一种药剂高效称量方法及设备
文献发布时间:2023-06-19 10:48:02
技术领域
本发明涉及自动称量的技术领域,尤其涉及一种药剂高效称量方法及设备。
背景技术
传统的人工称量方式简单,但存在称量效率低,耗费人力且连续性和有效性低等问题;靠简单的人工补药加药,对药量控制低,导致称量精度低;人与药品直接接触,而药品一般是易燃、易爆、有毒物品,存在产生火花造成人员损伤的风险,因此传统的称量方式必须改进。
随着自动化程度的提高和人力成本的上升,越来越多的人工称药改为自动称药。行业内自动称药最多的是先粗称,之后再缓慢振动实现精确称量。此种方式一是实现困难,;二是动作节拍慢,为实现精确称量废品率高一定程度牺牲了生产效率;三是成本昂贵,振动电机等关键设计技术处于垄断水平,难以模仿。
发明内容
本发明针对现有技术中存在的技术问题,提供一种药剂高效称量方法及设备,速度快、称量精准、并且造价低廉。
本发明解决上述技术问题的技术方案如下:一种药剂高效称量方法,包括以下步骤:
(1)通过定容杯装取一定量的药剂;
(2)对所述定容杯进行称重,再将所述定容杯中的药剂移动至产品容腔内;
(3)根据定容杯的称重结果计算出,要使所述产品容腔中的药剂重量达到预设重量还需加入的所需药剂数量;
(4)设置n个补偿杯,并依次编号为第一补偿杯、第二补偿杯、第三补偿杯、……、第n补偿杯;编号为m的所述补偿杯内对应装有2^(m-1)片药剂;找出内部药剂数量相加等于所述所需药剂数量的所述补偿杯的编号;
(5)将对应编号的补偿杯内的药剂加入所述产品容腔中。
本发明的有益效果是:通过定容杯对药剂进行粗称,设备要求低、速度快;并通过补偿杯采用二进制法进行精称,设备效率高,正确率高,满足连续化生产的节拍和质量需求。
在上述技术方案的基础上,本发明还可以做如下改进。
进一步,所述步骤(3)包括以下步骤:
(3a)预先称量所述定容杯的重量,将所述称重结果减去所述定容杯的重量即为所述定容杯中的粗称药剂重量;
(3b)用所述预设重量减去所述粗称药剂重量,得到仍需加入的所需药剂重量;
(3c)用所述所需药剂重量除以药剂平均重量,即得到所需药剂数量;所述药剂数量取整数。
进一步,所述步骤(4)中,找出内部药剂数量相加等于所述所需药剂数量的所述补偿杯的编号包括:
将所述所需药剂数量转换为二进制数,所述二进制数从右往左数的各位数字依次对应从1至n的各个所述补偿杯的编号;数字“1”对应的所述补偿杯的编号即为所需的所述补偿杯的编号。
进一步,所述步骤(1)还包括:
所述定容杯装取一定量的药剂后,通过药剂刮片将所述定容杯顶部堆积的药剂刮平。
采用上述进一步方案的有益效果是:避免定容杯中药剂过多,重量超过预设重量,后续步骤无法进行。
本发明还提出了一种药剂高效称量设备,包括粗称设备、精称设备和产品容腔;所述粗称设备包括第一盛药仓和定容杯,所述第一盛药仓设置在所述定容杯的上方,用于将药剂加入所述定容杯内;
所述精称设备包括第二盛药仓和n个补偿杯;所述n个补偿杯分别是第一补偿杯、第二补偿杯、第三补偿杯、……、第n补偿杯;所述n个补偿杯分别通过一一对应的n个漏斗连通所述第二盛药仓;所述第二盛药仓用于在第m补偿杯中对应加入2^m片药剂;
