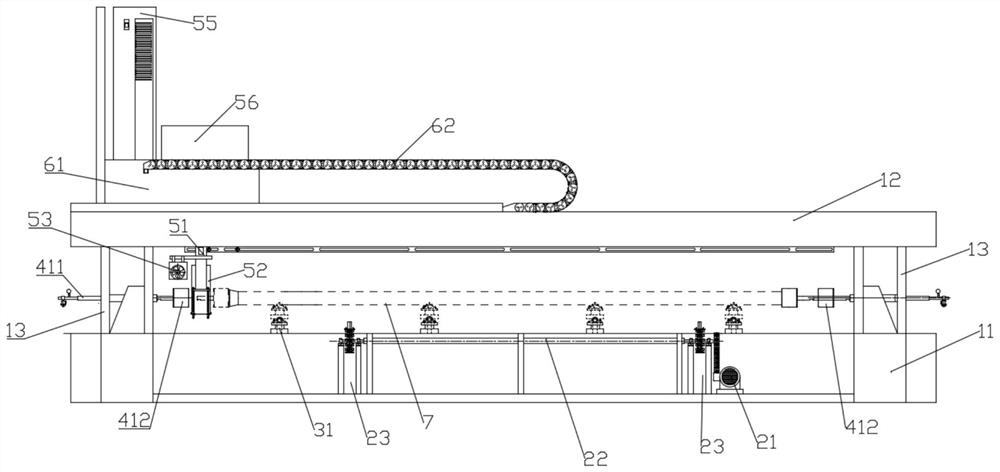
图1为本发明一个实施例的结构示意图;
图2为本发明一个实施例的另一视角结构示意图。
具体实施方式
以下结合附图对本发明的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本发明,并不用于限制本发明。
为了便于描述,在这里可以使用空间相对术语,如“在……之上”、“在……上方”、“在……上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在……上方”可以包括“在……上方”和“在……下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
一种用于金属塑料复合管复合的设备,如图1和2所示,包括工作台、拖链装置、运料装置、控制器、上料架8、下料架9、至少一组托料装置、至少一组装夹装置和至少一组加热冷却装置,托料装置的组数、装夹装置的组数和加热冷却装置的组数相同。
工作台包括下工作台11和位于下工作台11上方的上工作台12,下工作台11和上工作台12通过支撑架13连接。具体的,下工作台11的两端分别和上工作台12的两端通过支撑架13连接。下工作台11包括两个间隔布置的限位架111,两个限位架111平行间隔布置。
托料装置安装在下工作台11上,托料装置可带动其支撑的管材7上升或下降。具体的,托料装置位于两个限位架111之间,托料装置设有多组时,多组托料装置平行间隔布置。托料装置包括多个第二接近开关、多个在一条直线上间隔布置的托料架31和多个分别与托料架31连接的气缸,气缸连接并带动与其连接的托料架31上升或下降。多个托料架31所在的直线和限位架111平行。每个托料架31的两侧各布置一个第二接近开关。每组托料装置支撑一个管材7。
待加工的管材7包括金属管和塑料管,塑料管套接在金属管内,即塑料管即为内衬塑,塑料管的两端分别伸出金属管的两端(图中未示出),以便于装夹装置进行夹持,塑料管和金属管尚未粘接。
装夹装置夹持并可密封套在管材7内部的塑料管的两端以及可向塑料管内部施压。装夹装置设有多组时,每组装夹装置分别对应多组托料装置,每组装夹装置夹持与其对应的托料装置上的塑料管。装夹装置包括两个装夹结构,两个装夹结构分别位于与其对应的托料装置的两端,装夹结构包括液压装置411和夹头412,液压装置411安装在支撑架13上,液压装置411连接并带动夹头412在水平方向移动,移动方向平行于限位架111。两个装夹结构的两个夹头412相向布置。
夹头412上设有柔性的胀圈,胀圈受压后接触并压紧套在管材7内部的塑料管内壁一圈,夹头412上设有为胀圈提供气压的胀圈充气气管,其中一个夹头412上还设有为塑料管提供气压的管道充气气管。
夹头412在本申请人申请号2020114357607、2020114354596等专利中有公开详细的结构,在此不做重复的说明。
加热冷却装置可滑动地安装在上工作台12的底部,加热冷却装置沿着上工作台12滑动时穿过管材7外部。加热冷却装置设有多组时,多组加热冷却装置分别对应多组托料装置或多组装夹装置,每组加热冷却装置穿过与其对应的托料装置支撑的管材7或与其对应的装夹装置夹持的塑料管。
