一种定位侧锁垫块及其使用方法
文献发布时间:2023-06-19 10:44:55
技术领域
本申请涉及机械加工领域,具体涉及工件的定位固定装置。
背景技术
数控机床是数字控制机床(Computer numerical control machine tools)的简称,是一种装有程序控制系统的自动化机床。目前,数控机床已被广泛应用于各个生产领域。例如在模具制造生产领域中,为了满足EROWA(夹具系统)模块在数控机床上的自动化加工,需要将工件固定在EROWA的托盘上,目前主要采用磁吸盘或传统的螺栓固定。但是在模具制造领域,必然存在大尺寸工件,此时一般采用螺栓进行固定,但是固定时需要将螺栓从托盘底部穿过并将工件拧紧固定在托盘上,或是将工件和托盘颠倒方向进行安装,上述两种安装方式均存在很大不便。
因此,如何对现有的大尺寸工件固定结构及固定方式进行改进,使其克服上述问题,是本领域技术人员亟待解决的问题。
发明内容
本申请的一个目的在于提供一种结构简单,安装方便,固定可靠的定位侧锁垫块。
本申请的另一个目的在于提供一种上述定位侧锁垫块的使用方法。
为达到以上目的,本申请采用的技术方案为:一种定位侧锁垫块,包括垫块柱体、定位件和锁紧组件,所述垫块柱体两端分别沿纵向开设有定位孔,所述垫块柱体侧面沿横向开设有安装腔,所述定位孔连通所述安装腔;所述定位件具有两个且分别适于穿过两端的所述定位孔,所述锁紧组件设置于所述安装腔内;
所述定位件包括固定端和锁紧端,所述固定端适于固定连接工件或托盘,所述锁紧端适于穿过所述定位孔并进入所述安装腔,所述锁紧组件适于从侧面操作并作用于所述锁紧端,用于限制所述定位件的纵向位移。
作为优选,所述定位件为回转体,所述固定端为螺柱结构,并适于螺纹连接于所述工件或所述托盘的螺纹固定孔内;所述锁紧端截面呈T字型结构,并适于卡设固定于所述锁紧组件内。首先固定端采用螺纹连接的方式具有操作加单,固定可靠的优点;其次定位件作为回转体,在安装时不用考虑旋转角度,在任意角度固定均不影响其正常使用;最后锁紧端T字型结构便于卡设固定。
进一步的,所述锁紧组件包括锁紧滑块和锁紧螺杆,所述锁紧滑块为两个且相向滑动设置于所述安装腔内,所述锁紧滑块上沿横向开设有螺纹孔,所述锁紧螺杆两端分别设置有正螺纹端和反螺纹端,所述正螺纹端和所述反螺纹端分别螺纹连接两侧所述锁紧滑块的所述螺纹孔,正向转动或反向转动所述锁紧螺杆适于驱动两个所述锁紧滑块相互靠近或相互远离。
所述锁紧滑块内侧开设有锁定腔,两侧的所述锁紧滑块相互远离时,所述定位件的所述锁紧端可沿竖直方向进出所述锁定腔,两侧的所述锁紧滑块相互靠近时,所述锁紧滑块可通过所述锁定腔夹持固定所述定位件的所述锁紧端,并限制所述定位件的纵向位移。
锁紧组件采用了丝杆滑块结构,并利用锁紧螺杆两端相反的螺纹,转动锁紧螺杆实现锁紧滑块的相向滑动,具有结构简单,操作方便,可以在任意位置自锁的优点。锁紧滑块的锁定腔可以牢靠的“抱”住定位件的锁紧端,实现定位侧锁垫块的固定连接。
作为优选,所述锁紧滑块内侧沿横向开设有导向孔,所述导向孔内滑动设置有导向杆,所述导向杆两端分别滑动连接两侧的所述锁紧滑块。导向孔和导向杆的主要作用是避免两侧的锁紧滑块发生相对转动,保证两个锁紧滑块能顺利进行相向滑动。