所述定容杯和所述n个补偿杯均连通所述产品容腔,用于在开启时将药片加入所述产品容腔中。
进一步,所述精称设备还包括至少一组备用补偿杯;每组所述备用补偿杯均包括n个所述备用补偿杯,所述n个备用补偿杯分别通过n个备用漏斗连通所述第二盛药仓;每组所述n个备用补偿杯分别与其中一个补偿杯对应,并且所述第二盛药仓用于在所述备用补偿杯中加入与其对应的补偿杯内药剂数量相同的药剂。
采用上述进一步方案的有益效果是:当生产节奏过快时,一次称量结束,下一次称量开始时,若补偿杯6内的药剂数量没有被补充至对应数值,则可以使用一组备用补偿杯代替补偿杯6进行此次称量,从而加快生产效率。
进一步,所述定容杯顶部设置有药剂刮片。
进一步,还包括PLC控制器,所述PLC控制器与所述补偿杯均电连接,用于控制所述补偿杯的开闭。
附图说明
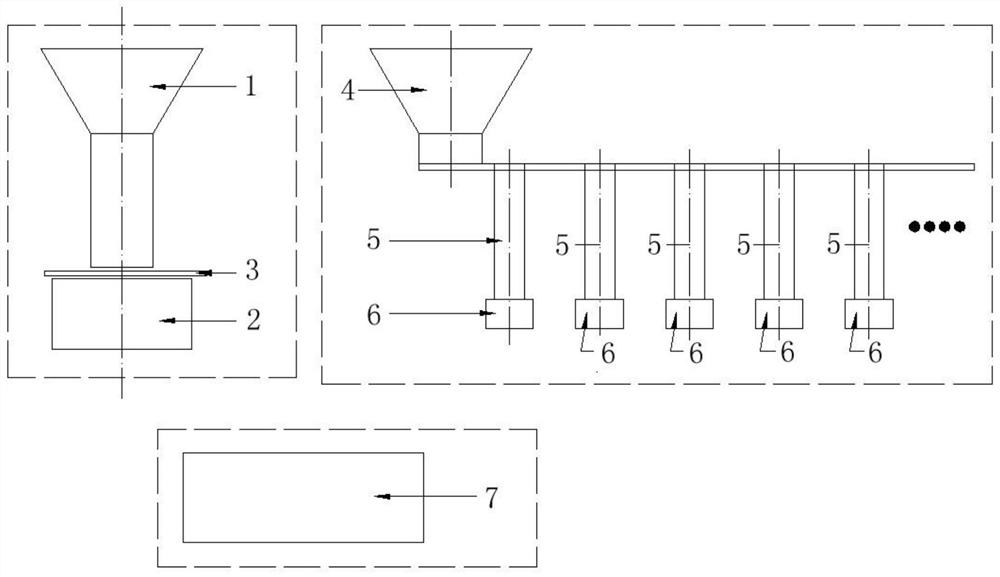
图1为本发明一种药剂高效称量设备的结构简图;
图2为本发明一种药剂高效称量设备的粗称设备的结构示意图;
图3为本发明一种药剂高效称量设备的精称设备的结构示意图。
附图中,各标号所代表的部件列表如下:
1、第一盛药仓,2、定容杯,3、药剂刮片,4、第二盛药仓,5、漏斗,6、补偿杯,7、产品容腔。
具体实施方式
以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
实施例一
一种药剂高效称量方法,用于对批量压制成型的、密度均匀的药片或药丸进行精确称量,该药片或药丸可以是片状、柱状及各类不同的中孔结构。称量方法包括以下步骤:
(1)通过定容杯2装取一定量的药剂,完成药剂的粗称。
(2)对定容杯2进行称重,再将定容杯2中的药剂移动至产品容腔7内。
(3)根据定容杯2的称重结果计算出,要使产品容腔7中的药剂重量达到预设重量还需加入的所需药剂数量。
(4)设置n个补偿杯6,并依次编号为第一补偿杯、第二补偿杯、第三补偿杯、……、第n补偿杯;编号为m的补偿杯6内对应装有2^(m-1)片药剂;找出内部药剂数量相加等于所需药剂数量的补偿杯6的编号。
(5)将对应编号的补偿杯6内的药剂加入产品容腔7中,完成药剂的精称。
步骤(1)中,定容杯2装取一定量的药剂后,通过药剂刮片3将定容杯2顶部堆积的药剂刮平,避免定容杯2中药剂过多,重量超过预设重量,后续步骤无法进行。也可以不使用药剂刮片3,而是选用振动下药的方式逐渐加入药剂或定时下药的方式避免定容杯2中的药剂过多。
步骤(3)计算所需药剂数量的步骤如下:
(3a)预先称量定容杯2的重量,将称重结果减去定容杯2的重量即为定容杯2中的粗称药剂重量;
(3b)用预设重量减去粗称药剂重量,得到仍需加入的所需药剂重量;
(3c)用所需药剂重量除以药剂平均重量,即得到所需药剂数量;药剂数量取整数。
也可以采用其他方式计算,在此不做限制。根据现场生产状况,药剂数量可通过四舍五入的方式取整,也可以采用其他方式取整,以适应现场生产状况,保证误差最小。
