一种轻质、防火、低导热性能一体化免拆复合保温模板及其制备工艺
文献发布时间:2023-06-19 10:54:12
技术领域
本发明属于建筑节能墙体保温技术领域,具体涉及一种轻质、防火、低导 热性能一体化免拆复合保温模板及其制备工艺。
背景技术
我国是全球第一建筑大国,巨大的建筑规模导致我国的建筑耗能占国民经 济总能耗的三分之一以上,因此,决定了建筑节能空间巨大。建筑节能首先是 其墙体的节能,研发推广应用一体化的建筑墙体保温节能技术产品就成了有效 解决建筑节能、提高建筑节能保温工程质量、延长保温工程使用寿命、降低当 前乃至后期费用支出、保障人民生命财产和安全的重大问题。为了加强建筑节 能管理,国家相继制定了法规政策,积极鼓励建筑节能新技术、新工艺、新材 料和新设备的研究推广,推广应用绿色节能建材。
目前我国新建建筑物墙体隔热保温技术措施多数采用传统“后置式外附保 温层”的方法,这些“外附保温层”技术,往往存在施工工期长,保温外墙易 开裂、脱落、伤人;有机保温材料易燃烧,存在公共安全隐患等致命缺陷;同 时还存在保温层难与建筑主体同寿命;而且保温措施还需单独施工,施工繁杂, 质量难控,后期维护维修困难,二次装修代价大等弊端。
现有技术中有将无机轻质浆体料或无机棉与有机保温材料复合,双面敷 浆,作为保温模板使用,这种保温模板生产工艺复杂、生产效率低、保温节 能性能差,并且制作时水泥养护凝固需要28天方能出厂,导致生产周期长, 占用厂地大,工业化水平低,投资和生产成本大,在应用中外敷砂浆层厚, 存在有负重脱落的安全隐患;也有网架板一体化保温技术,均采用B1或B2 级为保温材料,外侧需浇筑不小于5公分厚度的混凝土作为保温材料的防护 层方可达到消防要求,5公分厚砂浆每平方米自重为125kg,大大增加了项 目荷载,致使柱基,主体梁柱等钢筋及混凝土含量都要增加,施工工期长、 施工难、造价高。申请公布号CN104110082A公开了外模内置复合保温板现 浇砼一体化墙体结构及其制作方法中内置复合保温板均采用的是有机保温 材料,达不到《建筑设计防火规范》GB50016-2014强制性标准要求,因此 限制了其使用范围。此外,我国建筑施工过程中施工常用的建筑模板,一般只能用三四次,技术最好的工人也只能用六七次,带来巨大的材料浪费。
发明内容
本发明的目的在于克服现有技术中的缺陷,而提供一种结构设计合理,导 热系数小、重量轻、施工方便、防火性能好,且使用安全的一种轻质、防火、 低导热性能一体化免拆复合保温模板及其制备工艺。
本发明的目的是这样实现的:一种轻质、防火、低导热性能一体化免拆复合 保温模板,包括与混凝土浇注墙体相连的内防护层,内防护层的外部依次设有 保温材料层、无机材料防护层和外抗裂层,所述内防护层与保温材料层、无机 材料防护层和外抗裂层之间通过榫卯加强结构加固相连,所述外抗裂层、无机 材料防护层、保温材料层和内防护层之间通过连接锚栓与混凝土浇注墙体连接 固定;
所述的保温材料层和无机材料防护层的材料分为有机保温材料和无机保温 材料;有机保温材料为硬泡聚氨酯板、聚苯挤塑板、石墨聚苯挤塑板其中之一; 无机保温材料为真空绝热板、气凝胶保温板、A级不燃材料热固聚苯乙烯泡沫 板、无机塑化微孔保温板、二氧化硅保温板、石墨改性水泥基碳硅保温板、发 泡陶瓷保温板、岩棉板条或玻璃棉板条、改性聚氨酯板、高强轻质聚苯颗粒保 温板、高强发泡水泥保温板其中之一;保温材料层的厚度为2mm~300mm;硬泡 聚氨酯或聚苯挤塑板或石墨聚苯挤塑板的燃烧性能级别为B1~B2级;无机材料 防护层的厚度为20mm~300mm;
所述的内防护层的材料在使用聚苯挤塑板、石墨聚苯挤塑板、真空绝热板、 气凝胶保温板、热固聚苯乙烯泡沫板、无机塑化微孔保温板、二氧化硅保温板、 石墨改性水泥基碳硅保温板、发泡陶瓷保温板状态下为2mm~6mm厚砂浆层并内 置1~2层耐缄玻纤网格布;在使用硬泡聚氨酯或改性聚氨酯A级不燃泡沫板状 态下为土工格栅卷材或塑料网卷材或金属网卷材或压纹金属板卷材或耐缄玻纤 网格布卷材或水泥基卷毡卷材或无纺布卷材或塑料薄膜卷材或铝箔卷材或防水 卷材的自粘合;内防护层的厚度为0.5mm~10mm;
所述的内防护层和外抗裂层的材质为325或425普硅水泥和20~100目右 英砂或河砂及可再分散乳胶粉、外加剂或界面剂或保水剂或与3mm~9mm短纤维 的混合,厚度为2mm~15mm;
所述的榫卯加强结构为燕尾开槽面或滚压凹槽面,燕尾开槽面或滚压凹槽 面设在保温材料层与无机材料防护层之间,燕尾开槽面或滚压凹槽面为专用开 槽机开具的燕尾槽或专用滚压设备滚压出的凹槽,在槽上面复合浆体材料后形 成了榫卯结构,燕尾开槽面为纵向开槽,长度为板的长度,燕尾开槽面的深度为 3mm~15mm,槽下宽为5mm~30mm,槽上宽为3mm~15mm,槽与槽间距为50mm~ 500mm;滚压凹槽面的槽深为2mm~10mm,槽下宽为2mm~15mm,槽上宽为2mm~ 15mm,槽与槽横向间距为20mm~300mm;槽与槽纵向间距为10mm~200mm;
一种轻质、防火、低导热性能一体化免拆复合保温模板,所述的内防护层 中改性聚氨酯A级不燃泡沫板材料按照下列原料进行配比:在聚酯多元醇温度 至20℃~300℃时,将聚酯多元醇15~55份、聚醚多元醇0~35份、三氧化二 锑0~15份、聚磷酸铵0~25份、氢氧化镁0~25份、氢氧化铝0~15份、纳 米二氧化硅0~20份、三聚氰胺0~8份、膨胀石墨0~30份,进行搅拌混合备 用;待温度降至50℃后再行组合:取上述料25~55份、乙二胺聚氧化丙烯四 醇0~20份、三乙烯二胺溶液0.2~0.8份、二氯乙烷5~25份、多烷氧基醚共 聚物0.1~0.3份、三氯乙基磷酸酯TCEP 0~20份、磷酸三酯TCPP 0~70份、 水1~5份、分别通过计量器通过输送泵输送至搅拌器内进行搅拌混合均匀后, 再将混合后的物料与异氰酸酯,按照重量比异氰酸酯0.8~3:1多元醇组合料1 的比例制成改性聚氨酯双组份料,并通过混合高压或低压发泡机系统和混合枪 头布料浇注。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层选用硬泡聚氨酯材料的制作工艺流程包括如下步骤:
步骤一:将内防护层的耐缄玻纤网格布或土工格栅卷材或塑料网卷材或金 属网卷材或压纹金属板卷材或耐缄玻纤网格布卷材或水泥基卷毡卷材或无纺布 卷材或塑料薄膜卷材布设在聚氨酯生产线浇注平台上方,依下至上为耐缄玻纤 网格布或土工格栅卷材或塑料网卷材、水泥基卷毡卷材或无纺布卷材或塑料薄 膜卷材或铝箔卷材或防水卷材,上述为双层卷材;聚氨酯生产线浇注平台下方 铺设水泥基卷毡卷材或无纺布卷材或塑料薄膜卷材或铝箔卷材或防水卷材,设 备运行,将聚氨酯双组份浇注料通过混合配料系统和混合枪头移动布料浇注在 下方铺设水泥基卷毡卷材或无纺布卷材或塑料薄膜卷材上,通过20℃~70℃温 度条件反应发泡,履带机将发泡固化后的材料输送到下一部位;
