一种一体式封条及制造该封条的模具
文献发布时间:2023-06-19 10:44:55
技术领域
本发明属于封条技术领域,特别是涉及一种一体式封条及制造该封条的模具。
背景技术
传统的封条是由PP塑料注塑制成,封条主体延伸有塑料条以及带有铁芯的插入孔,该铁芯包括一个具有止退功能的变形孔,塑料条插入该变形孔进行束线,广泛应用于工业信息化管理、物流管理以及商品包装等领域。但是,目前的封条在生产时需要人为地在插入孔中放入铁芯,在实际生产时需要在每个封条上逐个放入铁芯这一主要零部件,由于多了铁芯这一物料成本,导致增加了企业的生产成本,不利于企业节省成本以制造更多利润。
发明内容
本发明的目的在于提供一种避免使用铁芯的一体式封条,节省了原料成本,解决了上述现有技术中存在的问题。
为达上述目的,本发明是通过以下技术方案实现的:
一种一体式封条,包括封条头,所述封条头的一侧延伸有一体成型的塑料条,所述塑料条对齐设置有多个圆台型的凸起,所述塑料条依次穿过所述凸起的圆心,每个所述凸起的直径沿所述塑料条的延伸方向逐渐缩小;所述封条头设有半径从上往下逐渐缩小的锥形套筒,所述锥形套筒内设有若干个内齿牙并且上下开口,所述内齿牙围绕所述锥形套筒的侧壁设置并形成具有可形变的变形孔,所述塑料条可弯折插入所述变形孔内,所述凸起的宽度等于所述锥形套筒底部出口的直径。
进一步地,所述塑料条与所述封条头的衔接处设有限位块。
进一步地,所述封条头为一个可粘贴标签的标签牌,所述锥形套筒设于所述封条头的一侧。
进一步地,所述塑料条的末端直径小于所述塑料条的主体直径。
进一步地,所述锥形套筒的上下开口直径一致。
本发明还公开了一种制造上述的一体式封条的模具,包括第一模具和第二模具,所述第一模具用于成型所述塑料条和所述封条头,并且所述第一模具可在所述封条头上成型直筒型套筒,所述第二模具用于将所述直筒型套筒成型为带有所述内齿牙的所述锥形套筒。
进一步地,所述第一模具包括底板、顶针板、第一下模、第一上模、水口板和面板,所述第一上模和所述第一下模多个注塑腔,所述第一下模的每个所述注塑腔均设有用于成型所述凸起的圆台型凹位以及用于成型所述直筒型套筒的第一柱体,所述第一上模设有位置对应的所述圆台型凹位并且在每个所述圆台型凹位和所述第一柱体之间设有浇口,所述顶针板设有与所述第一柱体对齐的顶针。
进一步地,所述第二模具包括第二上模和第二下模,所述第二上模设有多个冲头,所述下模设有数量与所述冲头一致并且形状与所述封条头对应的贴合槽。
进一步地,所述冲头的底面为圆形,往下延伸有第二柱体,所述第二柱体和所述冲头的内侧壁之间带有梯形空腔,所述梯形空腔的其中一条腰为弧形。
本发明的实施例具有以下有益效果:
本发明是利用上述模具形成带有内齿牙的锥形套筒,多个内齿牙构成具有止退功能的变形孔,代替了现有封条中的铁芯,节约了生产时的物料成本。另外,锥形套筒能固定伸出于外部的塑料条,避免塑料条产生晃动。
附图说明
构成本申请的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
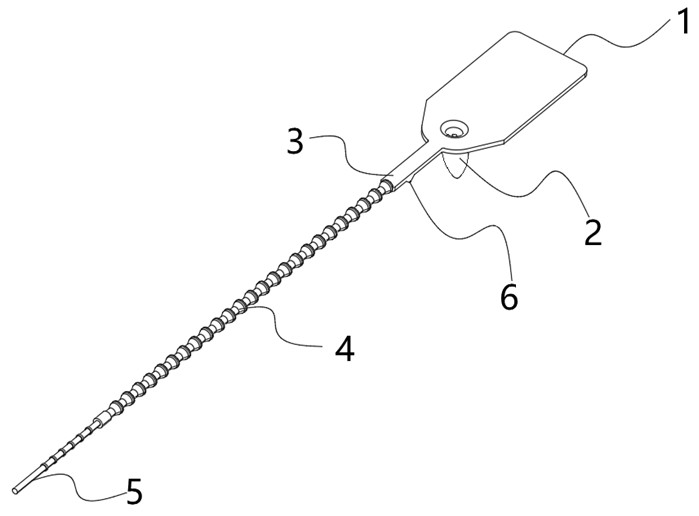
图1为本发明的结构示意图;
图2为本发明塑料条插入锥形套筒时的剖面结构示意图;
图3为本发明的第一模具中的第一上模和第一下模结构示意图;
图4为本发明的第一模具所制得的直筒型封条结构示意图;
图5为本发明的第二模具中的第二上模和第二下模的结构示意图;
图6为本发明的第二上模的冲头结构示意图。
其中,上述附图包括以下附图标记:
1、封条头;2、锥形套筒;3、塑料条;4、凸起;5、末端;6、限位块;7、内齿牙;8、变形孔;9、直筒型套筒;10、第一上模;11、浇口; 20、第一下模;21、圆台型凹位;22、第一柱体;30、第二上模;31、冲头;32、梯形空腔;33、第二柱体;40、第二下模;41、贴合槽。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。
为了保持本发明实施例的以下说明清楚且简明,本发明省略了已知功能和已知部件的详细说明。