作为改进,所述锁紧滑块周侧沿横向开设有限位槽,所述垫块柱体上固定设置有限位片,所述限位片嵌入所述限位槽,并限制所述锁紧滑块向外侧滑动的最大距离。限位片和限位槽主要有两个作用;(1)避免锁紧组件从安装腔内滑出;(2)避免锁紧组件发生转动,保证锁紧滑块只可进行线性滑动。
进一步的,所述垫块柱体上在所述安装腔上端或下端开设有限位腔,所述限位片设置于所述限位腔内,且所述限位片和所述垫块柱体之间设置有限位螺栓,所述限位螺栓穿过所述限位片并将所述限位片固定于所述限位腔内。上述安装方式简单可靠且装配方便。
作为改进,所述正螺纹端和所述反螺纹端内侧均设置有限位环,所述限位环适于抵触所述锁紧滑块,并限制所述锁紧滑块向内侧滑动的最大距离。限位环的主要作用是避免锁紧滑块过多的向内滑动,导致锁紧滑块过分挤压定位件而造成损伤。
进一步改进,所述锁紧滑块周侧开设有环形润滑槽,所述环槽润滑槽内适于填充润滑油。上述结构可以减小锁紧滑块和垫块柱体之间的摩擦力,延长定位侧所垫块的使用寿命。
作为改进,所述定位件中段还设置有限位圆台,所述限位圆台从所述锁紧端到所述固定端由中心向周侧倾斜,所述定位孔呈漏斗状结构,所述定位孔沿纵向从内到外由中心向周侧倾斜;所述定位件进入所述定位孔时,所述定位孔贴合所述限位圆台周侧,并限制所述定位件进入所述垫块柱体的最大距离。限位圆台的设置,使得垫块柱体可以平稳的放置在下端的定位件上,以及上端的定位件可以平稳的放置垫块柱体上,即保证了定位件能一次性安装到位。
进一步的,所述锁紧端的后端边沿设置有第一接触斜面,所述第一接触斜面从所述锁紧端到所述固定端由中心向周侧倾斜,所述锁定腔上下两端均设置有第二接触斜面,所述第二接触斜面沿横向从外到内由中心向周侧倾斜;所述锁紧端进入所述锁定腔且两个所述锁紧滑块相互靠近时,所述第一接触斜面贴合所述第二接触斜面。第一接触斜面和第二接触斜面的设置,使得锁紧滑块“抱”紧定位件时,对定位件具有向内拉动趋势,并结合限位圆台及定位孔的限位作用,使定位件能牢牢固定在垫块柱体上,完全限制了定位件相对垫块柱体的纵向位移。
作为改进,所述定位件在所述锁紧端上设置有第一操作位,所述锁紧螺杆在所述正螺纹端和所述反螺纹端中至少一端上设置有第二操作位,所述第一操作位和所述第二操作位适于分别利用工具转动所述定位件和所述锁紧螺杆。第一操作位和第二操作位的设置可以更加方便的转动定位件和锁紧螺杆进行固定安装。
作为一种实施方式,所述安装腔为一个,所述安装腔分别连通两端的所述定位孔。当工件所需垫高高度较小时,可以选择单安装腔结构的定位侧锁垫块。
作为另一种实施方式,所述安装腔为两个,上端的所述安装腔连通上端的所述定位孔,下端的所述安装腔连通下端的所述定位孔;对应的所述锁紧组件为两组。当工件所需垫高高度较大时,可以选择双安装腔结构的定位侧锁垫块,另外可以通过设置垫块柱体高度,以适用不同工件的需求。
一种定位侧锁垫块的使用方法,包括以下步骤:
定位步骤:将两组定位件分别锁紧固定在工件和托盘的对应螺纹固定孔内;
