砂轮剥皮机控制方法、装置、电子设备及存储介质
文献发布时间:2023-06-19 10:35:20
技术领域
本申请涉及工业控制技术领域,具体而言,涉及一种砂轮剥皮机控制方法、装置、电子设备及存储介质。
背景技术
在通过砂轮剥皮机对圆钢表面缺陷进行全剥皮修磨,或者是对正公差尺寸超标的圆钢进行全剥皮,而磨头开启数量越多,产品质量和作业效率越有保障。不同的作业工艺对磨头开启数量有不同的需求,而现有的砂轮剥皮机对磨头开启数量并没有控制手法进行限制,主要依靠人工管理制度,因此实际生产中可能会因各种原因没有达到既定磨头的开启数量。
由于操作人员不换磨头砂轮片(砂轮片磨损的磨头起不到剥皮效果)或其他原因启动比需求数量更少的磨头时,磨头会导致产品上出现螺旋形漏磨带,迫使进行二次作业,严重影响质量和效率。
发明内容
有鉴于此,本申请实施例的目的在于提供一种砂轮剥皮机控制方法、装置、电子设备及存储介质,以改善现有技术中存在的无法管控磨头启动数量,导致砂轮剥皮机作业效率和质量较差的问题。
本申请实施例提供了一种砂轮剥皮机控制方法,所述方法包括:在砂轮剥皮机启动后,对磨头启动数量进行计数;根据计数结果,判断所述砂轮剥皮机是否在预设时长内启动预设个数的磨头;在所述预设时长内启动所述预设个数的磨头时,允许所述砂轮剥皮机的主传动运行。
在上述实现方式中,在预设时长内启动预设个数的磨头时,才允许主传动运行从而进行砂轮剥皮机作业,避免了由于操作人员原因造成磨头使用数量较少导致产品上出现螺旋形漏磨带等瑕疵的问题,从而提高了产品质量和砂轮剥皮机的作业效率。
可选地,在对磨头启动数量进行计数之前,所述方法还包括:在任一磨头运行且下压接触到目标物时,对所述磨头启动数量进行计数。
在上述实现方式中,在磨头运行且磨头下压接触到目标物时才开启对磨头数量的计数,提高了计数准确性,同时保证了砂轮剥皮机的作业质量。
可选地,对磨头启动数量进行计数,包括:每启动一个磨头,调用一次基本控制块;每调用一次所述基本控制块计数为1并存储至PLC中间寄存器,并将第一位地址置为1;对所述基本控制块的计数为1的次数进行累加,以获得所述计数结果并存储至第一字地址。
在上述实现方式中,基于PLC基本控制块和中间寄存器的逻辑运算实现磨头启动数量的计数,能够保证磨头计数的准确性和稳定性。
可选地,判断是否在预设时长内启动预设个数的磨头,包括:在所述计数结果大于或等于所述预设个数时,将所述第二字节地址置为1;在当前时间距所述砂轮剥皮机启动后未超过所述预设时长时,保持第三字节地址置为1、第四字节地址置为0;在所述第三字节地址置为1且所述第四字节地址置为0时,确定所述砂轮剥皮机在所述预设时长内启动所述预设个数的磨头。
在上述实现方式中,引入字节地址对磨头启动数量和时间进行判定,提高了磨头启动判定的准确性和稳定性。
可选地,所述根据计数结果,判断是否在预设时长内启动预设个数的磨头,还包括:在当前时间距所述砂轮剥皮机启动后超过所述预设时长时,将所述第三字节地址置为0、所述第四字节地址置为1;在所述第三字节地址置为0且所述第四字节地址置为1时,定所述砂轮剥皮机在所述预设时长内未启动所述预设个数的磨头;启动当前未启动的磨头。
在上述实现方式中,在判定预设时长内磨头启动数量不足时,重新进行磨头启动,以确保磨头启动数量能够达到作业需求,保证了砂轮剥皮机的作业质量。
可选地,在所述主传动运行后,所述方法还包括:在运行过程中所述磨头的启动数量小于所述预设个数时,将所述第二字节地址置为0、所述第四字节地址置为1;在所述第二字节地址为0、所述第四字节地址为1时,停止所述主传动的运行。