步骤二:将步骤一已固化的硬泡聚氨酯输送跟踪切割;
步骤三:将步骤二硬泡聚氨酯板单层布膜的面层上开具或滚压榫卯槽;
步骤四:将步骤三在复合生产线涂粘结剂,敷无机材料防护层形成卯榫加 强结构并敷外抗裂层并置入1~2层耐碱网格布,断开后输入养护架进行养护;
步骤五:将步骤四养护好后的复合保温模板修边切割后成品检测入库或售 出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的内防护层选用改性聚氨酯A级不燃材料的制作工艺流程包括如下步骤:
步骤一:在聚氨酯生产线履带机机头浇注平台上方,依下至上为耐缄玻纤 网格布或土工格栅卷材或塑料网卷材、水泥基卷毡卷材或无纺布卷材或塑料薄 膜卷材上述为双层卷材;下方铺设水泥基卷毡卷材或无纺布卷材或塑料薄膜卷 材或铝箔卷材或防水卷材,设备运行,将改性聚氨酯双组份浇注料原液通过混 合配料系统和混合布料浇注在下方铺设的水泥基卷毡卷材或无纺布卷材或塑料 薄膜卷材或铝箔卷材或防水卷材上,改性聚氨酯双组份浇注料原液在20℃~ 70℃温度影响下反应发泡、固化输出,输送出聚氨酯生产线履带机;
步骤二:将步骤一已固化的改性聚氨酯泡沫板输送跟踪切割;
步骤三:将步骤二改性聚氨酯泡沫板开具或滚压榫卯槽;
步骤四:将步骤三改性聚氨酯泡沫板板材面层敷砂浆面层形成卯榫结构, 并置入1~2层耐碱网格布断开,输入养护架进行养护;
步骤五:将步骤四养护好后的复合保温模板修边切割后成品检测入库或售 出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层选用真空绝热板的制作工艺流程包括如下步骤:
步骤一:将真空绝热板铺设输送到至聚氨酯生产线机头浇注平台上,浇注 平台上方依下至上为耐缄玻纤网格布或土工格栅卷材或塑料网卷材、水泥基卷 毡卷材或无纺布卷材或塑料薄膜卷材或铝箔卷材或防水卷材,上述为双层卷材; 设备运行,将聚氨酯双组份浇注料原液通过混合配料系统和混合枪头移动布料 浇注在下方的真空绝热板上,聚氨酯双组份浇注料原液在20℃~70℃温度影响 下反应发泡、固化输送出聚氨酯生产线履带机;
步骤二:将步骤一进行跟踪切割,码垛熟化;
步骤三:将步骤二己熟化好板材再输送至复合保温模板生产线上对板材表 面敷抗裂砂浆料并内置1~2层耐碱玻纤网布并断开;
步骤四:将步骤三输入养护架养护;
步骤五:将步骤四养护后复合保温模板切割、成品。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,其特 征在于:所述的无机材料防护层选用岩棉板条或玻璃棉板条材料面层的制作工 艺流程包括如下步骤:
步骤一:将己整理缝合成型的岩棉板条或玻璃棉板条材料输送到至聚氨酯 生产线浇注平台已铺设水泥基卷毡卷材或无纺布卷材或塑料薄膜卷材上,在浇 注平台上方,依下至上为耐缄玻纤网格布或土工格栅卷材或塑料网卷材或铝箔 卷材或防水卷材、水泥基卷毡卷材或无纺布卷材或塑料薄膜卷材或铝箔卷材或 防水卷材,上述为双层卷材,设备运行,将聚氨酯双组份原液通过混合配料系 统和混合枪头移动布料浇注在下方岩棉板条或玻璃棉板条上,通过30℃~70℃ 温度条件反应发泡,履带机将发泡固化后的材料输送到下一工位;
步骤二:将步骤一进行跟踪切割;
步骤三:将步骤二己切割好板材码垛熟化;
步骤四:将步骤三已熟化板材检测、包装、入库或售出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的无机材料防护层中的高强、轻质聚苯颗粒保温板的材料按照下列原料进行配 比并制作工艺流程包括如下步骤:
步骤一:将纳米二氧化硅0~20份、可再分散乳胶粉1~5份、硅酸岩水泥 60~90份、Ⅱ级粉煤灰5~30份、激发增强防水剂0.2~5份、聚丙烯纤维0~ 1份、玻璃丝纤维0~1份、纤维素醚0~5份、减水剂0~3份、三聚氰胺0~8 份、氢氧化镁0~20份、氢氧化铝0~20份、尿素0~15份、聚磷酸铵0~25 份、三氧化二锑0~5份、憎水剂0~10份、聚苯颗粒轻质泡沫料2~10份、闭 孔珍珠岩料0~20份,分别通过计量输送机输送至搅拌器内进行干混搅拌,搅 拌均匀后输送至湿混搅拌器内;
步骤二:将步骤一干混料加水搅拌后,计量加入聚苯颗粒轻质泡沫料或闭 孔珍珠岩料再次搅拌均匀;
步骤三:将硬泡聚氨酯或聚苯挤塑板或石墨聚苯挤塑板其中之一的面层涂 粘结剂,并将步骤二混合后的物料有序分摊至生产线载体硬泡聚氨酯或聚苯挤 塑板或石墨聚苯挤塑板其中之一上进行滚压,并敷外抗裂砂浆层并置入耐缄玻 纤网格布;
步骤四:将步骤三切割断开后输送至养护架养护;
步骤五:将步骤四养护好的复合保温模板进行切割、成品入库或售出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层选用A级不燃材料热固聚苯乙烯泡沫板或无机塑化微孔保温板或 二氧化硅保温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板或高强发泡水 泥保温板的制作工艺流程包括如下步骤:
步骤一:将A级不燃材料热固聚苯乙烯泡沫板或无机塑化微孔保温板或二 氧化硅保温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板、或高强发泡水 泥保温板输送到至聚氨酯生产线发泡浇注平台上,聚氨酯生产线发泡浇注平台 的上方布设耐缄玻纤网格布或土工格栅卷材或塑料网卷材或水泥基卷毡卷材或 无纺布卷材或塑料薄膜卷材或铝箔卷材或防水卷材,上述为双层卷材,设备运 行,通过混合配料系统和混合枪头移动布料把聚氨酯双组份浇注料原液浇注下 方铺设的上述材料上,聚氨酯双组份浇注料原液在温度影响下反应发泡、固化 输送出聚氨酯生产线履带机;
步骤二:将步骤一已固化的复合的板材输送到切割部位切割断开;
步骤三:将步骤二A级不燃材料热固聚苯乙烯泡沫板或无机塑化微孔保温 板或二氧化硅保温板或高强发泡水泥保温板面开具或滚压榫卯槽;
步骤四:将步骤三板材面层敷抗裂砂浆面层形成卯榫结构,并置入1~2 层耐碱网格布,切割断开后输入养护架进行养护;