装夹步骤:先将带有解锁状态的锁紧组件的垫块柱体对准托盘上的定位件进行安装,使托盘上的定位件完全进入垫块柱体下端的定位孔;再将带有定位件的工件对准垫块柱体进行安装,使工件上的定位件完全进入垫块柱体上端的定位孔;
锁紧步骤:从侧面操作,转动锁紧组件的锁紧螺杆,使锁紧组件锁紧定位件,限制定位件的纵向位移,完成定位侧锁垫块的安装。
上述锁紧步骤中,需将多个锁紧螺杆渐进转动锁紧,避免工件移位。
进一步的,上述定位步骤之前还包括以下步骤:
检查步骤:使用前检查定位侧锁垫块的完整性,并检查垫块柱体、定位件和锁紧组件是否完好;
清理步骤:清理工件螺纹固定孔和托盘螺纹固定孔,清除孔内残留物。
进一步的,上述锁紧步骤之后还包括以下步骤:
确认步骤:在加工工件侧面时,需预先检查待加工程序,确认定位侧锁垫块是否存在干涉,若存在干涉,需更改待加工程序,直到定位侧锁垫块不存在干涉;
拆除步骤:确认程序单是否加工完毕,若加工完毕,拆除工件和托盘上的定位侧锁垫块;
保存步骤:定位侧锁垫块与托盘闲置时需上油并用袋子封存。
与现有技术相比,本申请的有益效果在于:
(1)通过垫块柱体上下两端的定位件,分别与托盘和工件连接,利用垫块柱体的高度将工件垫高,可以一次性装夹对工件的正面、侧面进行加工。
(2)通过设置在垫块柱体侧面的锁紧组件,可以从侧面操作对上下两端的定位筋进行进一步的固定,避免了从托盘底部使用螺栓进行固定,不仅省时省力且,还可以在固定过程中判断工件的位置是否水平并及时进行调整,在确保工件位置正确后,再通过操作锁紧组件将定位侧锁垫块完全固定在工件和托盘上,从而保证工件在加工过程中不会发生偏移。
(3)另外,本方案的定位侧锁垫块结构简单,仅用少量的零件就能实现工件的垫高固定;而且安装方便,只需先安装定位件再将定位件固定在垫块柱体上即可;最后通过定位件和锁紧组件的可靠的锁紧连接,可以将工件可靠的固定在托盘上,保证加工的顺利进行。
附图说明
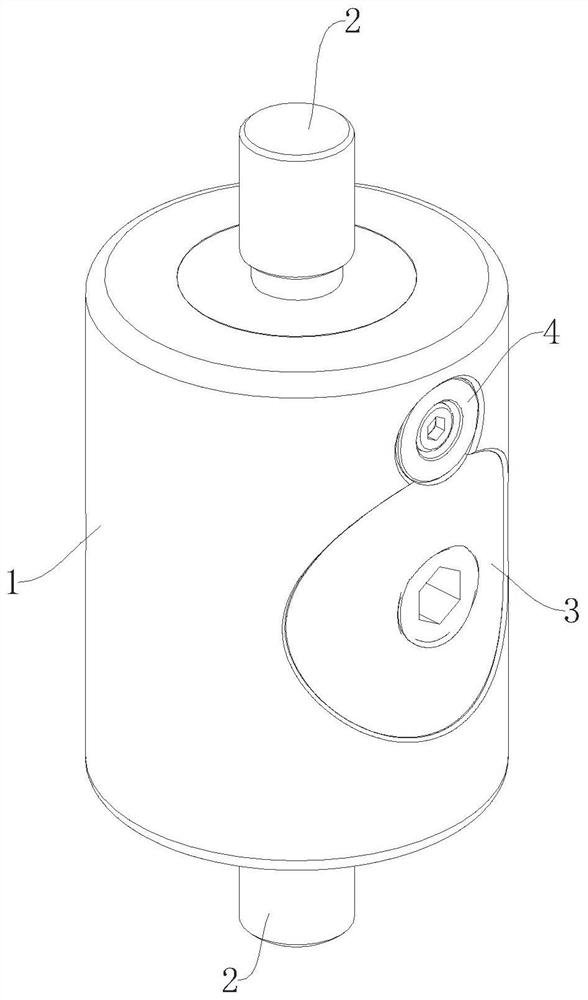
图1是根据本申请的实施例一的立体结构示意图;
图2是根据本申请的实施例一的爆炸视图;
图3是根据本申请的实施例一的主视图;
图4是根据本申请的图3中沿A-A方向的剖视图;
图5是根据本申请的图3中沿B-B方向的剖视图;
图6是根据本申请的实施例二的立体结构示意图;
图7是根据本申请的实施例二的半剖视图;
图8是根据本申请的实施例三的立体结构示意图;
图9是根据本申请的实施例三的立体结构示意;
图10是根据本申请的实施例一、实施例二、实施例三的尺寸对比示意图;
图11是根据本申请的实施例一、实施例二、实施例三中定位件的立体结构示意图;
图12是根据本申请的图11中定位件的半剖视图;
图13是根据本申请的实施例二、实施例三中锁紧滑块的立体结构示意图;
图14是根据本申请的图13中锁紧滑块的半剖视图;
图15是根据本申请的实施例二、实施例三中锁紧组件锁定状态的立体结构示意图;
图16是根据本申请的实施例二、实施例三中锁紧组件解锁状态的立体结构示意图;
图17是根据本申请的实施例二、实施例三中锁紧螺杆的立体结构示意图;
图18是根据本申请的图17中锁紧螺杆的半剖视图;
图19和图20是根据本申请的实施例一安装于托盘和工件时的流程示意图。