在上述实现方式中,在主传动运行后持续对磨头当前启动数量进行监测,在磨头启动数量少于作业需求时停机,进一步保证了砂轮剥皮机的作业质量。
可选地,所述方法还包括:在接收到停止信号时,停止所述将所述砂轮剥皮机的运行;将所述第一位地址置为0、复位所述第四字节地址为1。
在上述实现方式中,在停止砂轮剥皮机的运行时,将判断磨头启动数量、启用主传动的字节地址进行重置,在下一次启动砂轮剥皮机时可以继续进行磨头启动数量的检测。
本申请实施例还提供了一种砂轮剥皮机装置,所述装置包括:计数模块,用于在砂轮剥皮机启动后,对磨头启动数量进行计数;判断模块,用于根据计数结果,判断所述砂轮剥皮机是否在预设时长内启动预设个数的磨头;运行模块,用于在所述预设时长内启动所述预设个数的磨头时,允许所述砂轮剥皮机的主传动运行。
在上述实现方式中,在预设时长内启动预设个数的所述磨头时,才允许主传动运行从而进行砂轮剥皮机作业,避免了由于操作人员原因造成磨头使用数量较少导致产品上出现螺旋形漏磨带等瑕疵的问题,从而提高了产品质量和砂轮剥皮机的作业效率。
可选地,所述砂轮剥皮机装置还包括:计数检测模块,用于在任一磨头运行且下压接触到目标物时,对所述磨头启动数量进行计数。
在上述实现方式中,在磨头运行且所述磨头下压接触到目标物时才开启对磨头数量的计数,提高了计数准确性,同时保证了砂轮剥皮机的作业质量。
可选地,所述计数模块具体用于:每启动一个磨头,调用一次基本控制块;每调用一次所述基本控制块计数为1并存储至PLC中间寄存器,并将第一位地址置为1;对所述基本控制块的计数为1的次数进行累加,以获得所述计数结果并存储至第一字地址。
在上述实现方式中,基于PLC基本控制块和中间寄存器的逻辑运算实现磨头启动数量的计数,能够保证磨头计数的准确性和稳定性。
可选地,所述判断模块具体用于:在所述计数结果大于或等于所述预设个数时,将所述第二字节地址置为1;在当前时间距所述砂轮剥皮机启动后未超过所述预设时长时,保持第三字节地址置为1、第四字节地址置为0;在所述第三字节地址置为1且所述第四字节地址置为0时,确定所述砂轮剥皮机在所述预设时长内启动所述预设个数的磨头。
在上述实现方式中,引入字节地址对磨头启动数量和时间进行判定,提高了磨头启动判定的准确性和稳定性。
可选地,所述断模块具体用于:在当前时间距所述砂轮剥皮机启动后超过所述预设时长时,将所述第三字节地址置为0、所述第四字节地址置为1;在所述第三字节地址置为0且所述第四字节地址置为1时,定所述砂轮剥皮机在所述预设时长内未启动所述预设个数的磨头;启动当前未启动的磨头。
在上述实现方式中,在判定预设时长内磨头启动数量不足时,重新进行磨头启动,以确保磨头启动数量能够达到作业需求,保证了砂轮剥皮机的作业质量。
可选地,所述砂轮剥皮机装置还包括:运行检测模块,用于在运行过程中所述磨头的启动数量小于所述预设个数时,将所述第二字节地址置为0、所述第四字节地址置为1;在所述第二字节地址为0、所述第四字节地址为1时,停止所述主传动的运行。
在上述实现方式中,在主传动运行后持续对磨头当前启动数量进行监测,在磨头启动数量少于作业需求时停机,进一步保证了砂轮剥皮机的作业质量。
可选地,所述砂轮剥皮机装置还包括:停止模块,用于在接收到停止信号时,停止所述砂轮剥皮机的运行;将所述第一位地址置为0、复位所述第四字节地址为1。
在上述实现方式中,在停止砂轮剥皮机的运行时,将判断磨头启动数量、启用主传动的字节地址进行重置,在下一次启动砂轮剥皮机时可以继续进行磨头启动数量的检测。
本申请实施例还提供了一种电子设备,所述电子设备包括存储器和处理器,所述存储器中存储有程序指令,所述处理器读取并运行所述程序指令时,执行上述任一实现方式中的步骤。