步骤(4)找出内部药剂数量相加等于所需药剂数量的补偿杯6的编号的方式是:将所需药剂数量转换为二进制数,二进制数从右往左数的各位数字依次对应从1至n的各个补偿杯6的编号;数字“1”对应的补偿杯6的编号即为所需的补偿杯6的编号。例如,所需药剂数量是“25”时,转换成二进制数为“11001”,该二进制数从右向左的第一位、第四位和第五位均为数字“1”,因此选择的补偿杯6的编号为1、4和5。此时,将第一补偿杯内的1片药剂、第四补偿杯内的8片药剂、第五补偿杯内的16片药剂加入产品容腔7内,正好加入25片药剂,是产品容腔7内的药剂达到预定重量。
实施例二
如图1所示,一种药剂高效称量设备,采用实施例一的药剂高效称量方法,包括粗称设备、精称设备和产品容腔9。
如图2所示,粗称设备包括第一盛药仓1和定容杯2,第一盛药仓1设置在定容杯2的上方,用于将一定量的药剂加入定容杯2中。并且定容杯2的顶部还设置有药剂刮片3,药剂刮片3用于将定容杯2顶部堆积的药剂刮平,从而完成粗称。
如图3所示,精称设备包括第二盛药仓4和n个补偿杯6。n个补偿杯6分别是第一补偿杯、第二补偿杯、第三补偿杯、……、第n补偿杯。n个补偿杯6分别通过一一对应的n个漏斗5连通第二盛药仓4,使第二盛药仓在其中的第m补偿杯中对应加入2^m片药剂。药剂可以通过数片机加入各个补偿杯6中,也可以通过其他方式确定加入药剂的数量,在此不做限制。
定容杯2和n个补偿杯6均连通产品容腔7,用于在开启时将药片加入产品容腔7中。
另外,精称设备还包括至少一组备用补偿杯(图中未示出)。每组备用补偿杯均包括n个备用补偿杯,n个备用补偿杯分别通过n个备用漏斗连通第二盛药仓4。每组的n个备用补偿杯分别与其中一个补偿杯6对应,并且第二盛药仓4用于在备用补偿杯中加入与其对应的补偿杯6中药剂数量相同的药剂。当生产节奏过快时,一次称量结束,下一次称量开始时,若补偿杯6内的药剂数量没有被补充至对应数值,则可以使用一组备用补偿杯代替补偿杯6进行此次称量,从而加快生产效率。生产节奏越快,则需要越多组的备用补偿杯。
本实施例的药剂高效称量设备采用实施例一的药剂高效称量方法。并且本实施例的药剂高效称量设备还包括PLC控制器(图中未示出),PLC控制器与补偿杯6均电连接。通过PLC控制器计算精称时还需加入的所需药剂数量、计算需要向产品容腔7中加入药剂的补偿杯6的编号、及控制补偿杯6的开闭,能够实现自动化称量,大大减少人工成本,并提高称量效率,其中定容部分粗称一般可以控制在3s以内,精称部分数片可以控制在2s以内,PLC控制器计算分析过程在1s以内,整个称药过程可以在8s以内完成。
本发明的药剂高效称量方法及设备造价低廉,并且通过定容杯2对药剂进行粗称,设备要求低、速度快,并通过补偿,6采用二进制法进行精称,设备效率高,正确率高,满足连续化生产的节拍和质量需求。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种药剂高效称量方法及设备
- 一种生物化学实验用药剂称量设备