图中:100、工件;200、托盘;300、螺纹固定孔;
1、垫块柱体;2、定位件;3、锁紧组件;4、限位片;
11、定位孔;12、安装腔;13、限位腔;21、固定端;22、锁紧端;23、限位圆台;24、第一操作位;221、第一接触斜面;31、锁紧滑块;32、锁紧螺杆;33、导向杆;311、螺纹孔;312、锁定腔;313、导向孔;314、限位槽;315、第二接触斜面;316、环形润滑槽;321、正螺纹端;322、反螺纹端;323、第二操作位;324、限位环。
具体实施方式
下面,结合具体实施方式,对本申请做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
在本申请的描述中,需要说明的是,对于方位词,如有术语“中心”、“横向”、“纵向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示方位和位置关系为基于附图所示的方位或位置关系,仅是为了便于叙述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定方位构造和操作,不能理解为限制本申请的具体保护范围。
需要说明的是,本申请的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。
本申请的说明书和权利要求书中的术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
如图10所示,基于本申请的技术方案,列举显示了三种不同规格的实施例,分别是实施例一40CS,其直径是44mm,高度是60mm;实施例二60CS,其直径是60mm,高度是125mm;实施例三80CS,其直径是80mm,高度是200mm。根据工件不同的垫高要求,及不同的强度要求,选择不同规格的定位侧锁垫块。当然本申请的定位侧锁垫块也不仅限于上述三种规格,基于本申请的技术方案,及根据不同的需求,可以设计不同尺寸、不同形状、不同材料的定位侧锁垫块。
以下通过对实施例一进行具体描述,以解释说明本申请技术方案的具体结构和工作原理:
如图1至图5,以及图11、图12、图19和图20所示,本申请的实施例一包括垫块柱体1、定位件2和锁紧组件3,垫块柱体1两端分别沿纵向开设有定位孔11,垫块柱体1侧面沿横向开设有一个安装腔12,定位孔11连通安装腔12;定位件2具有两个且分别适于穿过两端的定位孔11,锁紧组件3设置于安装腔12内。其中,定位件2包括固定端21和锁紧端22,固定端21适于固定连接工件100或托盘200,锁紧端22适于穿过定位孔11并进入安装腔12,锁紧组件3适于从侧面操作并作用于锁紧端22,用于限制定位件2的纵向位移。本实施例中定位件2为回转体,固定端21为螺柱结构,并适于螺纹连接于工件100或托盘200的螺纹固定孔300内;锁紧端22截面呈T字型结构,并适于卡设固定于锁紧组件3内。为了加工方便和外形美观,垫块柱体1加工成圆柱形,安装腔12同样加工成圆形腔。本申请的实施例优选不锈钢作为主体材料。