本申请实施例还提供了一种存储介质,所述存储介质中存储有计算机程序指令,计算机程序指令被一处理器读取并运行时,执行上述任一实现方式中的步骤。
附图说明
为了更清楚地说明本申请实施例的技术方案,下面将对本申请实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本申请的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1为本申请实施例提供的一种砂轮剥皮机控制系统的结构示意图。
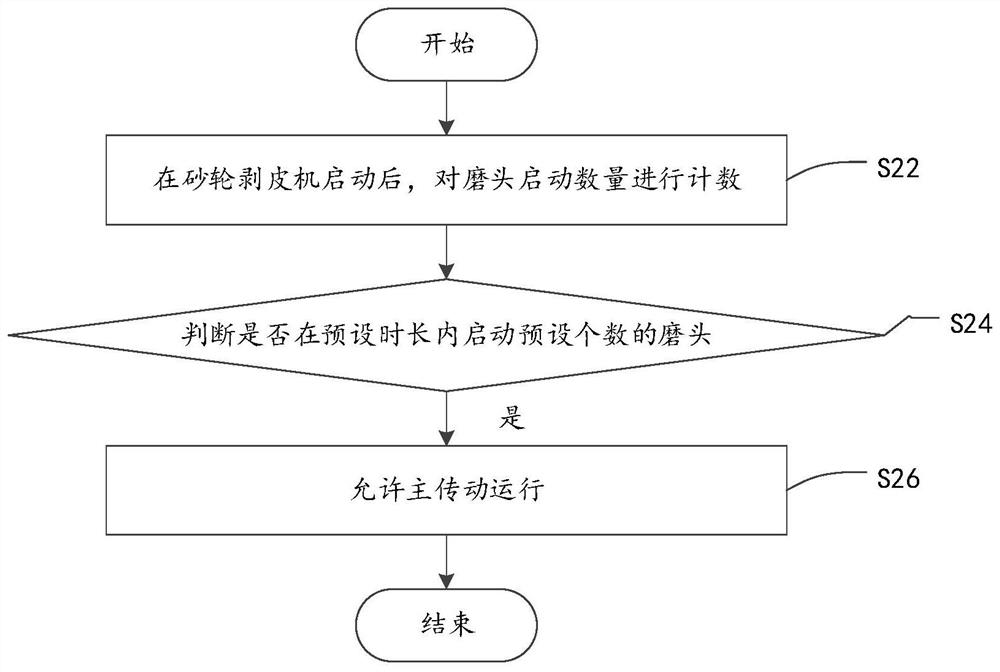
图2为本申请实施例提供的一种砂轮剥皮机控制方法的流程示意图。
图3为本申请实施例提供的一种磨头启动数量计数步骤的流程示意图。
图4为本申请实施例提供的一种磨头启动数量判断步骤的流程示意图。
图5为本申请实施例提供的一种砂轮剥皮机控制装置的模块示意图。
图标:10-砂轮剥皮机控制系统;11-可编程控制器;12-总线设备;121-路由器;122-编程器;123-触摸屏;124-远程站;125-操作台;13-传动设备;131-控制单元套件;132-整流单元;133-主机传动控制器;134-前后辊道控制器;135-传感器模块;30-砂轮剥皮机控制装置;31-计数模块;32-判断模块;33-运行模块。
具体实施方式
下面将结合本申请实施例中附图,对本申请实施例中的技术方案进行描述。
首先对本实施例提供的砂轮剥皮机控制方法所应用的砂轮剥皮机控制系统10进行说明,请参考图1,图1为本申请实施例提供的一种砂轮剥皮机控制系统的结构示意图。
砂轮剥皮机控制系统10包括可编程控制器11、总线设备12和传动设备13,可编程控制器11分别与总线设备以及传动设备13电连接。
可选地,本实施例中的可编程控制器11可以选用能够进行砂轮剥皮机控制的可编程控制设备,本实施例中以型号CPU317-2PN/DP为例。
CPU317-2PN/DP具有大容量程序存储器,它可用于集中式I/O结构,也适用于分布式自动化结构。例如,可在生产线上作为一个中央控制器使用,或作为机床控制器使用。CPU317-2PN/DP的中央处理器带有1MB工作存储区,并配置有12MBIT/S的MPI/DP接口、PROFINET接口,带有2个端口交换器。
总线设备12可以包括路由器121、编程器122、触摸屏123、远程站124和操作台125。
可选地,本实施例中的总线设备12可以是基于Profinet标准,PROFINET为自动化通信领域提供了一个完整的网络解决方案,囊括了诸如实时以太网、运动控制、分布式自动化、故障安全以及网络安全等当前自动化领域的热点话题,并且,作为跨供应商的技术,可以完全兼容工业以太网和现有的现场总线技术。PROFINET网络和外部设备的通讯是借由PROFINET IO来实现,PROFINET IO定义和现场连接的外部设备的通讯机能,其基础是级联性的实时概念,PROFINET IO定义控制器(有“主站机能”的设备)和其他设备(有“从站机能”的设备)之间完整的资料交换、参数设定及诊断机能。
具体地,路由器121分别与编程器122、触摸屏123、远程站124电连接,同时路由器121通过触摸屏123与操作台125电连接,操作台125还与可编程控制器11电连接。
传动设备13可以包括控制单元套件131、整流单元132、主机传动控制器133、前后辊道控制器134和传感器模块135。控制单元套件131分别与可编程控制器11以及整流单元132、主机传动控制器133、前后辊道控制器134电连接,主机传动控制器133与传感器模块135电连接。
