自动卸框机及自动卸框方法
文献发布时间:2023-06-19 10:44:55
技术领域
本发明涉及食品、药品包装机械设备技术领域,尤其涉及一种自动卸框机及自动卸框方法。
背景技术
在冻干物流输送线中,冻干工艺要求药瓶在冻干柜中不允许使用有底托的托盘,而需使用套框使药瓶直接接触冻干层。目前,产品送入冻干机进行冻干完成后大多采用人工卸框或半自动卸框,劳动强度高,生产效率低。
发明内容
本发明要解决的技术问题是克服现有技术的不足,提供一种布局合理、有利于减少劳动强度、提高生产效率的自动卸框机及自动卸框方法。
为解决上述技术问题,本发明采用以下技术方案:
一种自动卸框机,包括满框输入网带、输瓶网带、设于满框输入网带与输瓶网带之间的卸框平台、设于卸框平台一侧的出框网带、用于将满框输入网带上的套框推送至卸框平台上并能将卸框后的瓶体推送至输瓶网带上的推瓶机构、以及用于将卸框平台上的套框推送至出框网带上的出框机构,所述卸框平台上设有供套框陷入的陷框槽,所述陷框槽的下方设有能够升降的顶框机构。
作为上述技术方案的进一步改进:
所述顶框机构包括顶框件和用于驱动顶框件升降的顶框驱动件。
所述出框机构包括出框导向件、出框升降座和取框板,所述出框导向件设于出框网带的一侧,所述出框升降座滑设于出框导向件上,所述取框板设于出框升降座上。
所述输瓶网带连接有缓存网带。
所述自动卸框机还包括在推瓶机构推瓶时护瓶的护瓶机构。
所述护瓶机构包括护瓶板、护瓶导杆和护瓶升降座,所述护瓶导杆设于护瓶升降座上,所述护瓶板滑设于护瓶导杆上。
所述输瓶网带与卸框平台之间设有能够升降的拦瓶机构。
所述拦瓶机构包括拦瓶板和拦瓶升降座,所述拦瓶板设于拦瓶升降座上。
所述推瓶机构包括推瓶板、推瓶升降座和推瓶导向件,所述推瓶导向件设于满框输入网带的一侧,所述推瓶升降座滑设于推瓶导向件上,所述推瓶板设于推瓶升降座上。
一种自动卸框方法,采用上述的自动卸框机进行,所述自动卸框方法包括如下步骤:
S1:满框输入:装满瓶体的套框通过满框输入网带输送至卸框平台一侧;
S2:推框:所述推瓶机构将满框输入网带上的套框推送至卸框平台上,并使套框位于陷框槽内的顶框机构上;
S3:套框陷入陷框槽:所述顶框机构下降,使套框陷入陷框槽内;
S4:推瓶:所述推瓶机构将卸框平台上的瓶体推于输瓶网带上;
S5:顶框:所述顶框机构上升,将套框顶于卸框平台上;
S6:卸框:所述出框机构将卸框平台上套框送至出框网带上。
与现有技术相比,本发明的优点在于:
本发明的自动卸框机的卸框过程:首先,装满瓶体的套框通过满框输入网带输送至卸框平台一侧;接着,推瓶机构将满框输入网带上的套框推送至卸框平台上,并使套框位于陷框槽内的顶框机构上;再接着,顶框机构下降,使套框陷入陷框槽内,套框陷入陷框槽内的位置为套框在推送方向上的前后侧壁位于卸框平台之下,避免阻挡后续的推瓶动作,套框在推送方向上的左右侧壁高于卸框平台,在推瓶时,对瓶排的左右侧起到限位作用,防止瓶体从左右侧挤出卸框平台;再接着,推瓶机构将卸框平台上的瓶体推于输瓶网带上,瓶体通过输瓶网带输出至下一工位,推瓶完成后,推瓶机构回位;然后,顶框机构上升,将套框顶于卸框平台上,使套框的最底面不低于卸框平台,便于后续的卸框动作;最后,出框机构将卸框平台上套框推送至出框网带上,套框通过出框网带输出,卸框完成。该自动卸框机采用在卸框平台上开设陷框槽进行卸框,布局合理,设计巧妙,通过该自动卸框机进行卸框,有利于减少劳动强度、提高生产效率。
本发明的自动卸框方法,首先,装满瓶体的套框通过满框输入网带输送至卸框平台一侧;接着,推瓶机构将满框输入网带上的套框推送至卸框平台上,并使套框位于陷框槽内的顶框机构上;再接着,顶框机构下降,使套框陷入陷框槽内,套框陷入陷框槽内的位置为套框在推送方向上的前后侧壁位于卸框平台之下,避免阻挡后续的推瓶动作,套框在推送方向上的左右侧壁高于卸框平台,在推瓶时,对瓶排的左右侧起到限位作用,防止瓶体从左右侧挤出卸框平台;再接着,推瓶机构将卸框平台上的瓶体推于输瓶网带上,瓶体通过输瓶网带输出至下一工位,推瓶完成后,推瓶机构回位;然后,顶框机构上升,将套框顶于卸框平台上,使套框的最底面不低于卸框平台,便于后续的卸框动作;最后,出框机构将卸框平台上套框送至出框网带上,套框通过出框网带输出,卸框完成。通过该自动卸框方法进行卸框,有利于减少劳动强度、提高生产效率。
附图说明
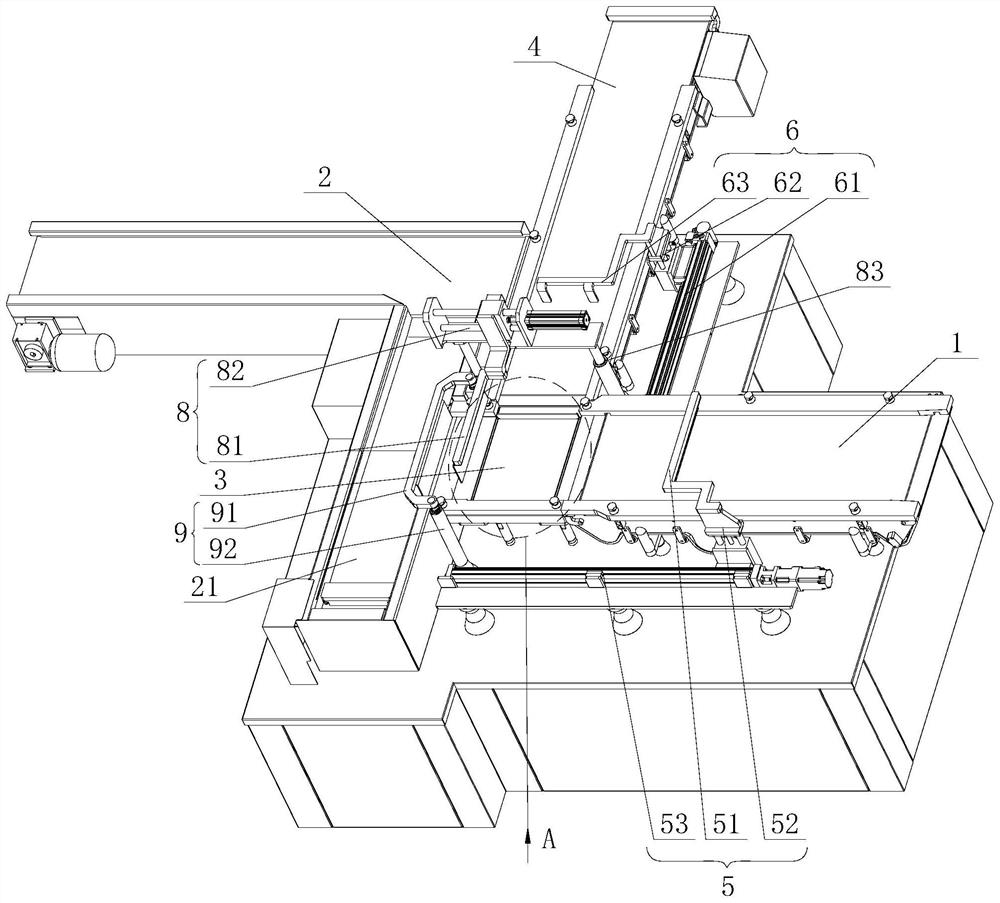
图1是本发明自动卸框机的立体结构示意图。
图2是本发明自动卸框机的俯视结构示意图。
图3是本发明自动卸框机的主视结构示意图。
图4是图1中A处的放大图。
图5是本发明自动卸框机的侧视结构示意图。
图中各标号表示:
1、满框输入网带;2、输瓶网带;3、卸框平台;31、陷框槽;4、出框网带;5、推瓶机构;51、推瓶板;52、推瓶升降座;53、推瓶导向件;6、出框机构;61、出框导向件;62、出框升降座;63、取框板;7、顶框机构;71、顶框件;72、顶框驱动件;8、护瓶机构;81、护瓶板;82、护瓶导杆;83、护瓶升降座;9、拦瓶机构;91、拦瓶板;92、拦瓶升降座。
具体实施方式
以下将结合说明书附图和具体实施例对本发明做进一步详细说明。
图1至图5示出了本发明自动卸框机的一种实施例,本自动卸框机包括满框输入网带1、输瓶网带2、设于满框输入网带1与输瓶网带2之间的卸框平台3、设于卸框平台3一侧的出框网带4、用于将满框输入网带1上的套框推送至卸框平台3上并能将卸框后的瓶体推送至输瓶网带2上的推瓶机构5、以及用于将卸框平台3上的套框推送至出框网带4上的出框机构6,卸框平台3上设有供套框陷入的陷框槽31,陷框槽31的下方设有能够升降的顶框机构7。具体地,套框为方形框,陷框槽31为与套框适配的方形槽,方形槽贯穿于卸框平台3的上下表面。