为了定位件2能一次性安装到位,定位件2中段还设置有限位圆台23,限位圆台23从锁紧端22到固定端21由中心向周侧倾斜,定位孔11呈漏斗状结构,定位孔11沿纵向从内到外由中心向周侧倾斜;定位件2进入定位孔11时,定位孔11贴合限位圆台23周侧,并限制定位件2进入垫块柱体1的最大距离。
锁紧组件3需要实现定位件2的锁定和解锁,任意可以实现上述功能的结构均可以采用。而本实施例一为了简化结构,方便操作,保证可靠性,设计了丝杆双滑块结构的锁紧组件3,具体结构如下:
锁紧组件3包括锁紧滑块31和锁紧螺杆32,锁紧滑块31为两个且相向滑动设置于安装腔12内,锁紧滑块31上沿横向开设有螺纹孔311,锁紧螺杆32两端分别设置有正螺纹端321和反螺纹端322,正螺纹端321和反螺纹端322分别螺纹连接两侧锁紧滑块31的螺纹孔311,正向转动或反向转动锁紧螺杆32适于驱动两个锁紧滑块31相互靠近或相互远离。需要说明的是,安装在锁紧组件3上的两个锁紧滑块31上的螺纹孔311螺纹也是相反的,但是由于两侧的锁紧滑块31是相对放置的,因此两侧锁紧滑块31加工时螺纹方向是相同的,即两侧的锁紧滑块31结构完全一样,可以任意安装,安装时不需要区分左右侧。
作为对定位件2的锁定结构,锁紧滑块31内侧开设有锁定腔312,两侧的锁紧滑块31相互远离时,定位件2的锁紧端22可沿竖直方向进出锁定腔312,两侧的锁紧滑块31相互靠近时,锁紧滑块31可通过锁定腔312夹持固定定位件2的锁紧端22,并限制定位件2的纵向位移。
为了限制两侧锁紧滑块31的相对转动及进行更好的定位,锁紧滑块31内侧沿横向开设有导向孔313,导向孔313内滑动设置有导向杆33,导向杆33两端分别滑动连接两侧的锁紧滑块31。
作为锁紧滑块31的外侧限位结构,锁紧滑块31周侧沿横向开设有限位槽314,垫块柱体1上固定设置有限位片4,限位片4嵌入限位槽314,并限制锁紧滑块31向外侧滑动的最大距离。本实施例中,垫块柱体1上在安装腔12上端或下端开设有限位腔13,限位片4设置于限位腔13内,且限位片4和垫块柱体1之间设置有限位螺栓41,限位螺栓41穿过限位片4并将限位片4固定于限位腔13内。值得一提的是,为了加工和安装方便,限位片4采用了圆环形结构,对应的限位槽314加工成圆形型凹槽。在装配时,先将锁紧组件3放置于安装腔12内,再用拧上限位螺栓41和限位片4进行限位。
作为优化定位件2和锁紧组件3的锁定结构,锁紧端22的后端边沿设置有第一接触斜面221,第一接触斜面221从锁紧端22到固定端21由中心向周侧倾斜,锁定腔312上下两端均设置有第二接触斜面315,第二接触斜面315沿横向从外到内由中心向周侧倾斜;锁紧端22进入锁定腔312且两个锁紧滑块31相互靠近时,第一接触斜面221贴合第二接触斜面315。
为了操作方便,定位件2在锁紧端22上设置有第一操作位24,锁紧螺杆32在正螺纹端321和反螺纹端322中至少一端上设置有第二操作位323,第一操作位24和第二操作位323位适于分别利用工具转动定位件2和锁紧螺杆32。本实施例中,第一操作位24和第二操作位323均为内六角操作孔,适于通过内六角扭力扳手进行转动。