可选地,本实施例中的控制单元套件131可以为CU320-PN用于多轴控制系统,最多可控制4个矢量轴或6个伺服轴或8个V/f轴。
可选地,整流单元132用于将交流的供电电源变换成直流,其具体型号选用可以根据具体需求进行灵活调整。
可选地,本实施例中的传感器模块135可以为SMC30,其用于连接外部编码器,可以对增量型编码器、SSI编码器等进行信号处理。
进一步的,本实施例中的主机传动控制器133和传感器模块135的数量可以根据具体需求进行灵活调整。
本申请实施例提供了一种砂轮剥皮机控制方法,该方法应用于可编程控制器11的主控继电器(Master Control Relay,MCR),其用于控制MCR区内的指令是否被正常执行,相当于一个用来接通和断开的主令开关。
可选地,本实施例中的砂轮剥皮机的结构可以为:1)上料台架:存放需要剥皮的圆钢;2)输送传动装置:把需要剥皮的圆钢输送到磨头下方;3)砂轮磨头:①磨头电机②升降气缸③砂轮;磨头电机带动砂轮旋转;升降气缸控制磨头上升、下降(上升时磨头不接触钢,上升状态该磨头不投入使用了;下降时磨头接触钢,对钢进行剥皮;4)下料台架:存放剥皮完成的圆钢。
本实施例中的每个磨头都能够独立启动或上升/下降,所有磨头依次分布在上料后的主传动上方。
请参考图2,图2为本申请实施例提供的一种砂轮剥皮机控制方法的流程示意图,该砂轮剥皮机控制方法的具体步骤可以如下:
步骤S22:在砂轮剥皮机启动后,对磨头启动数量进行计数。
可选地,本实施例可以在任一磨头运行且磨头下压接触到目标物时,再开始对磨头启动数量进行计数,以确保砂轮剥皮机处于正常作业状态,从而提高砂轮剥皮机的作业质量。
具体地,本实施例中磨头启动数量的计数和判断可以是通过MCR功能定义后调用完成。
请参考图3,图3为本申请实施例提供的一种磨头启动数量计数步骤的流程示意图,该步骤具体可以如下:
步骤S221:每启动一个磨头,调用一次基本控制块。
可选地,本实施例中的基本控制块是基于MCRA功能建立。
应当理解的是,本实施例中的磨头开启没有顺序限制,只对其开启数量有要求。
步骤S222:每调用一次基本控制块计数为1并存储至PLC中间寄存器,并将第一位地址置为1。
在PLC(Programmable Logic Controller,可编程逻辑控制器)中,位存储器(M)区通常包括位地址、字节地址和字地址,通常位地址用M表示,例如M0.0、M0.1等,字节地址用MB0表示,例如M0.0~M1.7共16个位地址,字地址通常用MW0表示,包括MW0和MW1,例如M0.0~M3.7共32个位地址。
本实例中的第一位地址置可以为M1.0。
步骤S223:对基本控制块的计数为1的次数进行累加,以获得计数结果并存储至第一字地址。
可选地,本实施例中第一字地址可以为MW54。
步骤S24:判断是否在预设时长内启动预设个数的磨头。
请参考图4,图4为本申请实施例提供的一种磨头启动数量判断步骤的流程示意图,该步骤具体可以如下:
步骤S241:在计数结果大于或等于预设个数时,将第二字节地址置为1。
应当理解的是,磨头对应的预设个数可以根据具体需求进行灵活调整,本实施例中可以以8为例。
可选地,本实施例中的第二字地址可以为M1.1。
步骤S242:在当前时间距砂轮剥皮机启动后未超过预设时长时,保持第三字节地址置为1、第四字节地址置为0。
可选地,本实施例中的预设时长以5分钟为例,在其他实施例中,该预设时长可以根据具体需求进行灵活选取。
可选地,本实施例中第三字节地址置可以是M1.3,第四字节地址可以是M1.5。
步骤S243:在第三字节地址置为1且第四字节地址置为0时,确定砂轮剥皮机在预设时长内启动预设个数的磨头。