步骤五:将步骤四养护后的复合保温模板修边切割后成品检测入库或售出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层选用A级不燃材料热固聚苯乙烯泡沫板、无机塑化微孔保温板、 二氧化硅保温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板、高强发泡水 泥保温板的制作工艺流程包括如下步骤:
步骤一:将A级不燃材料热固聚苯乙烯泡沫板或无机塑化微孔保温板或二 氧化硅保温板或石墨改性水泥基碳硅保温板或发泡陶瓷保温板或高强发泡水泥 保温板其中之一输送到复合生产线上对板面开具燕尾开槽面或滚压凹槽面;
步骤二:将步骤一板材面层己开具燕尾开槽面或滚压凹槽面敷抗裂砂浆面 层,并置入1~2层耐碱网格布,形成卯榫结构的内防层,切割断开后输入养护 架进行养护;
步骤三:将步骤二养护后输送到复合生产线上对板面开具燕尾开槽面或滚 压凹槽面;
步骤四:将步骤三板面己开具燕尾开槽面或滚压凹槽面敷粘结砂浆置入 1~3层耐碱网格布形成卯榫结构,然后敷轻质砂浆,最后再敷抗裂砂浆面层, 切断后输入养护架进行养护;
步骤五:将步骤四养护后的复合保温模板修边切割后成品检测入库或售出。
本发明具有如下优点:
1、本发明复合保温板导热系数小,使用厚度薄,节省房屋容积率增加 房内面积;
2、技术产品复合保温板无机不燃材料与有机保温材料之间复合釆用榫 卯结构加强措施,使二者咬扣相连增加剪切力和变形应力,并在无机材料与 有机材料中置入4~5层网、布,呈网维结构,使无机材料与有机材料高强 度结合,避免受力时脱落,以及抗弯荷载的提升;
3、本发明无机保温材料层与有机材料层结合不仅提高防火性能、隔热 保温效果,也避免火灾、开裂、脱落等安全隐患,经权威检测,复合保温板 保温主材导热系数为0.018-0.023W/(M.K),一方面保温层使用厚度薄更加 安全,另一方面可满足国家更高节能标准要求;
4、本技术产品的应用避免了主体工程和保温工程的分离,成为一体结 构,能够承受外墙恶劣的自然环境影响,以及风荷载、地震荷载以及应变气 侯干湿变化可能对墙体造成的危害,使用寿命长;
5、重量轻,降低建筑物荷载,减轻人工劳动强度,工艺简化、养护期 短、生产效率高,连续化流水作业生产,较同类双面敷浆复合保温模板 生产工艺产能提高一倍,且辅助设备和占用场地少;
6、本发明设计力学结构合理,可替代传统模板,节省木材和钢材资源, 实现了资源有效利用与节约和节能建材由单一功能向复合型、多功能和 绿色方向发展的要求。
附图说明
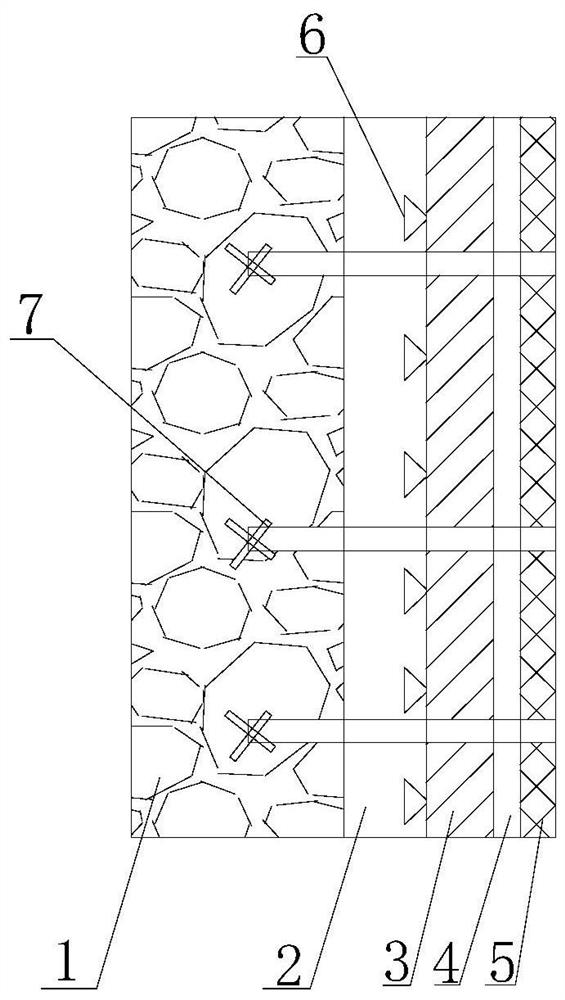
图1为本发明的结构示意图。
图2为本发明另一结构示意图。
具体实施方式
如图1、2所示,本发明为一种轻质、防火、低导热性能一体化免拆复合保温模板,包括与混凝土浇注墙体1相连的内防护层2,内防护层2的外部依次设有保温材料层3、无机材料防护层4和外抗裂层5,所述内防护层2与保温材料层3、无机材料防护层4和外抗裂层5之间通过榫卯加强结构加固相连,所述外抗裂层5、无机材料防护层4、保温材料层3和内防护层2之间通过连接锚栓6与混凝土浇注墙体1连接固定;
所述的保温材料层3和无机材料防护层4的材料分为有机保温材料和无机保温材料;有机保温材料为硬泡聚氨酯板、聚苯挤塑板、石墨聚苯挤塑板其中之一;无机保温材料为真空绝热板、气凝胶保温板、A级不燃材料热固聚苯乙烯泡沫板、无机塑化微孔保温板、二氧化硅保温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板、岩棉板条或玻璃棉板条、改性聚氨酯板、高强轻质聚苯颗粒保温板、高强发泡水泥保温板其中之一;保温材料层3的厚度为2mm~300mm;硬泡聚氨酯或聚苯挤塑板或石墨聚苯挤塑板的燃烧性能级别为B1~B2级;无机材料防护层4的厚度为20mm~300mm;
所述的内防护层2的材料在使用聚苯挤塑板、石墨聚苯挤塑板、真空绝热板、气凝胶保温板、热固聚苯乙烯泡沫板、无机塑化微孔保温板、二氧化硅保温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板状态下为2mm~6mm厚砂浆层并内置1~2层耐缄玻纤网格布;在使用硬泡聚氨酯或改性聚氨酯A级不燃泡沫板状态下为土工格栅卷材或塑料网卷材或金属网卷材或压纹金属板卷材或耐缄玻纤网格布卷材或水泥基卷毡卷材或无纺布卷材或塑料薄膜卷材或铝箔卷材或防水卷材的自粘合;内防护层2的厚度为0.5mm~10mm;
所述的内防护层2和外抗裂层5的材质为325或425普硅水泥和20~100目右英砂或河砂及可再分散乳胶粉、外加剂或界面剂或保水剂或与3mm~9mm短纤维的混合,厚度为2mm~15mm;
所述的榫卯加强结构为燕尾开槽面或滚压凹槽面,燕尾开槽面或滚压凹槽面设在保温材料层3与无机材料防护层4之间,燕尾开槽面或滚压凹槽面为专用开槽机开具的燕尾槽或专用滚压设备滚压出的凹槽,在槽上面复合浆体材料后形成了榫卯结构,燕尾开槽面为纵向开槽,长度为板的长度,燕尾开槽面的深度为3mm~15mm,槽下宽为5mm~30mm,槽上宽为3mm~15mm,槽与槽间距为50mm~500mm;滚压凹槽面的槽深为2mm~10mm,槽下宽为2mm~15mm,槽上宽为2mm~15mm,槽与槽横向间距为20mm~300mm;槽与槽纵向间距为10mm~200mm;
一种轻质、防火、低导热性能一体化免拆复合保温模板,所述的内防护层2中改性聚氨酯A级不燃泡沫板材料按照下列原料进行配比:在聚酯多元醇温度至20℃~300℃时,将聚酯多元醇15~55份、聚醚多元醇0~35份、三氧化二锑0~15份、聚磷酸铵0~25份、氢氧化镁0~25份、氢氧化铝0~15份、纳米二氧化硅0~20份、三聚氰胺0~8份、膨胀石墨0~30份,进行搅拌混合备用;待温度降至50℃后再行组合:取上述料25~55份、乙二胺聚氧化丙烯四醇0~20份、三乙烯二胺溶液0.2~0.8份、二氯乙烷5~25份、多烷氧基醚共聚物0.1~0.3份、三氯乙基磷酸酯TCEP 0~20份、磷酸三酯TCPP 0~70份、水1~5份、分别通过计量器通过输送泵输送至搅拌器内进行搅拌混合均匀后,再将混合后的物料与异氰酸酯,按照重量比异氰酸酯0.8~3:1多元醇组合料1的比例制成改性聚氨酯双组份料,并通过混合高压或低压发泡机系统和混合枪头布料浇注。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用硬泡聚氨酯材料的制作工艺流程包括如下步骤:
步骤一:将内防护层2的耐缄玻纤网格布或土工格栅卷材或塑料网卷材或 金属网卷材或压纹金属板卷材或耐缄玻纤网格布卷材或水泥基卷毡卷材或无纺 布卷材或塑料薄膜卷材布设在聚氨酯生产线浇注平台上方,依下至上为耐缄玻 纤网格布或土工格栅卷材或塑料网卷材、水泥基卷毡卷材或无纺布卷材或塑料 薄膜卷材或铝箔卷材或防水卷材,上述为双层卷材;聚氨酯生产线浇注平台下 方铺设水泥基卷毡卷材或无纺布卷材或塑料薄膜卷材或铝箔卷材或防水卷材, 设备运行,将聚氨酯双组份浇注料通过混合配料系统和混合枪头移动布料浇注 在下方铺设水泥基卷毡卷材或无纺布卷材或塑料薄膜卷材上,通过20℃~70℃ 温度条件反应发泡,履带机将发泡固化后的材料输送到下一部位;
步骤二:将步骤一已固化的硬泡聚氨酯输送跟踪切割;
步骤三:将步骤二硬泡聚氨酯板单层布膜的面层上开具或滚压榫卯槽;
步骤四:将步骤三在复合生产线涂粘结剂,敷无机材料防护层4形成卯榫 加强结构并敷外抗裂层5并置入1~2层耐碱网格布,断开后输入养护架进行养 护;
步骤五:将步骤四养护好后的复合保温模板修边切割后成品检测入库或售 出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的内防护层2选用改性聚氨酯A级不燃材料的制作工艺流程包括如下步骤:
步骤一:在聚氨酯生产线履带机机头浇注平台上方,依下至上为耐缄玻纤 网格布或土工格栅卷材或塑料网卷材、水泥基卷毡卷材或无纺布卷材或塑料薄 膜卷材上述为双层卷材;下方铺设水泥基卷毡卷材或无纺布卷材或塑料薄膜卷 材或铝箔卷材或防水卷材,设备运行,将改性聚氨酯双组份浇注料原液通过混 合配料系统和混合布料浇注在下方铺设的水泥基卷毡卷材或无纺布卷材或塑料 薄膜卷材或铝箔卷材或防水卷材上,改性聚氨酯双组份浇注料原液在20℃~ 70℃温度影响下反应发泡、固化输出,输送出聚氨酯生产线履带机;
步骤二:将步骤一已固化的改性聚氨酯泡沫板输送跟踪切割;
步骤三:将步骤二改性聚氨酯泡沫板开具或滚压榫卯槽;
步骤四:将步骤三改性聚氨酯泡沫板板材面层敷砂浆面层形成卯榫结构, 并置入1~2层耐碱网格布断开,输入养护架进行养护;
步骤五:将步骤四养护好后的复合保温模板修边切割后成品检测入库或售 出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用真空绝热板的制作工艺流程包括如下步骤:
步骤一:将真空绝热板铺设输送到至聚氨酯生产线机头浇注平台上,浇注 平台上方依下至上为耐缄玻纤网格布或土工格栅卷材或塑料网卷材、水泥基卷 毡卷材或无纺布卷材或塑料薄膜卷材或铝箔卷材或防水卷材,上述为双层卷材; 设备运行,将聚氨酯双组份浇注料原液通过混合配料系统和混合枪头移动布料 浇注在下方的真空绝热板上,聚氨酯双组份浇注料原液在20℃~70℃温度影响 下反应发泡、固化输送出聚氨酯生产线履带机;
步骤二:将步骤一进行跟踪切割,码垛熟化;
步骤三:将步骤二己熟化好板材再输送至复合保温模板生产线上对板材表 面敷抗裂砂浆料并内置1~2层耐碱玻纤网布并断开;
步骤四:将步骤三输入养护架养护;
步骤五:将步骤四养护后复合保温模板切割、成品。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的无机材料防护层4选用岩棉板条或玻璃棉板条材料面层的制作工艺流程包括 如下步骤:
步骤一:将己整理缝合成型的岩棉板条或玻璃棉板条材料输送到至聚氨酯 生产线浇注平台已铺设水泥基卷毡卷材或无纺布卷材或塑料薄膜卷材上,在浇 注平台上方,依下至上为耐缄玻纤网格布或土工格栅卷材或塑料网卷材或铝箔 卷材或防水卷材、水泥基卷毡卷材或无纺布卷材或塑料薄膜卷材或铝箔卷材或 防水卷材,上述为双层卷材,设备运行,将聚氨酯双组份原液通过混合配料系 统和混合枪头移动布料浇注在下方岩棉板条或玻璃棉板条上,通过30℃~70℃ 温度条件反应发泡,履带机将发泡固化后的材料输送到下一工位;
步骤二:将步骤一进行跟踪切割;
步骤三:将步骤二己切割好板材码垛熟化;
步骤四:将步骤三已熟化板材检测、包装、入库或售出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的无机材料防护层4中的高强、轻质聚苯颗粒保温板的材料按照下列原料进行 配比并制作工艺流程包括如下步骤:
步骤一:将纳米二氧化硅0~20份、可再分散乳胶粉1~5份、硅酸岩水泥 60~90份、Ⅱ级粉煤灰5~30份、激发增强防水剂0.2~5份、聚丙烯纤维0~ 1份、玻璃丝纤维0~1份、纤维素醚0~5份、减水剂0~3份、三聚氰胺0~8 份、氢氧化镁0~20份、氢氧化铝0~20份、尿素0~15份、聚磷酸铵0~25 份、三氧化二锑0~5份、憎水剂0~10份、聚苯颗粒轻质泡沫料2~10份、闭 孔珍珠岩料0~20份,分别通过计量输送机输送至搅拌器内进行干混搅拌,搅 拌均匀后输送至湿混搅拌器内;
步骤二:将步骤一干混料加水搅拌后,计量加入聚苯颗粒轻质泡沫料或闭 孔珍珠岩料再次搅拌均匀;
步骤三:将硬泡聚氨酯或聚苯挤塑板或石墨聚苯挤塑板其中之一的面层涂 粘结剂,并将步骤二混合后的物料有序分摊至生产线载体硬泡聚氨酯或聚苯挤 塑板或石墨聚苯挤塑板其中之一上进行滚压,并敷外抗裂砂浆层5并置入耐缄 玻纤网格布;
步骤四:将步骤三切割断开后输送至养护架养护;
步骤五:将步骤四养护好的复合保温模板进行切割、成品入库或售出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用A级不燃材料热固聚苯乙烯泡沫板或无机塑化微孔保温板 或二氧化硅保温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板或高强发泡 水泥保温板的制作工艺流程包括如下步骤:
步骤一:将A级不燃材料热固聚苯乙烯泡沫板或无机塑化微孔保温板或二 氧化硅保温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板、或高强发泡水 泥保温板输送到至聚氨酯生产线发泡浇注平台上,聚氨酯生产线发泡浇注平台 的上方布设耐缄玻纤网格布或土工格栅卷材或塑料网卷材或水泥基卷毡卷材或 无纺布卷材或塑料薄膜卷材或铝箔卷材或防水卷材,上述为双层卷材,设备运 行,通过混合配料系统和混合枪头移动布料把聚氨酯双组份浇注料原液浇注下 方铺设的上述材料上,聚氨酯双组份浇注料原液在温度影响下反应发泡、固化 输送出聚氨酯生产线履带机;
步骤二:将步骤一已固化的复合的板材输送到切割部位切割断开;
步骤三:将步骤二A级不燃材料热固聚苯乙烯泡沫板或无机塑化微孔保温 板或二氧化硅保温板或高强发泡水泥保温板面开具或滚压榫卯槽;
步骤四:将步骤三板材面层敷抗裂砂浆面层5形成卯榫结构,并置入1~2 层耐碱网格布,切割断开后输入养护架进行养护;
