一种硅钢片铁芯叠片机构
文献发布时间:2023-06-19 10:38:35
技术领域
本发明涉及硅钢片铁芯生产装备领域,特别涉及一种硅钢片铁芯叠片机构。
背景技术
铁芯是变压器最为关键的部件,而变压器一般都是用硅钢片作为铁芯的。硅钢片铁芯的体积比传统铁芯的体积缩小很多倍,使用起来十分方便,市场需求不断增大。
而硅钢片的叠装是一项非常高端的制造工艺。硅钢片一般只有0.27毫米的厚度,一台普通的超高压变压器,一般要叠放32000多片硅钢片,而且从底部到顶部的位置误差不得大于两毫米。因叠片数量巨大,以及叠片精度要求非常高,大大限制了叠片速度的提高。目前,市场上的硅钢片叠放机构,大多数生产效率低下,不能满足硅钢片铁芯日益增长的需求。此外,铁芯的生产需要较长周期,不但耗用大量电能,如果在生产过程中,出现断电现象,容易导致叠放中的硅钢片掉落,使得加工中的铁芯整个报废,进一步降低了铁芯的生产效率。
发明内容
本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种硅钢片铁芯叠片机构,可有效提高叠片速度,降低能耗,提高生产效率。
根据本发明实施例的硅钢片铁芯叠片机构,包括:送料装置,所述送料装置包括有磁性传送带、送料件和第一定位杆;所述磁性传送带用于将已剪切的硅钢片传送至所述送料件;所述送料件安装于所述磁性传送带的下方,并且可沿所述磁性传送带的正交方向平行伸出;所述第一定位杆安装于所述送料件上,用于定位所述硅钢片;叠片装置,所述叠片装置设置于所述送料件的伸出的一方;所述叠片装置包括有叠放台、第二定位杆和机械手;所述叠放台用于叠放硅钢片;所述第二定位杆安装于所述叠放台上,用于定位所述硅钢片;所述机械手设置于所述送料件和所述叠放台之间,用于将所述送料件的所述硅钢片搬运至所述叠放台上;所述机械手包括有转动臂和取料单元;所述取料单元安装于所述转动臂的端部,包括有电永磁铁,所述电永磁铁用于吸取所述硅钢片。
根据本发明实施例的硅钢片铁芯叠片机构,至少具有如下技术效果:电永磁铁具有强磁力,可同时吸取多片硅钢片。当多片硅钢片通过第一定位杆定位,整齐堆叠在送料件上后,机械手通过电永磁铁,一次性吸取多片硅钢片,并将多片硅钢片搬运在叠放台,并通过第二定位杆定位,从而完成硅钢片的叠放。一次性搬运多个硅钢片,与一片一片地搬运硅钢片相比,一方面提高了搬运速度,一方面减少了硅钢片对齐定位的次数,可提高叠放的速度和精度,提高生产效率。同时,电永磁铁具有通电退磁、断电得磁的特点,机械手在搬运过程中,电永磁铁不需要通电,而仅在将硅钢片放置在叠放台的时候需要通电,因此使用电永磁铁,一方面降低了电能消耗,另一方面消除了硅钢片因断电而掉落的隐患,可降低能耗,提高产品合格率,提高生产效率。本发明提出一种硅钢片铁芯叠片机构,可有效提高叠片速度,降低能耗,提高生产效率。
根据本发明的一些实施例,所述电永磁铁的数量为多个。
根据本发明的一些实施例,所述电永磁铁均匀分布。
根据本发明的一些实施例,所述电永磁铁的数量为6个。
根据本发明的一些实施例,所述送料装置包括有计数传感器,用于记录所述送料件上的所述硅钢片的数量。