在第三字节地址置为1且第四字节地址置为0时,表示启用磨头满足预设需求,因此能够进行下一步作业。
此外,在当前时间距砂轮剥皮机启动后超过预设时长时,将第三字节地址置为0、第四字节地址置为1,可以根据第三字节地址置为0、第四字节地址置为1的情况确定砂轮剥皮机在预设时长内未启动预设个数的磨头,因此需要再次启动当前未启动的磨头。
其中,第三字节地址置为0时,边沿信号M2.1触发,将M1.5置为1,以使下一步动作条件不满足,则重复启动磨头后进行磨头启动数量判断的步骤,直至磨头数量满足预设个数的需求。
步骤S26:在预设时长内启动预设个数的磨头时,允许主传动运行。
进一步地,在主传动运行后,为了对磨头启动数量持续监控以保证作业质量,本实施例还可以包括如下步骤:
步骤S271:在运行过程中磨头的启动数量小于预设个数时,将二字节地址置为0、第四字节地址置为1。
其中,第二字节地址M1.1置为0时,边沿信号M1.6触发,将第四字节地址M1.5置为1。
步骤S272:在第二字节地址为0、第四字节地址为1时,停止主传动的运行。
在第二字节地址M1.1为0、第四字节地址M1.5为1时,主传动的运行条件不满足,则停止主传动运行,再次启动磨头并进行磨头启动数量判断。
在需要停止砂轮剥皮机时,则向MCR传输停止信号,在接收到停止信号后,停止将砂轮剥皮机的运行,并将第一位地址M1.0置为0,触发边沿信号M2.0以复位第四字节地址M1.5为1,从而为下一次磨头启动和数量判断做好准备。
为了配合上述砂轮剥皮机控制方法,本申请实施例还提供了一种砂轮剥皮机控制装置30。
请参考图5,图5为本申请实施例提供的一种砂轮剥皮机控制装置的模块示意图。
砂轮剥皮机控制装置30包括:
计数模块31,用于在砂轮剥皮机启动后,对磨头启动数量进行计数;
判断模块32,用于根据计数结果,判断砂轮剥皮机是否在预设时长内启动预设个数的磨头;
运行模块33,用于在预设时长内启动预设个数的磨头时,允许砂轮剥皮机的主传动运行。
可选地,砂轮剥皮机控制装置30还包括:计数检测模块,用于在任一磨头运行且下压接触到目标物时,对磨头启动数量进行计数。
可选地,计数模块31具体用于:每启动一个磨头,调用一次基本控制块;每调用一次基本控制块计数为1并存储至PLC中间寄存器,并将第一位地址置为1;对基本控制块的计数为1的次数进行累加,以获得计数结果并存储至第一字地址。
可选地,判断模块32具体用于:在计数结果大于或等于预设个数时,将第二字节地址置为1;在当前时间距砂轮剥皮机启动后未超过预设时长时,保持第三字节地址置为1、第四字节地址置为0;在第三字节地址置为1且第四字节地址置为0时,确定砂轮剥皮机在预设时长内启动预设个数的磨头。
可选地,判断模块32具体用于:在当前时间距砂轮剥皮机启动后超过预设时长时,将第三字节地址置为0、第四字节地址置为1;在第三字节地址置为0且第四字节地址置为1时,定砂轮剥皮机在预设时长内未启动预设个数的磨头;启动当前未启动的磨头。
可选地,砂轮剥皮机控制装置30还包括:运行检测模块,用于在运行过程中磨头的启动数量小于预设个数时,将第二字节地址置为0、第四字节地址置为1;在第二字节地址为0、第四字节地址为1时,停止主传动的运行。
可选地,砂轮剥皮机控制装置30还包括:停止模块,用于在接收到停止信号时,停止将砂轮剥皮机的运行;将第一位地址置为0、复位第四字节地址为1。
本申请实施例还提供了一种电子设备,该电子设备包括存储器和处理器,所述存储器中存储有程序指令,所述处理器读取并运行所述程序指令时,执行本实施例提供的砂轮剥皮机控制方法中任一项所述方法中的步骤。