卸框过程:首先,装满瓶体的套框通过满框输入网带1输送至卸框平台3一侧;接着,推瓶机构5将满框输入网带1上的套框推送至卸框平台3上,并使套框位于陷框槽31内的顶框机构7上;再接着,顶框机构7下降,使套框陷入陷框槽31内,套框陷入陷框槽31内的位置为套框在推送方向上的前后侧壁位于卸框平台3之下,避免阻挡后续的推瓶动作,套框在推送方向上的左右侧壁高于卸框平台3,在推瓶时,对瓶排的左右侧起到限位作用,防止瓶体从左右侧挤出卸框平台3;再接着,推瓶机构5将卸框平台3上的瓶体推于输瓶网带2上,瓶体通过输瓶网带2输出至下一工位,推瓶完成后,推瓶机构5回位;然后,顶框机构7上升,将套框顶于卸框平台3上,使套框的最底面不低于卸框平台3,便于后续的卸框动作;最后,出框机构6将卸框平台3上套框推送至出框网带4上,套框通过出框网带4输出,卸框完成。该自动卸框机采用在卸框平台3上开设陷框槽31进行卸框,布局合理,设计巧妙,通过该自动卸框机进行卸框,有利于减少劳动强度、提高生产效率。
本实施例中,如图3和图5所示,顶框机构7包括顶框件71和用于驱动顶框件71升降的顶框驱动件72。顶框件71可设计成U形板,U形板的两侧用于伸入陷框槽31顶于套框上,当然,顶框件71也可设计在能够伸入陷框槽31的结构,顶框件71固定在顶框驱动件72上,由顶框驱动件72驱动升降,顶框驱动件72可为顶升气缸。
本实施例中,如图1、图2和图5所示,出框机构6包括出框导向件61、出框升降座62和取框板63,出框导向件61设于出框网带4的一侧,出框升降座62滑设于出框导向件61上,取框板63设于出框升降座62上。取框板63为勾形板。出框网带4沿出框网带4的输送方向设置,出框升降座62能够沿着出框导向件61沿移,并能升降调节,从而使取框板63移至卸框平台3上方,将套框勾住并拉于出框网带4上。出框导向件61最好是出框伺服电缸。
本实施例中,如图1和图2所示,输瓶网带2连接有缓存网带21。缓存网带21用于瓶体缓存使用。
本实施例中,自动卸框机还包括在推瓶机构5推瓶时护瓶的护瓶机构8。护瓶机构8用于在推瓶机构5推瓶时护住瓶排在推送方向的前侧,防止倒瓶现象发生。
本实施例中,如图1至图5所示,护瓶机构8包括护瓶板81、护瓶导杆82和护瓶升降座83,护瓶导杆82设于护瓶升降座83上,护瓶板81滑设于护瓶导杆82上。在护瓶时,护瓶升降座83沿着护瓶导杆82滑移至护瓶位置,并使护瓶板81下降护于瓶排在推送方向的前侧,且使护瓶板81随着瓶体的移动而移动。护瓶完成后,护瓶升降座83使护瓶板81上升,防止阻碍瓶体推至输瓶网带2上。
本实施例中,如图1和图2所示,输瓶网带2与卸框平台3之间设有能够升降的拦瓶机构9。在护瓶板81靠近拦瓶机构9前,拦瓶机构9挡于输瓶网带2与卸框平台3之间,起到隔离作用;在护瓶板81靠近拦瓶机构9时,拦瓶机构9上升,使瓶体能够被顺利推至输瓶网带2上。
