一种用于轧辊系统辊缝位置和上辊平衡的控制方法
文献发布时间:2023-06-19 10:36:57
技术领域
本发明涉及工业自动化控制技术领域,更具体地说,涉及一种用于轧辊系统辊缝位置和上辊平衡的控制方法。
背景技术
在轧钢生产时,轧辊是轧制过程中直接作用于金属轧件的压力加工工具,是轧钢生产中的主要消耗备件之一。大断面开坯生产中,轧件采用多道次轧制工艺,为了保障合理的压下规程和产品尺寸,需要不断地快速精准调整轧辊之间的辊缝,以调整轧辊轴线之间的距离,保证正确的辊缝,给定所需的压下量。如何在辊缝调节中利用上辊平衡系统和压下调节装置协调工作,避免造成安全事故及提高轧机的轧制效率是极为重要的。
经检索,中国专利申请号:2018105997700,发明创造名称为:一种辊缝调节设备和调节辊缝的方法,该申请案的设备用于调节第一轧辊和第二轧辊之间的辊缝,包括:辊缝调节单元、驱动传动单元、位置检测单元和控制单元,辊缝调节单元用于安装并带动第二轧辊相对于第一轧辊靠近或远离运动以调节辊缝;驱动传动单元与辊缝调节单元传动连接,产生驱动力并传递给辊缝调节单元,以带动第二轧辊相对于第一轧辊运动;位置检测用于采集第二轧辊的位置信号;控制单元用于接收并处理位置信号,以及将处理结果反馈至驱动传动单元以控制驱动传动单元驱动辊缝调节单元运动。该设备实现了辊缝调节的自动化和智能化,提高了辊缝调节的精度。
又如中国专利申请号:2013208336596,发明创造名称为:轧辊辊缝控制装置,该申请案中下轧辊固定在墙板上,上轧辊可上下移动地设置在下轧辊的上方;控制装置包括:与上轧辊连接的动力系统、固定在动力系统上的位移传感器、设置在上轧辊和下轧辊之间的平衡缸、以及与位移传感器和动力系统连接的控制系统;位移传感器检测探头的探针与安装上轧辊的轴承座接触。该申请案应用高精度位移传感器,检测轧辊轴承座移动距离,检测结果直接反映了轧辊的运动情况,并且检测结果直接反馈给轧机控制系统,实时补偿轧辊缝隙变化数值,达到精确控制的目的。以上申请案均涉及对辊缝的调节,但仍有进一步优化的空间。
发明内容
1.发明要解决的技术问题
本发明的目的在于克服现有技术中辊系平衡不易调节、容易造成安全事故的问题,拟提供一种用于轧辊系统辊缝位置和上辊平衡的控制方法,运行可靠性较高,辊缝调节响应速度快,定位精度高,可以达到系统允许的最大响应速度,具有很好的推广应用价值。
2.技术方案
为达到上述目的,本发明提供的技术方案为:
本发明的一种用于轧辊系统辊缝位置和上辊平衡的控制方法,包括以下步骤:
S1、压下调整到位静止状态下,确定平衡缸的平衡设定压力;
S2、压下提升状态下,确定平衡缸上升时的设定压力,保持上轧辊的压下上行最大速度;
S3、压下下压状态下,确定平衡缸下降时的设定压力,保持上轧辊的压下下压最大速度。
更进一步地,步骤S1中具体过程如下:压下到位静止状态下,Fb=Fe+F0;
Fb:压下静止状态下平衡缸总的向上拉力;
Fe:上辊系自身质量产生的向下拉力;
F0:平衡缸向上的附加拉力;
对应转换为平衡缸油路压力为:Pb=Pe+P0;
Pb:平衡缸总的平衡设定压力;
Pe:平衡缸用于平衡上辊系质量的压力;
P0:上辊系向上压靠的附加压力;
由上得到压下静止状态时平衡缸的设定压力Pb。
