一种锻压机压力测量控制系统及方法
文献发布时间:2023-06-19 10:41:48
技术领域
本发明涉及锻压机领域,尤其是一种锻压机压力测量控制系统及方法。
背景技术
随着工业化的发展,锻压机普及越来越广,传统的线性控制锻压机方式存在灵敏度低且无法远程操作;锻压机传统操作控制下无法形成闭环自调节模式,整个控制过程出现紊乱无法即时复位,影响作业效率,锻压机传统控制方式迫切需要与数字化结合应用于工业场所。
发明内容
本发明是提供一种锻压机压力测量控制系统及方法,解决锻压机远程控制以及高效率作业。
为解决上述技术问题,本发明所采用的技术方案是:
一种锻压机压力测量控制系统,包括,压力传感器,所述压力传感器用于将检测锻压机油缸的输出压力转换成数字量传输给PLC控制器;所述PLC控制器输出端电性连接伺服阀输入端,所述伺服阀根据PLC控制器的输入信号相应的控制锻压机油缸;所述PLC控制器信号传输端电性连接通信转换电路信号端,所述通信转换电路另一信号端与上位机信号端电性连接;所述PLC控制器与通信转换电路、所述通信转换电路与上位机均进行双向通信。
本发明技术方案的进一步改进在于:所压力传感器为压阻式压力传感器。
本发明技术方案的进一步改进在于:所述通信转换电路为RS232转换电路。
本发明技术方案的进一步改进在于:所述伺服阀选用为高比例伺服阀。
本发明技术方案的进一步改进在于:所述上位机为工控PC机。
一种锻压机压力测量控制方法,包括如下步骤:
S1,在PLC控制器中设置好锻压机压力预定值,设置输入信号扫描周期定时检测压力传感器的输入值;
S2,开启压力传感器检测锻压机油缸压力,PLC控制器比较检测到的压力值与预设值,所得差值输入伺服阀;
S3,伺服阀将所得差值输入进行处理,相应的输出控制信号控制锻压机油缸;
S4,PLC控制器将压力值通过通信转换电路传输给上位机,在系统紊乱时可通过上位机对系统进行人为干预,使锻压机在线复位。
由于采用了上述技术方案,本发明取得的技术进步是:
利用伺服阀配合PLC控制器形成自闭环控制,达到了精确操作,采用上位机接收压力值并且可人工远程操作控制锻压机输出的压力值,锻压机工作中出现紊乱时可进行即时复位。
附图说明
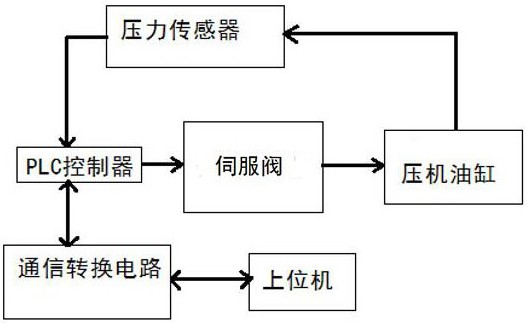
图1是本发明系统示意图。
具体实施方式
一种锻压机压力测量控制系统,包括压力传感器,考虑到锻压机自身结构采用压阻式压力传感器进行检测,压阻式压力传感器将检测锻压机油缸的输出压力转换成数字量传输给PLC控制器;所述PLC控制器输出端电性连接伺服阀输入端,通过数字方式控制伺服阀间接控制锻压机油缸,伺服阀根据PLC控制器的输入信号相应的控制锻压机油缸输出压力; PLC控制器信号传输端电性连接通信转换电路信号端,通信转换电路另一信号端与上位机信号端电性连接,通信转换电路起到耦合PLC控制器和上位机,使PLC控制器与通信转换电路、通信转换电路与上位机均进行双向通信,通信转换电路采用RS232结合上位机和PLC控制器电信兼容;伺服阀采用高比例伺服阀进行线性输出控制锻压机,上位机考虑到远程操控选用稳定性较高的工控PC机。
该系统具体操作包括如下步骤:
1,在PLC控制器中设置好锻压机压力预定值,设置输入信号扫描周期定时检测压力传感器的输入值;
2,开启压力传感器检测锻压机油缸压力,PLC控制器比较检测到的压力值与预设值,所得差值输入伺服阀;
3,伺服阀将所得差值输入进行处理,相应的输出控制信号控制锻压机油缸;
4,PLC控制器将压力值通过通信转换电路传输给上位机,在系统紊乱时可通过上位机对系统进行人为干预,使锻压机在线复位。
- 一种锻压机压力测量控制系统及方法
- 锻压机床滑块位置、压力测量及安全控制的方法及控制器