请参阅图1和图2所示,在本实施例中提供了一种一体式封条,包括封条头1,封条头1的一侧延伸有一体成型的塑料条3。塑料条3对齐设置有多个圆台型的凸起4,塑料条3依次穿过凸起4的圆心。封条头1设有贯通封条头1上下底面的锥形套筒2,锥形套筒2分别在封条头1的顶部和其底部开设有开口。锥形套筒2于封条头1的下底面往下延伸设有若干个内齿牙7。通过注塑形成的内齿牙7围绕锥形套筒2的侧壁分布,数量为三个,三个内齿牙7的底端形成具有止退功能的变形孔8。塑料条3受力可弯折插入并变形孔8内,塑料条3插入锥形套筒2内的一端为尖头型并且塑料条3 的末端5直径小于塑料条3的主体直径,以便于塑料条3在开始插入时容易通过变形孔8。每个圆台型的凸起4的直径沿塑料条3的延伸方向逐渐缩小;由于内齿牙7为塑料,利用塑料的特性当塑料条3插入变形孔8时凸起4会撑开由内齿牙7构成的变形孔8,令变形孔8的内径变大。而插入的力度越大,变形孔8被撑开的幅度则越大,塑料条3则越容易插入至变形孔8内。当一个凸起4完全通过变形孔8后,变形孔8收缩恢复至被撑开前的宽度。因此,当塑料条3被往外拔出变形孔8时,由于凸起4为圆台型结构,上底面的直径大于下底面的直径,凸起4在拔出力的作用下与内齿牙7相抵触,令塑料条3的位置固定于两个凸起4之间,实现止退的功能。凸起4的宽度等于锥形套筒2底部出口的直径,从锥形套筒2伸出的那部分塑料条3可通过锥形套筒2底部出口进行固定,避免出现晃动。
另外,本发明中,塑料条3与封条头1的衔接处设有限位块6,避免整根塑料条3插入于锥形套筒2中,预留了可供剪刀穿过的空间,便于将塑料条3剪断。封条头1为一个可粘贴标签的标签牌,锥形套筒2设于封条头1的一侧,标签牌的区域可用于激光打印文字信息或者粘贴纸质标签。
如图3和图4所示,本发明还公开了一种制造上述的一体式封条的模具,包括第一模具和第二模具。其中,第一模具用于成型塑料条3和封条头1,并且第一模具可在封条头1上成型直筒型套筒9。第一模具包括底板、顶针板、第一下模20、第一上模10、水口板和面板,面板和底板分别用于固定第一模具第一上模10和第一下模20多个注塑腔,上下镜像对称的注塑腔在合模后形成本发明所公开的一体式封条的初步形状,该初步形状的套筒为直筒型并且不具有齿牙。第一下模20的每个注塑腔均设有用于成型凸起4的圆台型凹位21以及用于成型直筒型套筒9的第一柱体22,第一上模10设有位置对应的圆台型凹位21并且在每个圆台型凹位21和第一柱体 22之间设有浇口11,注塑口设置于面板的中心并经水口板分别连通于每个浇口11。液态塑料灌入至圆台型凹位21时,第一上模10和第二下模40合模后上下对齐的圆台型凹位21构成一体式封条的凸起4,同时利用第一柱体22隔开液态塑料形成直筒型套筒9。顶针板设有与第一柱体22对齐的顶针,注塑完毕后,上模和顶针板升起利用顶针将具有初步形状的一体式封条顶出。
如图5和图6所示,利用第一模具制造出具有初步形状的一体式封条后,还需要利用第二模具以及热熔机将直筒型套筒9成型为带有内齿牙7 的锥形套筒2。第二模具包括第二上模30和第二下模40,第二上模30设有多个冲头31,下模设有数量与冲头31一致并且形状与封条头1对应的贴合槽41,如果该一体式封条的封条头1为标签牌,则相应增加贴合槽41的长度和宽度。冲头31的底面为圆形,往下延伸有第二柱体33,第二柱体 33和冲头31的内侧壁之间带有梯形空腔32,梯形空腔32的上方的一条腰为弧形。第二柱体33用于成型锥形套筒2内供塑料条3插入的空腔并依靠梯形空腔32形成图2所示的内齿牙7形状,其中,第二柱体33的直径略大于凸起4下底面的直径并且小于凸起4上底面的直径。热熔机运行的参数为:加热温度:126度;热熔时间20秒,或者加热温度:121度,热熔时间23秒。在热熔时,先将第二上模30置于代加工的封条上方一定距离,让冲头31的温度对封条进行预加热,然后进行热熔以提高成型质量。
在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
- 一种一体式封条及制造该封条的模具
- 一种复合软包装用密封条缠绕盘一体式注塑模具