步骤五:将步骤四养护后的复合保温模板修边切割后成品检测入库或售出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用A级不燃材料热固聚苯乙烯泡沫板、无机塑化微孔保温板、 二氧化硅保温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板、高强发泡水 泥保温板的制作工艺流程包括如下步骤:
步骤一:将A级不燃材料热固聚苯乙烯泡沫板或无机塑化微孔保温板或二 氧化硅保温板或石墨改性水泥基碳硅保温板或发泡陶瓷保温板或高强发泡水泥 保温板其中之一输送到复合生产线上对板面开具燕尾开槽面或滚压凹槽面;
步骤二:将步骤一板材面层己开具燕尾开槽面或滚压凹槽面敷抗裂砂浆面 层,并置入1~2层耐碱网格布,形成卯榫结构的内防层,切割断开后输入养护 架进行养护;
步骤三:将步骤二养护后输送到复合生产线上对板面开具燕尾开槽面或滚 压凹槽面;
步骤四:将步骤三板面己开具燕尾开槽面或滚压凹槽面敷粘结砂浆置入 1~3层耐碱网格布形成卯榫结构,然后敷轻质砂浆,最后再敷抗裂砂浆面层, 切断后输入养护架进行养护;
步骤五:将步骤四养护后的复合保温模板修边切割后成品检测入库或售出。
下面将结合本发明的实施例,对本发明的实施例中的技术方案进行清楚、完 整地描述。
实施例1
一种轻质、防火、低导热性能一体化免拆复合保温模板,包括与混凝土浇注 墙体1相连的内防护层2,内防护层2的外部依次设有保温材料层3、无机材料 防护层4和外抗裂层5,所述内防护层2与保温材料层3、无机材料防护层4 和外抗裂层5之间通过榫卯加强结构加固相连,所述外抗裂层5、无机材料防 护层4、保温材料层3和内防护层2之间通过连接锚栓6与混凝土浇注墙体1 连接固定;
所述的保温材料层3和无机材料防护层4的材料分为有机保温材料和无机保 温材料;有机保温材料为硬泡聚氨酯板、聚苯挤塑板、石墨聚苯挤塑板其中之 一;无机保温材料为真空绝热板、气凝胶保温板、A级不燃材料热固聚苯乙烯 泡沫板、无机塑化微孔保温板、二氧化硅保温板、石墨改性水泥基碳硅保温板、 发泡陶瓷保温板、岩棉板条或玻璃棉板条、改性聚氨酯板、高强轻质聚苯颗粒 保温板、高强发泡水泥保温板其中之一;保温材料层3的厚度为2mm;硬泡聚 氨酯或聚苯挤塑板或石墨聚苯挤塑板的燃烧性能级别为B1级;无机材料防护层 4的厚度为20mm;
所述的内防护层2的材料在使用聚苯挤塑板、石墨聚苯挤塑板、真空绝热 板、气凝胶保温板、热固聚苯乙烯泡沫板、无机塑化微孔保温板、二氧化硅保 温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板状态下为2mm厚砂浆层并 内置1层耐缄玻纤网格布;在使用硬泡聚氨酯或改性聚氨酯A级不燃泡沫板状 态下为土工格栅卷材或塑料网卷材或金属网卷材或压纹金属板卷材或耐缄玻纤 网格布卷材或水泥基卷毡卷材或无纺布卷材或塑料薄膜卷材或铝箔卷材或防水 卷材的自粘合;内防护层2的厚度为0.5mm;
所述的内防护层2和外抗裂层5的材质为325普硅水泥和20目英砂及可再 分散乳胶粉和外加剂与3mm短纤维的混合,厚度为2mm;
所述的榫卯加强结构为燕尾开槽面或滚压凹槽面,燕尾开槽面或滚压凹槽 面设在保温材料层3与无机材料防护层4之间,燕尾开槽面或滚压凹槽面为专用 开槽机开具的燕尾槽或专用滚压设备滚压出的凹槽,在槽上面复合浆体材料后 形成了榫卯结构,燕尾开槽面为纵向开槽,长度为板的长度,燕尾开槽面的深度 为3mm,槽下宽为5mm,槽上宽为3mm,槽与槽间距为50mm;滚压凹槽面的槽深 为2mm,槽下宽为2mm,槽上宽为2mm,槽与槽横向间距为20mm;槽与槽纵向间 距为10mm;
一种轻质、防火、低导热性能一体化免拆复合保温模板,所述的内防护层 2中改性聚氨酯A级不燃泡沫板材料按照下列原料进行配比:在聚酯多元醇温 度至20℃时,将聚酯多元醇15份、聚醚多元醇0份、三氧化二锑0份、聚磷 酸铵0份、氢氧化镁0份、氢氧化铝0份、纳米二氧化硅0份、三聚氰胺1份、 膨胀石墨0份,进行搅拌混合备用;待温度降至50℃后再行组合:取上述料25 份、乙二胺聚氧化丙烯四醇1份、三乙烯二胺溶液0.2份、二氯乙烷5份、多 烷氧基醚共聚物0.1份、三氯乙基磷酸酯TCEP 1份、磷酸三酯TCPP 1份、水 1份、分别通过计量器通过输送泵输送至搅拌器内进行搅拌混合均匀后,再将 混合后的物料与异氰酸酯,按照重量比异氰酸酯0.8:1多元醇组合料1的比例 制成改性聚氨酯双组份料,并通过混合高压或低压发泡机系统和混合枪头布料 浇注。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用硬泡聚氨酯材料的制作工艺流程包括如下步骤:
步骤一:将内防护层2的耐缄玻纤网格布设在聚氨酯生产线浇注平台上方, 依下至上为耐缄玻纤网格布、水泥基卷毡卷材,上述为双层卷材;聚氨酯生产 线浇注平台下方铺设水泥基卷毡卷材,设备运行,将聚氨酯双组份浇注料通过 混合配料系统和混合枪头移动布料浇注在下方铺设水泥基卷毡卷材上,通过 20℃温度条件反应发泡,履带机将发泡固化后的材料输送到下一部位;
步骤二:将步骤一已固化的硬泡聚氨酯输送跟踪切割;
步骤三:将步骤二硬泡聚氨酯板单层布膜的面层上开具或滚压榫卯槽;
步骤四:将步骤三在复合生产线涂粘结剂,敷无机材料防护层4形成卯榫 加强结构并敷外抗裂层5并置入1层耐碱网格布,断开后输入养护架进行养护;
步骤五:将步骤四养护好后的复合保温模板修边切割后成品检测入库或售 出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的内防护层2选用改性聚氨酯A级不燃材料的制作工艺流程包括如下步骤:
步骤一:在聚氨酯生产线履带机机头浇注平台上方,依下至上为耐缄玻纤 网格布无纺布卷材,上述为双层卷材;下方铺设水泥基卷毡卷材,设备运行, 将改性聚氨酯双组份浇注料原液通过混合配料系统和混合布料浇注在下方铺设 的水泥基卷毡卷材上,改性聚氨酯双组份浇注料原液在20℃温度影响下反应发 泡、固化输出,输送出聚氨酯生产线履带机;
步骤二:将步骤一已固化的改性聚氨酯泡沫板输送跟踪切割;
步骤三:将步骤二改性聚氨酯泡沫板开具或滚压榫卯槽;
步骤四:将步骤三改性聚氨酯泡沫板板材面层敷砂浆面层形成卯榫结构, 并置入1层耐碱网格布断开,输入养护架进行养护;
步骤五:将步骤四养护好后的复合保温模板修边切割后成品检测入库或售 出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用真空绝热板的制作工艺流程包括如下步骤:
步骤一:将真空绝热板铺设输送到至聚氨酯生产线机头浇注平台上,浇注 平台上方依下至上为耐缄玻纤网格布、水泥基卷毡卷材,上述为双层卷材;设 备运行,将聚氨酯双组份浇注料原液通过混合配料系统和混合枪头移动布料浇 注在下方的真空绝热板上,聚氨酯双组份浇注料原液在20℃温度影响下反应发 泡、固化输送出聚氨酯生产线履带机;
步骤二:将步骤一进行跟踪切割,码垛熟化;
步骤三:将步骤二己熟化好板材再输送至复合保温模板生产线上对板材表 面敷抗裂砂浆料并内置1层耐碱玻纤网布并断开;
步骤四:将步骤三输入养护架养护;
步骤五:将步骤四养护后复合保温模板切割、成品。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的无机材料防护层4选用岩棉板条或玻璃棉板条材料面层的制作工艺流程包括 如下步骤:
步骤一:将己整理缝合成型的岩棉板条材料输送到至聚氨酯生产线浇注平 台已铺设水泥基卷毡卷材上,在浇注平台上方,依下至上为耐缄玻纤网格布、 水泥基卷毡卷材,上述为双层卷材,设备运行,将聚氨酯双组份原液通过混合 配料系统和混合枪头移动布料浇注在下方岩棉板条上,通过30℃温度条件反应 发泡,履带机将发泡固化后的材料输送到下一工位;
步骤二:将步骤一进行跟踪切割;
步骤三:将步骤二己切割好板材码垛熟化;
步骤四:将步骤三已熟化板材检测、包装、入库或售出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的无机材料防护层4中的高强、轻质聚苯颗粒保温板的材料按照下列原料进行 配比并制作工艺流程包括如下步骤:
步骤一:将纳米二氧化硅1份、可再分散乳胶粉1份、硅酸岩水泥60份、 Ⅱ级粉煤灰5份、激发增强防水剂0.2份、聚丙烯纤维0.2份、玻璃丝纤维0.2 份、纤维素醚1份、减水剂1份、三聚氰胺1份、氢氧化镁1份、氢氧化铝1 份、尿素1份、聚磷酸铵1份、三氧化二锑1份、憎水剂1份、聚苯颗粒轻质 泡沫料2份、闭孔珍珠岩料1份,分别通过计量输送机输送至搅拌器内进行干 混搅拌,搅拌均匀后输送至湿混搅拌器内;
步骤二:将步骤一干混料加水搅拌后,计量加入聚苯颗粒轻质泡沫料或闭 孔珍珠岩料再次搅拌均匀;
步骤三:将硬泡聚氨酯的面层涂粘结剂,并将步骤二混合后的物料有序分 摊至生产线载体硬泡聚氨酯上进行滚压,并敷外抗裂砂浆层5并置入耐缄玻纤 网格布;
步骤四:将步骤三切割断开后输送至养护架养护;
步骤五:将步骤四养护好的复合保温模板进行切割、成品入库或售出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用A级不燃材料热固聚苯乙烯泡沫板或无机塑化微孔保温板 或二氧化硅保温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板或高强发泡 水泥保温板的制作工艺流程包括如下步骤:
步骤一:将A级不燃材料热固聚苯乙烯泡沫板输送到至聚氨酯生产线发泡 浇注平台上,聚氨酯生产线发泡浇注平台的上方布设耐缄玻纤网格布,上述为 双层卷材,设备运行,通过混合配料系统和混合枪头移动布料把聚氨酯双组份 浇注料原液浇注下方铺设的上述材料上,聚氨酯双组份浇注料原液在温度影响 下反应发泡、固化输送出聚氨酯生产线履带机;
步骤二:将步骤一已固化的复合的板材输送到切割部位切割断开;
步骤三:将步骤二A级不燃材料热固聚苯乙烯泡沫板或无机塑化微孔保温 板或二氧化硅保温板或高强发泡水泥保温板面开具或滚压榫卯槽;
步骤四:将步骤三板材面层敷抗裂砂浆面层5形成卯榫结构,并置入1层 耐碱网格布,切割断开后输入养护架进行养护;
步骤五:将步骤四养护后的复合保温模板修边切割后成品检测入库或售出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用A级不燃材料热固聚苯乙烯泡沫板、无机塑化微孔保温板、 二氧化硅保温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板、高强发泡水 泥保温板的制作工艺流程包括如下步骤:
步骤一:将A级不燃材料热固聚苯乙烯泡沫板输送到复合生产线上对板面 开具燕尾开槽面或滚压凹槽面;
步骤二:将步骤一板材面层己开具燕尾开槽面或滚压凹槽面敷抗裂砂浆面 层,并置入1层耐碱网格布,形成卯榫结构的内防层,切割断开后输入养护架 进行养护;
步骤三:将步骤二养护后输送到复合生产线上对板面开具燕尾开槽面或滚 压凹槽面;
步骤四:将步骤三板面己开具燕尾开槽面或滚压凹槽面敷粘结砂浆置入1 层耐碱网格布形成卯榫结构,然后敷轻质砂浆,最后再敷抗裂砂浆面层,切断 后输入养护架进行养护;
步骤五:将步骤四养护后的复合保温模板修边切割后成品检测入库或售出。
实施例2
一种轻质、防火、低导热性能一体化免拆复合保温模板,包括与混凝土浇注 墙体1相连的内防护层2,内防护层2的外部依次设有保温材料层3、无机材料 防护层4和外抗裂层5,所述内防护层2与保温材料层3、无机材料防护层4 和外抗裂层5之间通过榫卯加强结构加固相连,所述外抗裂层5、无机材料防 护层4、保温材料层3和内防护层2之间通过连接锚栓6与混凝土浇注墙体1 连接固定;
所述的保温材料层3和无机材料防护层4的材料分为有机保温材料和无机保 温材料;有机保温材料为硬泡聚氨酯板、聚苯挤塑板、石墨聚苯挤塑板其中之 一;无机保温材料为真空绝热板、气凝胶保温板、A级不燃材料热固聚苯乙烯 泡沫板、无机塑化微孔保温板、二氧化硅保温板、石墨改性水泥基碳硅保温板、 发泡陶瓷保温板、岩棉板条或玻璃棉板条、改性聚氨酯板、高强轻质聚苯颗粒 保温板、高强发泡水泥保温板其中之一;保温材料层3的厚度为151mm;硬泡 聚氨酯或聚苯挤塑板或石墨聚苯挤塑板的燃烧性能级别为B2级;无机材料防护 层4的厚度为160mm;
所述的内防护层2的材料在使用聚苯挤塑板、石墨聚苯挤塑板、真空绝热 板、气凝胶保温板、热固聚苯乙烯泡沫板、无机塑化微孔保温板、二氧化硅保 温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板状态下为6mm厚砂浆层并 内置2层耐缄玻纤网格布;在使用硬泡聚氨酯或改性聚氨酯A级不燃泡沫板状 态下为土工格栅卷材或塑料网卷材或金属网卷材或压纹金属板卷材或耐缄玻纤 网格布卷材或水泥基卷毡卷材或无纺布卷材或塑料薄膜卷材或铝箔卷材或防水 卷材的自粘合;内防护层2的厚度为5.25mm;
所述的内防护层2和外抗裂层5的材质为425普硅水泥和100目河砂及可 再分散乳胶粉、外加剂或界面剂或保水剂或与6mm短纤维的混合,厚度为8.5mm;
