大尺寸超薄高精度铌酸锂晶片加工方法
文献发布时间:2023-06-19 10:33:45
技术领域
本发明涉及半导体材料加工技术领域,具体领域为一种铌酸锂晶体基片的加工方法。
背景技术
铌酸锂(LiNbO
电子元件的性能的好坏对于铌酸锂晶片表面晶格完整度的要求极高,不仅要求具有极高的平面度和无损伤超平滑表面且无晶向偏差。同时,普通晶片具有表面静电积累的现象。这个问题可以通过黑化工艺解决,同时使镜片产生了低热释电的效果,更加符合半导体行业发展的规律与欲求。
目前随着半导体行业的快速发展,对铌酸锂晶片需求量逐步加大,为提高产量并降低成本,晶片需要向大尺寸方向发展,但大尺寸铌酸锂晶片的加工缺乏像硅一样的通用工艺平台,需要向8英寸发展才能摆脱厂家半导体机台设备应用的牵引。而8英寸铌酸锂晶片相对常规晶片尺寸更大,在加工过程中会产生更大的加工应力,从而导致爆边、碎片、裂片等不良。且尺寸越大晶片TTV、WARP、BOW、PLTV等指标在加工过程中越难达到常规尺寸的同等水平。
中国专利申请CN111230598A公开了一种8英寸铌酸锂晶片的制备方法,采用三次腐蚀法解决了铌酸锂晶片内部应力变形严重及因此产生的晶片生产过程中容易碎裂的问题;抛光过程中采用多孔陶瓷盘吸附,解决了传统的贴蜡工艺引起的TTV不易控制的问题;但在实际操作中用于腐蚀的酸液对环境和人体存在安全隐患,而采用多孔陶瓷盘吸附对设备及配件的精度要求极高,且只能实现单面抛光。
申请人于CN107665813A中公开了一种钽酸锂晶体基片加工方法,包括切片、倒角、黑化、研磨、粗抛和精抛步骤,在所述粗抛和精抛步骤中采用了钻石抛光液,所述钻石抛光液由钻石微粉、乙二醇、甘油、乙醇氨以及去离子水构成,其PH值在9~11之间,其中钻石微粉含量为20~25%,乙二醇含量为8~15%,甘油含量为3~5%,乙醇氨含量为0.1~0.3%,去离子水含量为60~65%。本发明可以大大提高钽酸锂晶片的表面光洁度、降低其表面粗糙度,消除应力,达到镜面抛光效果,从而降低节约生产成本和提高产品的合格率。但是,钽酸锂与铌酸锂物理性质差异很大,钽酸锂的加工方式不适用于铌酸锂。
发明内容
本发明的目的在于提供一种大尺寸超薄高精度铌酸锂晶片加工方法,可以批量生产8英寸铌酸锂晶片,可以实现双面加工,大大提高生产效率,安全可靠,同时可以保证晶片的性能与品质,达到节约生产成本、提高产品合格率、减小大尺寸晶片应力问题、摆脱厂家半导体机台设备应用牵引的目的。
为实现上述目的,本发明提供如下技术方案:
一种大尺寸超薄高精度铌酸锂晶片加工方法,包括切片、倒角、研磨800、黑化、研磨2000和抛光步骤;
所述研磨800步骤和研磨2000步骤中均采用双面研磨机,在22℃±2℃下,研磨加压方式采用分段缓慢加压方式;
其中,研磨800的分段缓慢加压方式为:首段1min,不加压;第二段加压3min,加压速率为每分钟2g/cm
研磨2000的分段缓慢加压方式为:首段1min,不加压;第二段加压3min,加压速率为每分钟4g/cm
所述抛光步骤中采用双面抛光机,在22℃±2℃下,设备最大转速为6-10rpm,抛光液采用FUJIMI的Compol403抛光液,主要成分为SiO
分段缓慢加压方式是指在磨盘对压前,先启动下盘,使砂浆均匀分布,并且可以检查晶片与夹具是否固定好,运转一段时间后再进行加压,加压时采用缓慢,逐渐加压的方式。
图2-4分别为直接加压方式与分段加压方式在研磨800,研磨2000,抛光工序压力与时间关系的对照图,从图中可以看出:
研磨800的直接加压方式以每分钟4g/cm