应当理解是,该电子设备可以是个人电脑(personal computer,PC)、平板电脑、智能手机、个人数字助理(personal digital assistant,PDA)等具有逻辑计算功能的电子设备。
本申请实施例还提供了一种可读取存储介质,所述可读取存储介质中存储有计算机程序指令,所述计算机程序指令被一处理器读取并运行时,执行砂轮剥皮机控制方法中的步骤。
综上所述,本申请实施例提供了一种砂轮剥皮机控制方法、装置、电子设备及存储介质,所述方法包括:在砂轮剥皮机启动后,对磨头启动数量进行计数;判断是否在预设时长内启动预设个数的所述磨头;在所述预设时长内启动所述预设个数的所述磨头时,允许主传动运行。
在上述实现方式中,在预设时长内启动预设个数的所述磨头时,才允许主传动运行从而进行砂轮剥皮机作业,避免了由于操作人员原因造成磨头使用数量较少导致产品上出现螺旋形漏磨带等瑕疵的问题,从而提高了产品质量和砂轮剥皮机的作业效率。
在本申请所提供的几个实施例中,应该理解到,所揭露的设备,也可以通过其它的方式实现。以上所描述的装置实施例仅仅是示意性的,例如,附图中的框图显示了根据本申请的多个实施例的设备的可能实现的体系架构、功能和操作。在这点上,框图中的每个方框可以代表一个模块、程序段或代码的一部分,所述模块、程序段或代码的一部分包含一个或多个用于实现规定的逻辑功能的可执行指令。也应当注意,在有些作为替换的实现方式中,方框中所标注的功能也可以以不同于附图中所标注的顺序发生。例如,两个连续的方框实际上可以基本并行地执行,它们有时也可以按相反的顺序执行,这依所涉及的功能而定。也要注意的是,框图中的每个方框、以及框图的组合,可以用执行规定的功能或动作的专用的基于硬件的系统来实现,或者可以用专用硬件与计算机指令的组合来实现。
另外,在本申请各个实施例中的各功能模块可以集成在一起形成一个独立的部分,也可以是各个模块单独存在,也可以两个或两个以上模块集成形成一个独立的部分。
所述功能如果以软件功能模块的形式实现并作为独立的产品销售或使用时,可以存储在一个计算机可读取存储介质中。因此本实施例还提供了一种可读取存储介质中存储有计算机程序指令,所述计算机程序指令被一处理器读取并运行时,执行区块数据存储方法中任一项所述方法中的步骤。基于这样的理解,本申请的技术方案本质上或者说对现有技术做出贡献的部分或者该技术方案的部分可以以软件产品的形式体现出来,该计算机软件产品存储在一个存储介质中,包括若干指令用以使得一台计算机设备(可以是个人计算机,服务器,或者网络设备等)执行本申请各个实施例所述方法的全部或部分步骤。而前述的存储介质包括:U盘、移动硬盘、只读存储器(ROM,Read-Only Memory)、随机存取存储器(RAM,RanDom Access Memory)、磁碟或者光盘等各种可以存储程序代码的介质。
以上所述仅为本申请的实施例而已,并不用于限制本申请的保护范围,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
以上所述,仅为本申请的具体实施方式,但本申请的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本申请揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本申请的保护范围之内。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
- 砂轮剥皮机控制方法、装置、电子设备及存储介质
- 一种电子设备控制方法、装置、电子设备和存储介质