如图6和图7所示,显示了实施例二的具体结构,如图8和图9所示,显示了实施例三的具体结构。由于实施例二和实施例三相比实施例一,垫块柱体1高度更高,因此开设了两个安装腔12,上端的安装腔12连通上端的定位孔11,下端的安装腔12连通下端的定位孔11;对应的锁紧组件3也为两组。实施例二和实施例三的区别之处在于,垫块柱体1的高度和直径不同,其他结构均相同。而实施例二和实施例三相比实施例一,相同之处不再重复描述,其不同之处或者说是改进之处在于:(1)如图17和图18所示,实施例二和实施例三中正螺纹端321和反螺纹端322内侧均设置有限位环324,限位环324适于抵触锁紧滑块31,并限制锁紧滑块31向内侧滑动的最大距离;(2)如图13至图16所示,实施例二和实施例三中锁紧滑块31周侧开设有环形润滑槽316,环槽润滑槽316内适于填充润滑油。
当然,实施例一在尺寸允许的情况下,也可以设置限位环324和环形润滑槽316,这样设置的好处在于,不同规格的定位侧锁垫块除了垫块柱体1尺寸不同外,其他零件均可以做到通用,便于定位侧锁垫块的存放和使用。
如图19和图20所示,实施例一的定位侧锁垫块通过垫块柱体1两端的定位件2将工件100和托盘200固定在一起,并利用垫块柱体1自身高度将工件100垫高,以便一次性装夹,并对工件100的正面、侧面进行加工。定位侧锁垫块具体使用方法主要包括以下步骤:
步骤一:使用前先检查定位侧锁垫块的完整性,观察其组成部分是否完好(包括垫块柱体上下端面,锁紧滑块外侧圆周面,锁紧螺杆螺纹部分,定位件外周面等位置的使用状况)。
步骤二:定位装夹前,需将工件上的螺纹固定孔与托盘上的螺纹固定孔清理干净,不能有残留物,否则影响装夹精度及夹紧力。
步骤三:将两组定位件分别锁紧在工件与托盘相对应的螺纹固定孔上(本实施例中,工件与托盘上各四颗)。
步骤四:先将带有解锁状态的锁紧组件的垫块柱体对准托盘上的定位件进行安装,使托盘上的定位件完全进入垫块柱体下端的定位孔;再将带有定位件的工件对准垫块柱体进行安装,使工件上的定位件完全进入垫块柱体上端的定位孔。
步骤五:工件在预调台拉直并放平后,使用扭力扳手转动锁紧组件的锁紧螺杆,使锁紧组件锁紧定位件,限制定位件的纵向位移,完成定位侧锁垫块的安装。需要注意的是,切勿一次性锁紧,需多个锁紧螺杆同时渐进锁紧,否则会导致工件移位。另外,原则上定位侧锁垫块应该不超过工件周侧端面,除非在加工过程中没有干涉。
步骤六:将安装好定位侧锁垫块的工件和托盘吊装、搬运至数控机床上。注意在吊装与搬运时切忌碰撞。
步骤七:加工工件侧面时,需预先检查待加工程序,确认定位侧锁垫块是否有干涉,若有干涉联系编程更改程序刀路。
步骤八:拆除定位侧锁垫块时要确认程序单是否都加工完毕(即确认正面及四个侧面是否都已加工)。
步骤九:定位侧锁垫块与托盘闲置时必须上油,并用袋子封存以保证精度。
以上描述了本申请的基本原理、主要特征和本申请的优点。本行业的技术人员应该了解,本申请不受上述实施例的限制,上述实施例和说明书中描述的只是本申请的原理,在不脱离本申请精神和范围的前提下本申请还会有各种变化和改进,这些变化和改进都落入要求保护的本申请的范围内。本申请要求的保护范围由所附的权利要求书及其等同物界定。
- 一种定位侧锁垫块及其使用方法
- 一种螺旋箍筋定位垫块及其使用方法