加热冷却装置包括中频设备55、冷却装置56、加热冷却驱动电机、加热冷却架51和安装在加热冷却架51上的感应加热圈52、喷淋水圈和除水蒸气风扇53,感应加热圈52、喷淋水圈和除水蒸气风扇53依次间隔布置。加热冷却架51的一端可滑动地安装在上工作台12的底部、另一端向下悬伸,加热冷却驱动电机驱动加热冷却架51沿着上工作台12滑动,带动感应加热圈52、喷淋水圈和除水蒸气风扇53移动,移动方向平行于限位架111,或说平行于管材7。
加热冷却驱动电机驱动加热冷却架51沿着上工作台12移动的技术方案可通过丝杠机构实现,丝杆的两端通过轴承安装在上工作台12的底部,加热冷却架51螺接在丝杆上,加热冷却驱动电机驱动丝杆转动,加热冷却架51则沿着丝杆移动,通过切换加热冷却驱动电机的转向可使加热冷却架51反向移动。需要说明的是,加热冷却架51的移动还可采用现有技术中的其它方案,在此不再赘述。
喷淋水圈上设有多个喷淋水孔,多个喷淋水孔的喷水方向朝向喷淋水圈的中心线。
中频设备55安装在上工作台12上,中频设备55和感应加热圈52电连接。冷却装置56用于对中频设备55进行冷却。
加热冷却架51上还可设有红外测温仪,用于测量加工处的管壁温度。
运料装置包括驱动电机21、传动轴22和两个平行间隔布置的链轮装置23,传动轴22的两端分别连接两个链轮装置23,驱动电机21通过传动轴22传递驱动至两个链轮装置23。
链轮装置23跨设在两个限位架111上。具体的,链轮装置23包括底座和安装在底座上的链条232、至少一个支撑板233和多个用于感应支撑板233位置信息的第一接近开关。链条232通过传动轮安装在底座上,传动轴22连接并带动传动轮传动,传动轮带动链条232传动。链条232垂直于限位架111,每个链轮装置23的支撑板233的个数和托料装置的组数相同,链条232可传动地安装在底座上,支撑板233安装在链条232上,链条232带动支撑板233沿着底座传动。
支撑板233设有多个时,多个支撑板233间隔布置在链条232上,一个链轮装置23的多个支撑板233分别和另一个链轮装置23的多个支撑板233一一对应,对应的两个支撑板233分别支撑管材7的两端。所述对应的两个支撑板233的连线平行于限位架111。
第一接近开关、第二接近开关、气缸、运料驱动电机21均和控制器电连接。
上料架8用于上料,下料架9用于下料。上料架8和下料架9分别位于下工作台11的两侧。上料架8和下料架9为简单的支撑架。
拖链装置位于上工作台12上,拖链装置用于动态整理所述设备的电缆,拖链装置包括托架61和拖链62,托架61带动拖链62沿着上工作台12移动,以使电缆动态适应加热冷却装置等连接电缆的装置的移动。
基于上述设备的金属塑料复合管复合工艺包括依次进行的上料工艺、夹持工艺、加热冷却工艺和下料工艺。
上料工艺:将管材7置于运料装置上,启动运料装置,运料装置带动管材7运行至设定位置,然后启动托料装置的多个气缸,多个气缸分别带动多个托料架31上升抬升管材7使其脱离运料装置。