相比之下,直接加压方式过于僵硬、机械化,容易造成划伤、裂片等问题,并且不利于问题的发现与补救,分段加压则预留出时间进行观察与调整,加压速度缓慢且温和,可以有效保证加工质量,减少划伤、裂片的可能性。
其中,所述研磨800步骤中研磨的砂浆组成为,碳化硅砂GC800#:水:砂浆分散剂=13.5KG:30L:1.7L;所述研磨2000步骤中研磨的砂浆组成为,碳化硅砂GC2000#:水:砂浆分散剂=13.5KG:30L:1.7L。
其中,所述抛光液主要成分为SiO
其中,所述研磨800步骤研磨效果达到TTV≤5μm,Bow≤30μm,研磨2000步骤的研磨效果达到TTV≤4μm,Bow≤25μm。
其中,所述抛光步骤的抛光效果要求晶片TTV≤3μm,Bow≤20μm,WARP<40μm,PLTV>95%,镜面效果、无应力。
其中,所述铌酸锂晶片为8英寸铌酸锂晶片。
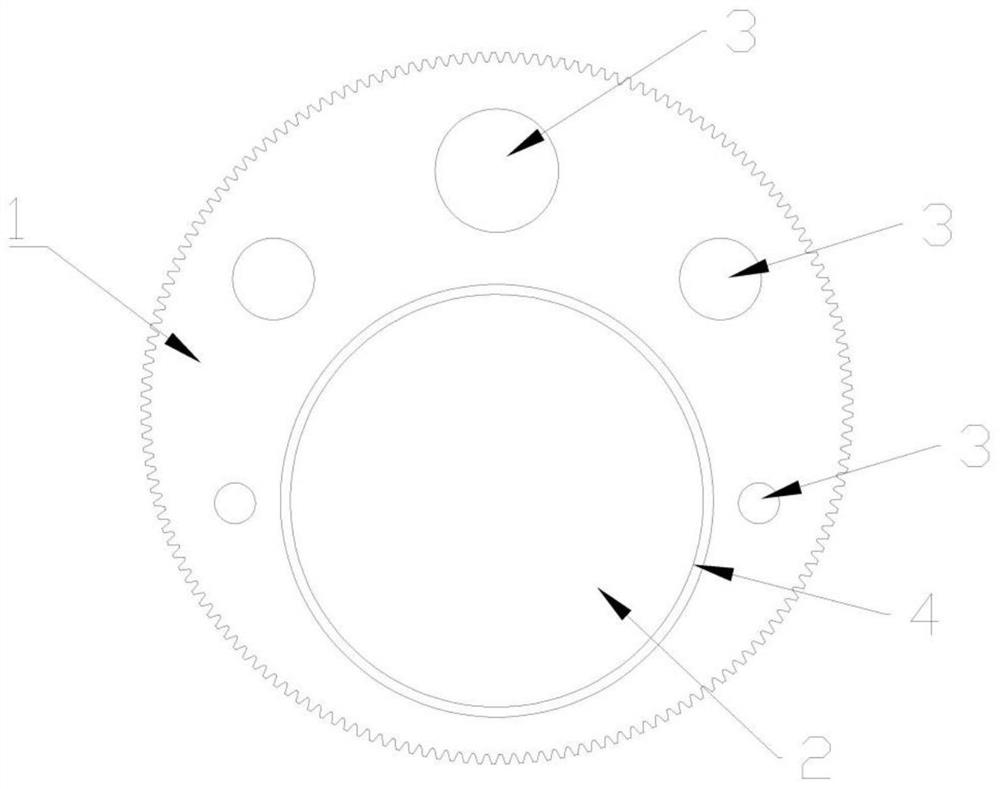
所述研磨800、研磨2000和抛光步骤中采用的夹具为游星轮,所述游星轮中的晶片放置位置采用偏心设计;
所述晶片放置位置为圆形,其边缘处设有直径为200.2mm、宽度为5mm的橡胶圈;
所述晶片放置位置的周围分布有五个圆形引流孔,直径分别为60mm一个、40mm两个、20mm两个,以游星轮圆心为圆心,做直径为290mm的圆,晶片放置圆与引流孔均与该圆内切,晶片放置圆与60mm引流孔的圆心在同一直径线上且位于两边,40mm引流孔圆心在以游星轮圆心为圆心,过60mm引流空圆心的半径为参考边,分别向左,右偏转60°位置,20mm引流孔圆心在游星轮圆心为圆心,过60mm引流空圆心的半径为参考边,分别向左,右偏转110°位置。所述游星轮外观如附图1所示。
其中,所述切片步骤具体为,在钢线线速度为400-1000m/min,22℃±2℃下,利用线切割设备将铌酸锂晶棒切割为250-300μm厚度的晶片,晶片TTV≤10μm;
所述倒角步骤具体为,利用T型砂轮进行倒角,在砂轮转速为600-1000rpm/min,22℃±2℃下,将铌酸锂晶片直角处倒成R0.1左右的圆角,可以有效降低爆边,碎片,裂片的机率。
其中,所述黑化步骤具体为,将晶片置于黑化炉中进行黑化处理,温度为300-380℃,保护气体流量为3-11L,还原时间为4-24小时,可以有效降低翘曲,裂片的机率。
一种由上述大尺寸超薄高精度铌酸锂晶片加工方法所制得的铌酸锂晶片。
与现有技术相比,本发明的有益效果是:
本发明的大尺寸超薄高精度铌酸锂晶片加工方法和夹具对8英寸的铌酸锂晶片处理效果极佳,大大提高了生产效率。研磨与抛光的加压方式采用新型的分段加压方式,加压时采用缓慢、逐渐加压的方式,极大减小了划伤、碎片、裂片等情况,同时搭配本发明的夹具,可以有效地减少塌边、爆边、研磨不充分等情况,极大提高了生产的良品率,摆脱厂家半导体机台设备应用的牵引。
附图说明
图1为本发明中采用的夹具示意图;
图2为研磨800步骤中直接加压与分段加压的加压方式对照曲线图;
图3为研磨2000步骤中直接加压与分段加压的加压方式对照曲线图;
图4为抛光步骤中直接加压与分段加压的加压方式对照曲线图;
图5为本发明的夹具与分段加压方式的测试结果;
图6为传统游星轮与分段加压方式的测试结果;
图7为本发明的夹具与直接加压方式的测试结果;
图8为传统游星轮与直接加压方式的测试结果。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1采用本发明的夹具(游星轮)及分段加压