根据本发明的一些实施例,所述取料单元包括有连接板、两个安装轨道、多个安装板和多个卡扣块;所述连接板的上部与所述转动臂连接,所述连接板的下部与所述安装轨道连接,所述安装轨道设置于所述连接板的相对两侧;所述安装轨道包括有凸部,所述凸部设置于安装轨道的底部,并沿所述连接板的中心线方向延伸;所述卡扣块安装于所述安装板的上部,所述卡扣块的下平面与所述安装板的上平面组成扣位槽,所述凸部与所述扣位槽的内壁抵接;所述电永磁铁安装于所述安装板的底部。
根据本发明的一些实施例,所述第一定位杆和所述第二定位杆包括有尖端部,所述尖端部设置于所述第一定位杆和所述第二定位杆的顶端。
根据本发明的一些实施例,所述机械手为六自由度机械手。
附图说明
本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:
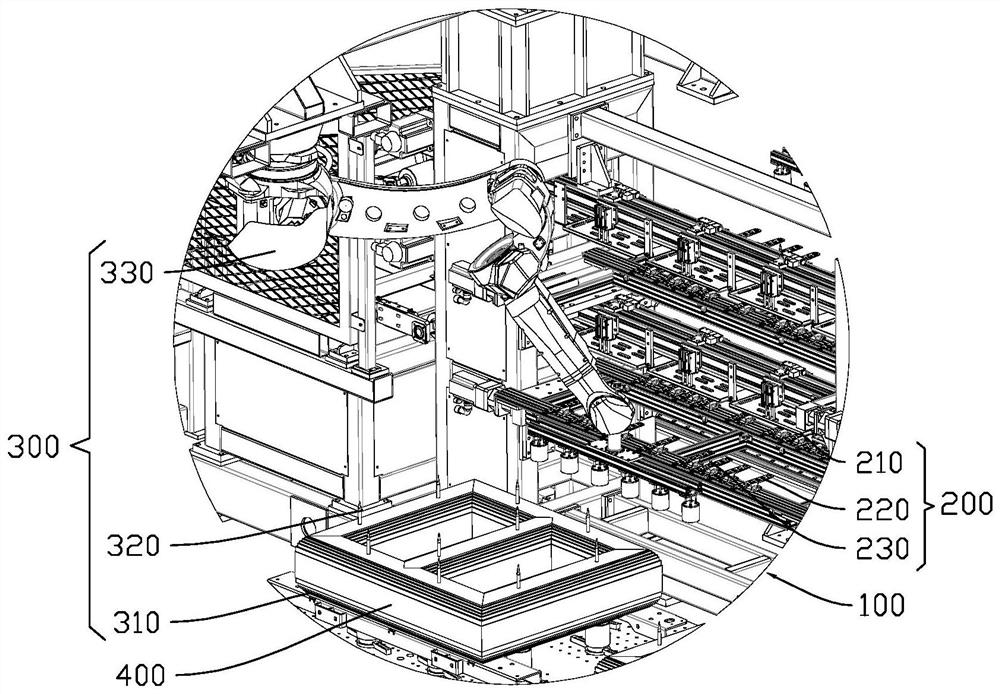
图1为本发明实施例的硅钢片铁芯叠片机构的示意图;
图2为本发明实施例的硅钢片铁芯叠片机构的叠片装置的示意图
图3为本发明实施例的硅钢片铁芯叠片机构的电永磁铁的示意图。
附图标记:
硅钢片铁芯叠片机构100、
送料装置200、磁性传送带210、送料件220、第一定位杆230、
叠片装置300、叠放台310、第二定位杆320、机械手330、转动臂331、取料单元332、电永磁铁333、连接板334、安装轨道335、安装板336、
硅钢片400。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
下面参考图1和3描述根据本发明实施例的硅钢片铁芯叠片机构100。
如图1所示,根据本发明实施例的硅钢片铁芯叠片机构100,包括送料装置200和叠片装置300。
如图1和2所示,送料装置200包括有磁性传送带210、送料件220和第一定位杆230,磁性传送带210用于将已剪切的硅钢片400传送至送料件220,送料件220安装于磁性传送带210的下方,并且可沿磁性传送带210的正交方向平行伸出,第一定位杆230安装于送料件220上,用于定位硅钢片400。叠片装置300设置于送料件220的伸出的一方,叠片装置300包括有叠放台310、第二定位杆320和机械手330,叠放台310用于叠放硅钢片400,第二定位杆320安装于叠放台310上,用于定位硅钢片400,机械手330设置于送料件220和叠放台310之间,用于将送料件220的硅钢片400搬运至叠放台310上,机械手330包括有转动臂331和取料单元332,取料单元332安装于转动臂331的端部,包括有电永磁铁333,电永磁铁333用于吸取硅钢片400。
当磁性传送带210将已剪切的硅钢片400传送至送料件220时,第一定位杆230作用,使得硅钢片400整齐放置于送料件220上,当送料件220上的硅钢片400叠放到一定数量后,送料件220带动硅钢片400伸出,机械手330通过电永磁体吸取硅钢片400,并将送料件220上的多个硅钢片400一次性取走,并运送至叠放台310,此时第二定位杆320作用,使得硅钢片400整齐叠放于叠放台310上。
