一种超薄热电偶焊接装置
文献发布时间:2023-06-19 10:33:45
技术领域
本发明涉及超薄热电偶领域,特别涉及一种超薄热电偶焊接装置。
背景技术
现代社会随着生产力不断发展和科技水平生活水平的不断提高,人们对热电偶数量和种类的要求不断提高,超薄热电偶作为新兴的热电偶种类使用的场合越来越多,但是超薄热电偶的焊接十分不方便,因此发明了一种超薄热电偶焊接装置。
发明内容
针对上述技术问题本发明提供一种超薄热电偶焊接装置,包括动力装置、转动装置、焊接装置,所述的动力装置包括:平衡齿轮、转动栓、转动齿轮、转动架、转动栓盖、跟随架、输出齿轮、输出轴、输入轴、固定块、支撑座、转动电机、防尘罩壳、恒星架、行星架、恒星齿轮和行星齿轮,平衡齿轮转动安装在转动栓上,转动栓转动安装在转动齿轮上,转动齿轮固定安装在转动架上,转动架固定安装在跟随架上,输出齿轮转动安装在输出轴上,输出轴焊接在输入轴上,固定块固定安装在支撑座上,转动电机固定安装在支撑座上,恒星架固定安装在行星架上,恒星齿轮固定安装在恒星架上,行星齿轮固定安装在行星架上。
所述的转动装置包括:安装板、凸轮、周转齿轮、连心杆、恒定齿轮、连杆、安装螺杆、带动电机、垫架、升降电机、焊接快、安装杆、固定块、支柱、滑轨、推板、固定轴、护板、升降齿轮、旋转齿轮和升降齿条,凸轮转动安装在周转齿轮上,周转齿轮固定安装在连心杆上,恒定齿轮固定安装在连心杆上,安装螺杆转动安装在带动电机上,垫架焊接在升降电机下方,安装螺杆焊接在安装板上,焊接快焊接在安装板上,焊接快焊接在安装杆下方,固定块固定安装在支柱上,支柱固定安装在底部滑轨上,推板滑动安装在滑轨上,固定轴转动安装在支柱上,护板滑动安装在推板上,护板滑动安装在滑轨上,升降齿轮与旋转齿轮构成齿轮啮合,旋转齿轮与升降齿条构成齿轮啮合,连杆转动安装在周转齿轮上。
所述的焊接装置包括:悬挂板、锡块、立柱、立柱端头、立柱轴、安装板、焊丝盒、焊丝管、输送盒、焊接板、伸缩杆和焊接器,锡块焊接在悬挂板上,锡块固定安装在立柱下方,立柱端头固定安装在立柱轴上,安装板焊接在焊丝盒下方,焊丝管焊接在焊丝盒一侧,输送盒焊接在焊接板上,焊接板滑动安装在安装板上,伸缩杆固定安装在焊接板上,焊接器固定安装在伸缩杆上。
进一步的,所述的平衡齿轮转动安装在转动栓上,转动栓转动安装在转动齿轮上。
进一步的,所述的转动齿轮固定安装在转动架上,转动架固定安装在跟随架上。
进一步的,所述的输出齿轮转动安装在输出轴上。
进一步的,所述的凸轮转动安装在周转齿轮上。
进一步的,所述的周转齿轮固定安装在连心杆上,恒定齿轮固定安装在连心杆上。
进一步的,所述的安装螺杆转动安装在带动电机上,垫架焊接在升降电机下方,安装螺杆焊接在安装板上。
本发明与现有技术相比的有益效果是:(1)本发明设置多重齿轮传动使传动精确。(2)本发明设置行星架和恒星架可以控制齿轮周转增加传递效率。(3)本发明设置伸缩杆可以使焊接器准确对准焊接位置。(4)本发明设置凸轮与连心杆配合齿轮传动可以实现往复运动。
附图说明
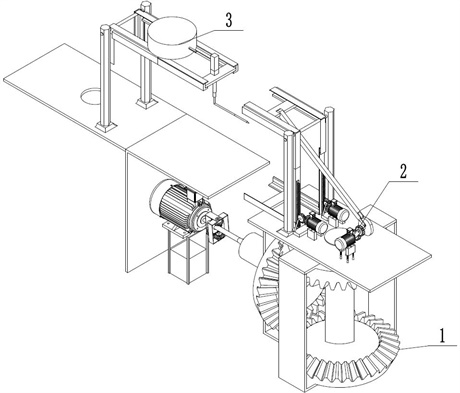
图1为本发明的整体结构示意图。
图2为本发明的动力装置总体结构示意图。
图3为本发明的动力装置细节部分结构示意图。
图4为本发明的转动装置总体结构示意图。
图5为本发明的转动装置细节部分结构示意图。
图6为本发明的焊接装置总体结构示意图。
附图标号:1-动力装置;2-转动装置;3-焊接装置;101-平衡齿轮;102-转动栓;103-转动齿轮;104-转动架;105-转动栓盖;106-跟随架;107-输出齿轮;108-输出轴;109-输入轴;110-固定块;111-支撑座;112-转动电机;113-防尘罩壳;114-恒星架;115-行星架;116-恒星齿轮;117-行星齿轮;201-安装板;202-凸轮;203-周转齿轮;204-连心杆;205-恒定齿轮;206-连杆;207-安装螺杆;208-带动电机;209-垫架;210-升降电机;211-焊接快;212-安装杆;213-固定块;214-支柱;215-滑轨;216-推板;217-固定轴;218-护板;219-升降齿轮;220-旋转齿轮;221-升降齿条;301-悬挂板;302-锡块;303-立柱;304-立柱端头;305-立柱轴;306-安装板;307-焊丝盒;308-焊丝管;309-输送盒;310-焊接板;311-伸缩杆;312-焊接器。