上料工艺中,待加工的管材7放在下工作台11一侧的上料架8上,然后启动运料装置,使运料装置的支撑板233移动至下工作台11的边缘以衔接上料架8,上料架8上的管材7可通过人工或设备推入运料装置的一组对应的支撑板233上,管材7的两端分别支撑在两个链轮装置23的对应的两个支撑板233上。然后再启动运料驱动电机21,支撑板233带动管材7移动,当第一接近开关感应到支撑板233后,第一接近开关将感应信息发送给控制器,控制器控制运料驱动电机21停止,管材7在设定位置停止。
运料驱动电机21停止后,两个链轮装置23的对应的两个支撑板233和一组托料装置的多个托料架31在一条直线上,以便于托料架31托举管材7。
夹持工艺:启动液压装置411,两个装夹结构的两组液压装置411分别带动两个夹头412相向移动至夹持套在管材7内部的塑料管的两端。
夹持工艺中,液压装置411的位置、夹头412的位置、支撑板233停止时的设定位置和托料架31的抬升高度等参数预先设计好,使托料架31抬升管材7后,管材7的中心线和夹头412的中心线重合或误差在设定范围内,使液压装置411带动夹头412沿着直线移动时可夹持套在管材7内部的塑料管。或者将夹头412设置成位置可在三维空间内可调的方式,通过调整夹头412的位置使夹头412最终能准确夹持塑料管。
加热冷却工艺:外部供气装置给夹头412供气使其密封套在管材7内部的塑料管两端、给塑料管内部供气使其胀开内衬塑,启动加热冷却驱动电机,加热冷却驱动电机带动感应加热圈52、喷淋水圈和除水蒸气风扇53依次穿过管材7外部;
加热冷却工艺中,当一个托料架31一侧的第二接近开关感应到感应加热圈52时,表示感应加热圈52已靠近,控制器控制托料架31连接的气缸带动托料架31下降至不阻挡感应加热圈52、喷淋水圈和除水蒸气风扇53的运行。当托料架31另一侧的第二接近开关感应到感应加热圈52时,表示感应加热圈52已经过并开始远离此托料架31,控制器控制托料架31连接的气缸带动托料架31上升至重新支撑管材7。沿着加热冷却架51的运行方向,感应加热圈52、喷淋水圈和除水蒸气风扇53依次从前向后排列。感应加热圈52先对管材7内部的靠近管壁的塑料管进行加热熔融,熔融物粘接在管内壁上。然后喷淋水圈对管外壁进行喷淋冷却水,管内的熔融物冷却凝固,稳定的粘接在管内壁上。最后,除水蒸气风扇53对喷淋水圈喷出的冷却水的水蒸气进行排除,以使红外测温仪能准确测量管壁的温度。当红外测温仪检测的温度不在设定范围内时,可通过调整感应加热圈52的加热温度或喷淋水圈的喷淋水量来调节管壁温度,使管材7处于较有利的复合工艺所需温度。
下料工艺:释放夹头412的气压和管材7内部的塑料管的气压,启动液压装置411,使两个装夹结构脱离管材7内部的塑料管,启动多个气缸,多个气缸分别带动多个托料架31下降至管材7支撑在运料装置上,启动运料装置,运料装置将管材7从设定位置移开。
下料工艺中,启动运料装置后,运料装置将管材7从设定位置移开至下工作台11的边缘以衔接下料架9,通过人工或设备将支撑板233上的管材7推入下料架9。
需要说明的是,设有多组托料装置时,所述设备可同时加工多根管材7,并可共用一套运料装置,设备整体结构更紧凑。
最后有必要在此说明的是:以上实施例只用于对本发明的技术方案作进一步详细地说明,不能理解为对本发明保护范围的限制,本领域的技术人员根据本发明的上述内容作出的一些非本质的改进和调整均属于本发明的保护范围。
- 一种用于金属塑料复合管复合的设备和复合工艺
- 一种用于金属塑料复合管复合工艺的复合装置