更进一步地,步骤S2中具体过程如下:压下提升状态下:Fu=Fe+F0+Faux1;
Fu:压下提升状态下平衡缸总的向上拉力;
Fe:上辊系自身质量产生的向下拉力;
F0:平衡缸向上的附加拉力;
Faux1:调节平衡缸上升速度的附加拉力;
转换为平衡缸油路压力为:Pu=Pe+P0+Paux1;
Pu:平衡缸上升时的设定压力;
Pe:平衡缸用于平衡上辊系质量的压力;
P0:上辊系向上压靠的附加压力;
Paux1:调节平衡缸上升速度的附加压力。
更进一步地,步骤S2中当Pu达到系统压力,上辊系不脱离回松装置压靠状态时得到的最大上升速度就是压下上行速度限制值Vumax;以工艺要求的Vumax上升速度运行,即可得到Pu设定值。
更进一步地,步骤S3中具体过程如下:压下下压状态下:Fd=Fe+Faux2;
Fd:压下下压状态下平衡缸总的向上拉力;
Fe:上辊系自身质量产生的向下拉力;
Faux2:调节平衡缸下降速度的附加拉力;
转换为平衡缸油路压力:Pd=Pe+Paux2;
Pd:平衡缸下降时的设定压力;
Pe:平衡缸用于平衡上辊系质量的压力;
Paux2:调节平衡缸下降速度的附加压力。
更进一步地,步骤S3中压下以工艺需要的下降速度下降,通过改变Paux2的值,将直接影响上辊系驱动动力中压下电机下降时的工作电流,逐步调节Paux2的值,使得压下电机下降工作电流稳定运行在额定电流值的80%~100%,即可得到需要的Pd设定值。
更进一步地,所述的轧辊系统包括对应配合设置的上辊系和下辊系,上辊系上方设有平衡缸,平衡缸用于连接支撑上辊系,上辊系上还设有用于驱动上辊系升降的压下螺杆,该压下螺杆与驱动动力相连并由其驱动,驱动动力驱动压下螺杆下压或提升上辊系,压下螺杆与上辊系之间设有回松装置。
更进一步地,上辊系的上表面开设有与回松装置底部相配合的安装嵌槽,回松装置底部对应嵌入该安装嵌槽内。
3.有益效果
采用本发明提供的技术方案,与现有技术相比,具有如下有益效果:
(1)本发明的一种用于轧辊系统辊缝位置和上辊平衡的控制方法,通过对上辊系平衡缸的平衡压力在不同工况下做动态调整,使其既满足压下系统的快速响应要求,又保持压下电机的工作电流在额定值以下的合理范围,实现辊缝调节响应快、定位准确、运行可靠的效果。
附图说明
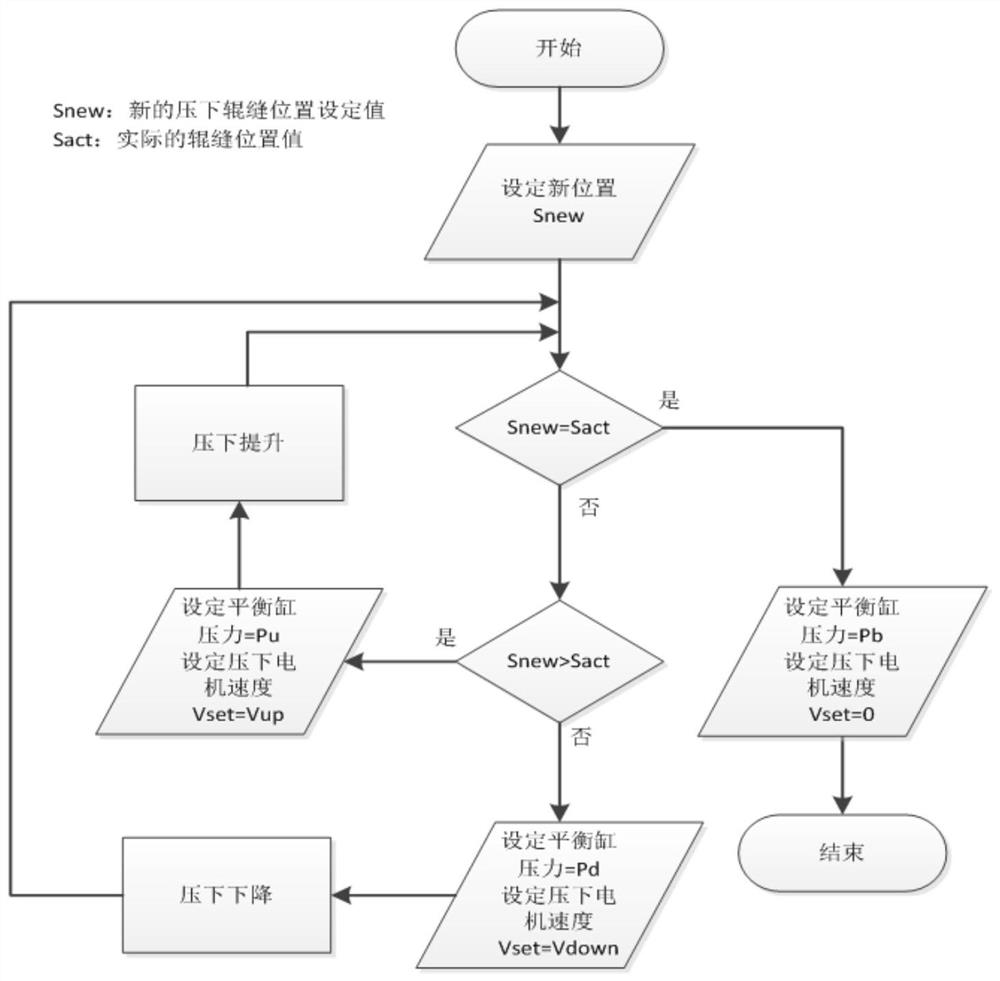
图1为本发明中压下控制流程示意图;
图2为本发明中上辊系平衡结构侧视示意图;
图3为本发明中上辊系平衡结构正视示意图;
示意图中的标号说明:
100、机架;101、下辊轴承座;102、下轧辊;103、安装座;104、垫片;105、上辊轴承座;106、上轧辊;107、压下螺杆;108、驱动动力;109、回松装置;110、平衡缸。
具体实施方式
为进一步了解本发明的内容,结合附图对本发明作详细描述。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
下面结合实施例对本发明作进一步的描述。
实施例1