具体实施方式
下面结合具体实施例对本发明作进一步描述,在此发明的示意性实施例以及说明用来解释本发明,但并不作为对本发明的限定。
实施例:如图1、图2、图3、图4、图5、图6所示的一种超薄热电偶焊接装置。包括动力装置1、转动装置2、焊接装置3。
如图2、图3所示,平衡齿轮101转动安装在转动栓102上,转动栓102转动安装在转动齿轮103上,转动齿轮103固定安装在转动架104上,转动架104固定安装在跟随架106上,输出齿轮107转动安装在输出轴108上,输出轴108焊接在输入轴109上,固定块110固定安装在支撑座111上,转动电机112固定安装在支撑座111上,恒星架114固定安装在行星架115上,恒星齿轮116固定安装在恒星架114上,行星齿轮117固定安装在行星架115上。
如图4、图5所示,凸轮202转动安装在周转齿轮203上,周转齿轮203固定安装在连心杆204上,恒定齿轮205固定安装在连心杆204上,安装螺杆207转动安装在带动电机208上,垫架209焊接在升降电机210下方,安装螺杆207焊接在安装板201上,焊接快211焊接在安装板201上,焊接快211焊接在安装杆212下方,固定块213固定安装在支柱214上,支柱214固定安装在底部滑轨215上,推板216滑动安装在滑轨215上,固定轴217转动安装在支柱214上,护板218滑动安装在推板216上,护板218滑动安装在滑轨215上,升降齿轮219与旋转齿轮220构成齿轮啮合,旋转齿轮220与升降齿条221构成齿轮啮合,连杆206转动安装在周转齿轮203上。
如图6所示,锡块302焊接在悬挂板301上,锡块302固定安装在立柱303下方,立柱端头304固定安装在立柱轴305上,安装板306焊接在焊丝盒307下方,焊丝管308焊接在焊丝盒307一侧,输送盒309焊接在焊接板310上,焊接板310滑动安装在安装板306上,伸缩杆311固定安装在焊接板310上,焊接器312固定安装在伸缩杆311上。
本发明的工作原理包括以下步骤;步骤一:先将需要进行焊接的热电偶放置并固定在上下两个推板216上,之后带动电机208运转起来,带动电机208带动恒定齿轮205转动,恒定齿轮205通过连心杆204带动周转齿轮203绕着恒定齿轮205转动,由于周转齿轮203和凸轮202固定连接在一起,所以凸轮202也绕着恒定齿轮205转动,凸轮带动连杆206运动,连杆206拉动上侧的推板216运动,将推板推到最前端带动电机208停止运转。
步骤二:将升降电机210开始运转升降电机210带动升降齿轮219转动起来,由于升降齿轮219和旋转齿轮220相互啮合,所以安装杆212上的旋转齿轮也转动起来,带动升降齿条221开始直线运动,由于升降齿条221固定安装在支柱214上的滑轨215上,因此滑轨215也开始进行直线运动,当上下两个推板216上的热电偶靠近到可以进行焊接的位置时升降电机210停止运转。
步骤三:调节伸缩杆311使焊接器312可以对热电偶进行焊接,转动电机112开始运转,转动电机112通过带动输入轴109转动,输入轴109与恒星齿轮116固定连接,恒星齿轮116转动起来带动行星齿轮117转动,由于行星架115和恒星架114转动的安装在输入轴109上,所以行星架115和恒星架114也开始转动,以此来增加输入轴109的转动惯量,从而带动输出轴108转动。
步骤四:输出轴108转动带动固定安装在输出轴108上面的输出齿轮107转动,输出齿轮107带动与其相互啮合的平衡齿轮101和转动齿轮103转动,转动齿轮103带动转动栓上的转动栓盖105转动,由于安装板201与转动栓盖105焊接在一起,所以安装板201转动起来带动转动装置2转动,可以让焊接装置1对超薄热电偶进行全方位焊接。
- 一种新能源汽车电池组用超薄热电偶焊接装置
- 一种超薄热电偶焊接装置