本实施例中,如图1和图2所示,拦瓶机构9包括拦瓶板91和拦瓶升降座92,拦瓶板91设于拦瓶升降座92上。拦瓶升降座92用于使拦瓶板91升降,在护瓶板81靠近拦瓶机构9前,拦瓶板91挡于输瓶网带2与卸框平台3之间,起到隔离作用;在护瓶板81靠近拦瓶机构9时,拦瓶升降座92使拦瓶板91上升,使瓶体能够被顺利推至输瓶网带2上。
本实施例中,推瓶机构5包括推瓶板51、推瓶升降座52和推瓶导向件53,推瓶导向件53设于满框输入网带1的一侧,推瓶升降座52滑设于推瓶导向件53上,推瓶板51设于推瓶升降座52上。推瓶导向件53沿满框输入网带1的输送方向设置,推瓶升降座52能够沿着推瓶导向件53滑移,并能使推瓶板51升降调节,推框时,推瓶板51推于套框在推送方向的后侧,推瓶升降座52沿着推瓶导向件53滑移,推瓶板51同步移动将套框推于卸框平台3上,在套框陷入陷框槽31后,推瓶升降座52沿着推瓶导向件53继续滑移,推瓶板51同步移动将去框后的瓶体推于输瓶网带2上。
一种自动卸框方法,采用自动卸框机进行,自动卸框方法包括如下步骤:
S1:满框输入:装满瓶体的套框通过满框输入网带1输送至卸框平台3一侧;
S2:推框:推瓶机构5将满框输入网带1上的套框推送至卸框平台3上,并使套框位于陷框槽31内的顶框机构7上;
S3:套框陷入陷框槽31:顶框机构7下降,使套框陷入陷框槽31内;
S4:推瓶:推瓶机构5将卸框平台3上的瓶体推于输瓶网带2上;
S5:顶框:顶框机构7上升,将套框顶于卸框平台3上;
S6:卸框:出框机构6将卸框平台3上套框送至出框网带4上。
首先,装满瓶体的套框通过满框输入网带1输送至卸框平台3一侧;接着,推瓶机构5将满框输入网带1上的套框推送至卸框平台3上,并使套框位于陷框槽31内的顶框机构7上;再接着,顶框机构7下降,使套框陷入陷框槽31内,套框陷入陷框槽31内的位置为套框在推送方向上的前后侧壁位于卸框平台3之下,避免阻挡后续的推瓶动作,套框在推送方向上的左右侧壁高于卸框平台3,在推瓶时,对瓶排的左右侧起到限位作用,防止瓶体从左右侧挤出卸框平台3;再接着,推瓶机构5将卸框平台3上的瓶体推于输瓶网带2上,瓶体通过输瓶网带2输出至下一工位,推瓶完成后,推瓶机构5回位;然后,顶框机构7上升,将套框顶于卸框平台3上,使套框的最底面不低于卸框平台3,便于后续的卸框动作;最后,出框机构6将卸框平台3上套框送至出框网带4上,套框通过出框网带4输出,卸框完成。通过该自动卸框方法进行卸框,有利于减少劳动强度、提高生产效率。
虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围的情况下,都可利用上述揭示的技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本发明技术方案保护的范围内。
- 自动卸框机及自动卸框方法
- 气动式自动卸瓶抓框装置及卸瓶抓框