如图1、图2和图3所示,本实施例的轧辊系统,包括机架100,机架100内设置有上下对应配合的上辊系和下辊系,其中上辊系包括上辊轴承座105以及上轧辊106,上轧辊106设置于该上辊轴承座105上;对应地,下辊系包括下辊轴承座101和下轧辊102,下轧辊102设置于下辊轴承座101上,且如图2所示,机架100底部还设有用于安装下辊轴承座101的安装座103,下辊轴承座101和安装座103之间可设置垫片104。上辊系上设置有平衡缸110,平衡缸110用于从两侧连接支撑上辊系,在上轧辊106升降过程中,平衡缸110的伸缩端始终与上辊系相连接并拉动上辊系,保持上辊系的平衡。上辊系上还设有用于驱动上辊系升降的压下螺杆107,该压下螺杆107与驱动动力108相连并由其驱动,驱动动力108驱动压下螺杆107下压或提升上辊系,压下螺杆107与上辊系之间设有回松装置109,回松装置109上方与压下螺杆107相连接。本实施例中驱动动力108具体采用压下电机和涡轮蜗杆结构相配合,将压下电机的转动运动转化为压下螺杆107的直线升降运动,从而完成对上辊系的下压和提升状态控制,具体的压下电机和涡轮蜗杆结构设置属于行业内公知,在此不再做具体详述,图中也并未标识。
本实施例中上辊系的上表面开设有与回松装置109底部相配合的安装嵌槽,回松装置109底部对应嵌入该安装嵌槽内,即上辊轴承座105上对应开设与回松装置109相配合的安装嵌槽,回松装置109具体可采用回松缸,亦可采用行业内其他常见的回松装置,在此不再尽述。回松装置109能够对上辊系的升降过程进行有效缓冲,充分保障轧辊安全,实际轧制应用过程中,需保持上辊系与回松装置109始终紧密压靠,中间不存在间隙,否则一旦压下螺杆107和上辊系脱开将造成严重事故。
目前行业内普遍在用的轧机上辊系平衡控制都是对上辊系平衡缸110设置一个固定的平衡压力Pe,以保证上辊系与压下螺杆107紧密压靠,即具体与回松装置109紧密压靠,也要保障用于压下的涡轮蜗杆之间没有间隙,防止升降跳动。这个Pe值必须保证上辊系提升时平衡缸110提起上辊系的速度要大于压下电机驱动压下螺杆107的提升速度,否则将导致压下螺杆107与上辊系脱开造成事故。为了提高轧钢效率,需要辊缝的调节时间越短越好,这个Pe值必须足够大到满足最小的辊缝提升时间要求。当Pe值很大,上辊系向下运行时,压下电机转矩很大部分用于克服平衡缸110Pe压力造成的阻力,造成压下电机工作电流过大,甚至达到2-3倍的额定电流,将导致压下调节的涡轮蜗杆系统工况恶化,压下电机使用寿命降低,且电机传动系统必须放大,工程费用显著增加,给生产实践带来诸多不便。
本实施例的控制方法,正是为克服上述难题而研究的,通过对上辊系平衡缸110的平衡压力在不同工况下做动态调整,使其既满足压下系统的快速响应要求,又保持压下电机的工作电流在额定值以下的合理范围,实现辊缝调节响应快、定位准确、运行可靠的效果。具体地,本实施例的一种用于轧辊系统辊缝位置和上辊平衡的控制方法,包括以下步骤:
S1、压下调整到位静止状态下,确定平衡缸110的平衡设定压力;
具体地,
压下到位静止状态下,Fb=Fe+F0;
Fb:压下静止状态下平衡缸110总的向上拉力;
Fe:上辊系自身质量产生的向下拉力;
F0:平衡缸110向上的附加拉力,用于消除上辊系与回松装置109之间的间隙值,以及压下涡轮蜗杆之间间隙,即保持紧密压靠的压力值;
将上述关系对应转换为平衡缸110的油路压力为:Pb=Pe+P0;
Pb:平衡缸110总的平衡设定压力;