如图1所示,本实施例所采用的夹具为游星轮1,所述游星轮1中的晶片放置位置2采用偏心设计;可以最大限度的对晶片整体进行加工,同时保证加工的精度。
晶片放置位置2为圆形,其边缘处设有直径为105mm、厚度为5mm的橡胶圈4;可以有效地保护晶片,大幅减少爆边,塌边,裂片,碎片,崩盘等现象,极大地提高良品率与稳定性。
晶片放置位置2的周围分布有五个圆形引流孔3,直径分别为60mm一个、40mm两个、20mm两个,以游星轮圆心为圆心,做直径为290mm的圆,晶片放置圆与引流孔均与该圆内切,晶片放置圆与60mm引流孔的圆心在同一直径线上且位于两边,40mm引流孔圆心在以游星轮圆心为圆心,过60mm引流空圆心的半径为参考边,分别向左,右偏转60°位置,20mm引流孔圆心在游星轮圆心为圆心,过60mm引流空圆心的半径为参考边,分别向左,右偏转110°位置。
一种大尺寸超薄高精度铌酸锂晶片加工方法,包括如下步骤:
1)切片:在钢线线速度为600m/min,温度为22℃的条件下,利用线切割设备将铌酸锂晶棒切割为290μm厚度的晶片,晶片TTV≤10μm;
2)倒角:利用T型砂轮进行倒角,在砂轮转速为800rpm/min,温度为22℃的条件下,将铌酸锂晶片直角处倒成R0.1左右的圆角;
3)研磨800:采用双面研磨机研磨,在温度为22℃的条件下,砂浆的组成为:碳化硅砂GC800#:水:砂浆分散剂=13.5KG:30L:1.7L,研磨加压方式采用分段缓慢加压方式,加压方式为首段1min,不加压,第二段加压3min加压速率为每分钟2g/cm
4)黑化:将晶片置于黑化炉中进行黑化处理,温度为340℃,保护气体流量为7L,还原时间为16小时;
5)研磨2000:采用双面研磨机研磨,在温度为22℃的条件下,砂浆的组成为:碳化硅砂GC2000#:水:砂浆分散剂=13.5KG:30L:1.7L,研磨加压方式采用分段缓慢加压方式,加压方式为首段加压3min,加压速率为每分钟4g/cm
6)抛光:采用双面抛光机进行抛光,温度为22℃,设备最大转速为9rpm,抛光液采用FUJIMI的Compol403抛光液,主要成分为SiO
对比例1采用传统游星轮及分段加压
一种大尺寸超薄高精度铌酸锂晶片加工方法,包括如下步骤:
1)切片:在钢线线速度为600m/min,温度为22℃的条件下,利用线切割设备将铌酸锂晶棒切割为290μm厚度的晶片,晶片TTV≤10μm;
2)倒角:利用T型砂轮进行倒角,在砂轮转速为800rpm/min,温度为22℃的条件下,将铌酸锂晶片直角处倒成R0.1左右的圆角;
3)研磨800:采用双面研磨机研磨,在温度为22℃的条件下,砂浆的组成为:碳化硅砂GC800#:水:砂浆分散剂=13.5KG:30L:1.7L,研磨加压方式采用分段缓慢加压方式,加压方式为首段1min,不加压,第二段加压3min加压速率为每分钟2g/cm
4)黑化:将晶片置于黑化炉中进行黑化处理,温度为340℃,保护气体流量为7L,还原时间为16小时;
5)研磨2000:采用双面研磨机研磨,在温度为22℃的条件下,砂浆的组成为:碳化硅砂GC2000#:水:砂浆分散剂=13.5KG:30L:1.7L,研磨加压方式采用分段缓慢加压方式,加压方式为首段1min,不加压,第二段加压3min,加压速率为每分钟4g/cm
6)抛光:采用双面抛光机进行抛光,温度为22℃,设备最大转速为9rpm,抛光液采用FUJIMI的Compol 403抛光液,主要成分为SiO