本发明实施例的硅钢片铁芯叠片机构100,电永磁铁333具有强磁力,可同时吸取多片硅钢片400。当多片硅钢片400通过第一定位杆230定位,整齐堆叠在送料件220上后,机械手330通过电永磁铁333,一次性吸取多片硅钢片400,并将多片硅钢片400搬运在叠放台310,并通过第二定位杆320定位,从而完成硅钢片400的叠放。一次性搬运多个硅钢片400,与一片一片地搬运硅钢片400相比,一方面提高了搬运速度,一方面减少了硅钢片400对齐定位的次数,可提高叠放的速度和精度,提高生产效率。同时,电永磁铁333具有通电退磁、断电得磁的特点,机械手330在搬运过程中,电永磁铁333不需要通电,而仅在将硅钢片400放置在叠放台310的时候需要通电,因此使用电永磁铁333,一方面降低了电能消耗,另一方面消除了硅钢片400因断电而掉落的隐患,可降低能耗,提高产品合格率,提高生产效率。本发明提出一种硅钢片铁芯叠片机构100,可有效提高叠片速度,降低能耗,提高生产效率。
在本发明的一些具体实施例中,如图2和3所示,电永磁铁333的数量为多个。多个电永磁体,可提高一次搬运硅钢片400的数量,提高生产效率。
在本发明的一些具体实施例中,电永磁铁333均匀分布。使得硅钢片400受力更加均匀,避免在搬运过程中发生偏移,提高生产效率。
在本发明的一些具体实施例中,如图3所示,电永磁铁333的数量为6个。因为电永磁铁333的磁性呈指数式递减,当到底一定距离后,磁性会大大减少,因此限制了硅钢片400的堆叠厚度,当电永磁铁333数量过大时,电永磁体过度密集,并不能提高一次搬运硅钢片400的厚度,反而会增加能耗,而当电永磁铁333数量太少时,会降低一次搬运硅钢片400的数量,会降低生产效率。而电永磁铁333的数量设置为6个,生产效率最佳。
在本发明的一些具体实施例中,送料装置200包括有计数传感器,用于记录送料件220上的硅钢片400的数量。因为电永磁铁333的磁性呈指数式递减,当到达一定距离后,磁性会大大减少,因此限制了硅钢片400的堆叠厚度,而一次性搬运硅钢片400数量为5至10张时,生产效率最佳。
在本发明的一些具体实施例中,如图3所示,取料单元332包括有连接板334、两个安装轨道335、多个安装板336和多个卡扣块,连接板334的上部与转动臂331连接,连接板334的下部与安装轨道335连接,安装轨道335设置于连接板334的相对两侧,安装轨道335包括有凸部,凸部设置于安装轨道335的底部,并沿连接板334的中心线方向延伸,卡扣块安装于安装板336的上部,卡扣块的下平面与安装板336的上平面组成扣位槽,凸部与扣位槽的内壁抵接,电永磁铁333安装于安装板336的底部。如此设置,方便安装和调整位置。
在本发明的一些具体实施例中,第一定位杆230和第二定位杆320包括有尖端部,尖端部设置于第一定位杆230和第二定位杆320的顶端。设置尖端部,可方便硅钢片400套入,提高生产效率。
在本发明的一些具体实施例中,如图2所示,机械手330为六自由度机械手。六自由度机械手运动更灵活,可缩短形成,提高生产效率。
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示意性实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解:在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
- 一种硅钢片铁芯叠片机构
- 一种变压器铁芯自动叠片的硅钢片供料仓