Pe:平衡缸110用于平衡上辊系质量的压力;
P0:上辊系需要向上压靠的压力,以消除上辊系与回松装置109之间间隙,以及涡轮蜗杆间隙;
由上得到压下静止状态时平衡缸110的设定压力Pb,能够平衡上辊系质量且消除与回松装置109之间间隙,以及涡轮蜗杆间隙,保持上辊系与回松装置109之间的紧密压靠,以及涡轮蜗杆之间紧密配合。更具体地说,实践中作业人员先调试获得平衡缸110用于平衡上辊系质量的压力值,再根据加工需求对应设置合理的紧密压靠的压力值P0,即可获得压下静止状态时平衡缸110的设定压力Pb。
S2、压下提升状态下,确定平衡缸110上升时的设定压力,保持上轧辊106的压下上行最大速度;具体地,
压下提升状态下:Fu=Fe+F0+Faux1;
Fu:压下提升状态下平衡缸110总的向上拉力;
Fe:上辊系自身质量产生的向下拉力;
F0:平衡缸110向上的附加拉力;
Faux1:调节平衡缸110上升速度的附加拉力;
将上述关系对应转换为平衡缸110的油路压力为:Pu=Pe+P0+Paux1;
Pu:平衡缸110上升时的设定压力;
Pe:平衡缸110用于平衡上辊系质量的压力;
P0:上辊系需要向上压靠的压力;
Paux1:调节平衡缸110上升速度的附加压力。
压下提升状态时,平衡缸110的压力设定值比压下静止状态增加了一个附加压力,改变附加压力的值即可调整平衡缸110的上升速度,当Pu达到系统允许的最大压力时,上辊系仍保持不脱离回松装置109压靠状态时得到的最大上升速度就是压下上行速度限制值Vumax;本实施例以加工工艺要求的Vumax上升速度运行,即可得到Pu设定值。
S3、压下下压状态下,确定平衡缸110下降时的设定压力,保持上轧辊106的压下下压最大速度。具体地;
压下下压状态下:Fd=Fe+Faux2;
Fd:压下下压状态下平衡缸110总的向上拉力;
Fe:上辊系自身质量产生的向下拉力;
Faux2:调节平衡缸110下降速度的附加拉力;
将上述关系对应转换为平衡缸110的油路压力:Pd=Pe+Paux2;
Pd:平衡缸110下降时的设定压力;
Pe:平衡缸110用于平衡上辊系质量的压力;
Paux2:调节平衡缸110下降速度的附加压力。
实践操作中压下以加工工艺需要的下降速度下降,通过改变Paux2的值,将直接影响压下电机下降时的工作电流,通过逐步调节Paux2的值,使得压下电机下降工作电流稳定运行在额定电流值的80%~100%,记录此时的Paux2值为适宜的附加压力值,即可最终得到需要的适宜的Pd设定值。
本实施例中压下工作状态改变时需要快速切换压力以及快速提升或下降过程保持平衡缸110内的压力设定值不变,因此在压下平衡缸110的液压油路中采用高频响伺服阀,PLC程序采用PI调节器控制伺服阀的给定,以满足快速稳定的调节要求。采用本实施例的控制方法,能够简洁、准确、可靠地实现对上辊系平衡缸110与辊缝调节的控制,经实践验证,辊缝调节响应快、定位准确、运行可靠,具有很好的推广应用价值。
以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
- 一种用于轧辊系统辊缝位置和上辊平衡的控制方法
- 一种轴向移动改变辊缝凸度并可变辊缝形状的轧辊辊型