其中,传统游星轮与实施例1的游星轮相比,缺少晶片放置位置边缘处的橡胶圈。
对比例2采用本发明的夹具(游星轮)及直接加压
一种大尺寸超薄高精度铌酸锂晶片加工方法,包括如下步骤:
1)切片:在钢线线速度为600m/min,温度为22℃的条件下,利用线切割设备将铌酸锂晶棒切割为290μm厚度的晶片,晶片TTV≤10μm;
2)倒角:利用T型砂轮进行倒角,在砂轮转速为800rpm/min,温度为22℃的条件下,将铌酸锂晶片直角处倒成R0.1左右的圆角;
3)研磨800:采用双面研磨机研磨,在温度为22℃的条件下,砂浆的组成为:碳化硅砂GC800#:水:砂浆分散剂=13.5KG:30L:1.7L,研磨加压方式采用直接加压方式,加压方式以每分钟4g/cm
4)黑化:将晶片置于黑化炉中进行黑化处理,温度为340℃,保护气体流量为7L,还原时间为16小时;
5)研磨2000:采用双面研磨机研磨,在温度为22℃的条件下,砂浆的组成为:碳化硅砂GC2000#:水:砂浆分散剂=13.5KG:30L:1.7L,研磨加压方式采用直接加压方式,加压方式以每分钟8g/cm
6)抛光:采用双面抛光机进行抛光,温度为22℃,设备最大转速为9rpm,抛光液采用FUJIMI的Compol 403抛光液,主要成分为SiO
对比例3采用传统游星轮及直接加压
一种大尺寸超薄高精度铌酸锂晶片加工方法,包括如下步骤:
1)切片:在钢线线速度为600m/min,温度为22℃的条件下,利用线切割设备将铌酸锂晶棒切割为290μm厚度的晶片,晶片TTV≤10μm;
2)倒角:利用T型砂轮进行倒角,在砂轮转速为800rpm/min,温度为22℃的条件下,将铌酸锂晶片直角处倒成R0.1左右的圆角;
3)研磨800:采用双面研磨机研磨,在温度为22℃的条件下,砂浆的组成为:碳化硅砂GC800#:水:砂浆分散剂=13.5KG:30L:1.7L,研磨加压方式采用直接加压方式,加压方式以每分钟4g/cm
4)黑化:将晶片置于黑化炉中进行黑化处理,温度为340℃,保护气体流量为7L,还原时间为16小时;
5)研磨2000:采用双面研磨机研磨,在温度为22℃的条件下,砂浆的组成为:碳化硅砂GC2000#:水:砂浆分散剂=13.5KG:30L:1.7L,研磨加压方式采用直接加压方式,加压方式以每分钟8g/cm
6)抛光:采用双面抛光机进行抛光,温度为22℃,设备最大转速为9rpm,抛光液采用FUJIMI的Compol403抛光液,主要成分为SiO
使用TROPEL平坦度测试仪对上述实施例1和对比例1-3中制得的8英寸铌酸锂晶片进行各项测试,测试结果如图4-8所示。
并对实施例1和对比例1-3的数据进行汇总,如表1所示。
表1
通过以上结果可以看出,使用本发明的游星轮及分段缓慢加压方式,在可控范围内调整参数,可保证研磨加工与抛光加工的效果,TTV<3μm,BOW≤10μm。使用本发明的游星轮+直接加压方式与使用传统游星轮+分段缓慢加压方式,TTV>5μm,BOW>10μm。而使用传统游星轮+直接加压方式,TTV达到了9.665μm,远远大于加工效果最佳的1.247μm。
上述实施例1和对比例1-3所涉及的实验片数量以及相关不良片占比情况,具体数值如表2所示。
表2
通过以上结果可以看,实施例1在TTV、研磨充分性、塌边、爆边方面可以有效降低不良率,提高了生产的良品率。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种大尺寸超薄高精度铌酸锂晶片边缘加工方法
- 大尺寸超薄高精度铌酸锂晶片加工方法