所述的榫卯加强结构为燕尾开槽面或滚压凹槽面,燕尾开槽面或滚压凹槽 面设在保温材料层3与无机材料防护层4之间,燕尾开槽面或滚压凹槽面为专用 开槽机开具的燕尾槽或专用滚压设备滚压出的凹槽,在槽上面复合浆体材料后 形成了榫卯结构,燕尾开槽面为纵向开槽,长度为板的长度,燕尾开槽面的深度 为9mm,槽下宽为17.5mm,槽上宽为9mm,槽与槽间距为275mm;滚压凹槽面的 槽深为6mm,槽下宽为8.5mm,槽上宽为8.5mm,槽与槽横向间距为160mm;槽 与槽纵向间距为105mm;
一种轻质、防火、低导热性能一体化免拆复合保温模板,所述的内防护层 2中改性聚氨酯A级不燃泡沫板材料按照下列原料进行配比:在聚酯多元醇温 度至175℃时,将聚酯多元醇35份、聚醚多元醇17.5份、三氧化二锑7.5份、 聚磷酸铵12.5份、氢氧化镁12.5份、氢氧化铝12.5份、纳米二氧化硅10份、 三聚氰胺4份、膨胀石墨15份,进行搅拌混合备用;待温度降至50℃后再行 组合:取上述料40份、乙二胺聚氧化丙烯四醇10份、三乙烯二胺溶液0.5份、 二氯乙烷15份、多烷氧基醚共聚物0.2份、三氯乙基磷酸酯TCEP10份、磷酸 三酯TCPP35份、水3份、分别通过计量器通过输送泵输送至搅拌器内进行搅拌 混合均匀后,再将混合后的物料与异氰酸酯,按照重量比异氰酸酯1.9:1多元 醇组合料1的比例制成改性聚氨酯双组份料,并通过混合高压或低压发泡机系 统和混合枪头布料浇注。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用硬泡聚氨酯材料的制作工艺流程包括如下步骤:
步骤一:将内防护层2的土工格栅卷材布设在聚氨酯生产线浇注平台上方, 依下至上为土工格栅卷材、无纺布卷材,上述为双层卷材;聚氨酯生产线浇注 平台下方铺设无纺布卷材,设备运行,将聚氨酯双组份浇注料通过混合配料系 统和混合枪头移动布料浇注在下方铺设水泥基卷毡卷材或无纺布卷材或塑料薄 膜卷材上,通过45℃温度条件反应发泡,履带机将发泡固化后的材料输送到下 一部位;
步骤二:将步骤一已固化的硬泡聚氨酯输送跟踪切割;
步骤三:将步骤二硬泡聚氨酯板单层布膜的面层上开具或滚压榫卯槽;
步骤四:将步骤三在复合生产线涂粘结剂,敷无机材料防护层4形成卯榫 加强结构并敷外抗裂层5并置入2层耐碱网格布,断开后输入养护架进行养护;
步骤五:将步骤四养护好后的复合保温模板修边切割后成品检测入库或售 出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的内防护层2选用改性聚氨酯A级不燃材料的制作工艺流程包括如下步骤:
步骤一:在聚氨酯生产线履带机机头浇注平台上方,依下至上为土工格栅 卷材、无纺布卷材,上述为双层卷材;下方铺设无纺布卷材,设备运行,将改 性聚氨酯双组份浇注料原液通过混合配料系统和混合布料浇注在下方铺设的无 纺布卷材上,改性聚氨酯双组份浇注料原液在45℃温度影响下反应发泡、固化 输出,输送出聚氨酯生产线履带机;
步骤二:将步骤一已固化的改性聚氨酯泡沫板输送跟踪切割;
步骤三:将步骤二改性聚氨酯泡沫板开具或滚压榫卯槽;
步骤四:将步骤三改性聚氨酯泡沫板板材面层敷砂浆面层形成卯榫结构, 并置入2层耐碱网格布断开,输入养护架进行养护;
步骤五:将步骤四养护好后的复合保温模板修边切割后成品检测入库或售 出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用真空绝热板的制作工艺流程包括如下步骤:
步骤一:将真空绝热板铺设输送到至聚氨酯生产线机头浇注平台上,浇注 平台上方依下至上为土工格栅卷材、无纺布卷材,上述为双层卷材;设备运行, 将聚氨酯双组份浇注料原液通过混合配料系统和混合枪头移动布料浇注在下方 的真空绝热板上,聚氨酯双组份浇注料原液在45℃温度影响下反应发泡、固化 输送出聚氨酯生产线履带机;
步骤二:将步骤一进行跟踪切割,码垛熟化;
步骤三:将步骤二己熟化好板材再输送至复合保温模板生产线上对板材表 面敷抗裂砂浆料并内置2层耐碱玻纤网布并断开;
步骤四:将步骤三输入养护架养护;
步骤五:将步骤四养护后复合保温模板切割、成品。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的无机材料防护层4选用岩棉板条或玻璃棉板条材料面层的制作工艺流程包括 如下步骤:
步骤一:将己整理缝合成型的岩棉板条或玻璃棉板条材料输送到至聚氨酯 生产线浇注平台已铺设无纺布卷材上,在浇注平台上方,依下至上为土工格栅 卷材、无纺布卷材,上述为双层卷材,设备运行,将聚氨酯双组份原液通过混 合配料系统和混合枪头移动布料浇注在下方岩棉板条或玻璃棉板条上,通过 50℃温度条件反应发泡,履带机将发泡固化后的材料输送到下一工位;
步骤二:将步骤一进行跟踪切割;
步骤三:将步骤二己切割好板材码垛熟化;
步骤四:将步骤三已熟化板材检测、包装、入库或售出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的无机材料防护层4中的高强、轻质聚苯颗粒保温板的材料按照下列原料进行 配比并制作工艺流程包括如下步骤:
步骤一:将纳米二氧化硅10份、可再分散乳胶粉3份、硅酸岩水泥75份、 Ⅱ级粉煤灰17.5份、激发增强防水剂2.6份、聚丙烯纤维0.5份、玻璃丝纤维 0.5份、纤维素醚2.5份、减水剂1.5份、三聚氰胺4份、氢氧化镁10份、氢 氧化铝10份、尿素7.5份、聚磷酸铵12.5份、三氧化二锑2.5份、憎水剂5 份、聚苯颗粒轻质泡沫料6份、闭孔珍珠岩料10份,分别通过计量输送机输送 至搅拌器内进行干混搅拌,搅拌均匀后输送至湿混搅拌器内;
步骤二:将步骤一干混料加水搅拌后,计量加入聚苯颗粒轻质泡沫料或闭 孔珍珠岩料再次搅拌均匀;
步骤三:将硬泡聚氨酯或聚苯挤塑板或石墨聚苯挤塑板其中之一的面层涂 粘结剂,并将步骤二混合后的物料有序分摊至生产线载体硬泡聚氨酯或聚苯挤 塑板或石墨聚苯挤塑板其中之一上进行滚压,并敷外抗裂砂浆层5并置入耐缄 玻纤网格布;
步骤四:将步骤三切割断开后输送至养护架养护;
步骤五:将步骤四养护好的复合保温模板进行切割、成品入库或售出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用A级不燃材料热固聚苯乙烯泡沫板或无机塑化微孔保温板 或二氧化硅保温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板或高强发泡 水泥保温板的制作工艺流程包括如下步骤:
步骤一:将A级不燃材料热固无机塑化微孔保温板浇注平台上,聚氨酯生 产线发泡浇注平台的上方布设土工格栅卷材或塑料网卷材,上述为双层卷材, 设备运行,通过混合配料系统和混合枪头移动布料把聚氨酯双组份浇注料原液 浇注下方铺设的上述材料上,聚氨酯双组份浇注料原液在温度影响下反应发泡、 固化输送出聚氨酯生产线履带机;
步骤二:将步骤一已固化的复合的板材输送到切割部位切割断开;
步骤三:将步骤二A级不燃材料热固聚苯乙烯泡沫板或无机塑化微孔保温 板或二氧化硅保温板或高强发泡水泥保温板面开具或滚压榫卯槽;
步骤四:将步骤三板材面层敷抗裂砂浆面层5形成卯榫结构,并置入1.5 层耐碱网格布,切割断开后输入养护架进行养护;
步骤五:将步骤四养护后的复合保温模板修边切割后成品检测入库或售出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用A级不燃材料热固聚苯乙烯泡沫板、无机塑化微孔保温板、 二氧化硅保温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板、高强发泡水 泥保温板的制作工艺流程包括如下步骤:
步骤一:将A级不燃材料无机塑化微孔保温板输送到复合生产线上对板面 开具燕尾开槽面或滚压凹槽面;
步骤二:将步骤一板材面层己开具燕尾开槽面或滚压凹槽面敷抗裂砂浆面 层,并置入2层耐碱网格布,形成卯榫结构的内防层,切割断开后输入养护架 进行养护;
步骤三:将步骤二养护后输送到复合生产线上对板面开具燕尾开槽面或滚 压凹槽面;
步骤四:将步骤三板面己开具燕尾开槽面或滚压凹槽面敷粘结砂浆置入2 层耐碱网格布形成卯榫结构,然后敷轻质砂浆,最后再敷抗裂砂浆面层,切断 后输入养护架进行养护;
步骤五:将步骤四养护后的复合保温模板修边切割后成品检测入库或售出。
实施例3
一种轻质、防火、低导热性能一体化免拆复合保温模板,包括与混凝土浇注 墙体1相连的内防护层2,内防护层2的外部依次设有保温材料层3、无机材料 防护层4和外抗裂层5,所述内防护层2与保温材料层3、无机材料防护层4 和外抗裂层5之间通过榫卯加强结构加固相连,所述外抗裂层5、无机材料防 护层4、保温材料层3和内防护层2之间通过连接锚栓6与混凝土浇注墙体1 连接固定;
所述的保温材料层3和无机材料防护层4的材料分为有机保温材料和无机保 温材料;有机保温材料为硬泡聚氨酯板、聚苯挤塑板、石墨聚苯挤塑板其中之 一;无机保温材料为真空绝热板、气凝胶保温板、A级不燃材料热固聚苯乙烯 泡沫板、无机塑化微孔保温板、二氧化硅保温板、石墨改性水泥基碳硅保温板、 发泡陶瓷保温板、岩棉板条或玻璃棉板条、改性聚氨酯板、高强轻质聚苯颗粒 保温板、高强发泡水泥保温板其中之一;保温材料层3的厚度为300mm;硬泡 聚氨酯或聚苯挤塑板或石墨聚苯挤塑板的燃烧性能级别为B1级;无机材料防护 层4的厚度为300mm;
所述的内防护层2的材料在使用聚苯挤塑板、石墨聚苯挤塑板、真空绝热 板、气凝胶保温板、热固聚苯乙烯泡沫板、无机塑化微孔保温板、二氧化硅保 温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板状态下为6mm厚砂浆层并 内置2层耐缄玻纤网格布;在使用硬泡聚氨酯或改性聚氨酯A级不燃泡沫板状 态下为土工格栅卷材或塑料网卷材或金属网卷材或压纹金属板卷材或耐缄玻纤 网格布卷材或水泥基卷毡卷材或无纺布卷材或塑料薄膜卷材或铝箔卷材或防水 卷材的自粘合;内防护层2的厚度为10mm;
所述的内防护层2和外抗裂层5的材质为425普硅水泥和100目英砂及可 再分散乳胶粉、外加剂或界面剂或保水剂或与9mm短纤维的混合,厚度为15mm;
所述的榫卯加强结构为燕尾开槽面或滚压凹槽面,燕尾开槽面或滚压凹槽 面设在保温材料层3与无机材料防护层4之间,燕尾开槽面或滚压凹槽面为专用 开槽机开具的燕尾槽或专用滚压设备滚压出的凹槽,在槽上面复合浆体材料后 形成了榫卯结构,燕尾开槽面为纵向开槽,长度为板的长度,燕尾开槽面的深度 为15mm,槽下宽为30mm,槽上宽为15mm,槽与槽间距为500mm;滚压凹槽面的 槽深为10mm,槽下宽为15mm,槽上宽为15mm,槽与槽横向间距为300mm;槽与 槽纵向间距为200mm;
一种轻质、防火、低导热性能一体化免拆复合保温模板,所述的内防护层 2中改性聚氨酯A级不燃泡沫板材料按照下列原料进行配比:在聚酯多元醇温 度至200℃时,将聚酯多元醇55份、聚醚多元醇35份、三氧化二锑15份、聚 磷酸铵25份、氢氧化镁25份、氢氧化铝15份、纳米二氧化硅20份、三聚氰 胺8份、膨胀石墨30份,进行搅拌混合备用;待温度降至50℃后再行组合: 取上述料55份、乙二胺聚氧化丙烯四醇20份、三乙烯二胺溶液0.8份、二氯乙烷25份、多烷氧基醚共聚物0.3份、三氯乙基磷酸酯TCEP 20份、磷酸三酯 TCPP70份、水5份、分别通过计量器通过输送泵输送至搅拌器内进行搅拌混合 均匀后,再将混合后的物料与异氰酸酯,按照重量比异氰酸酯3:1多元醇组合 料1的比例制成改性聚氨酯双组份料,并通过混合高压或低压发泡机系统和混 合枪头布料浇注。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用硬泡聚氨酯材料的制作工艺流程包括如下步骤:
步骤一:将内防护层2的塑料网卷材布设在聚氨酯生产线浇注平台上方, 依下至上为塑料网卷材、塑料薄膜卷材,上述为双层卷材;聚氨酯生产线浇注 平台下方铺设塑料薄膜卷材,设备运行,将聚氨酯双组份浇注料通过混合配料 系统和混合枪头移动布料浇注在下方铺设塑料薄膜卷材上,通过70℃温度条件 反应发泡,履带机将发泡固化后的材料输送到下一部位;
步骤二:将步骤一已固化的硬泡聚氨酯输送跟踪切割;
步骤三:将步骤二硬泡聚氨酯板单层布膜的面层上开具或滚压榫卯槽;
步骤四:将步骤三在复合生产线涂粘结剂,敷无机材料防护层4形成卯榫 加强结构并敷外抗裂层5并置入2层耐碱网格布,断开后输入养护架进行养护;
步骤五:将步骤四养护好后的复合保温模板修边切割后成品检测入库或售 出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的内防护层2选用改性聚氨酯A级不燃材料的制作工艺流程包括如下步骤:
步骤一:在聚氨酯生产线履带机机头浇注平台上方,依下至上为塑料网卷 材、塑料薄膜卷材上述为双层卷材;下方铺设塑料薄膜卷材,设备运行,将改 性聚氨酯双组份浇注料原液通过混合配料系统和混合布料浇注在下方铺设的塑 料薄膜卷材上,改性聚氨酯双组份浇注料原液在70℃温度影响下反应发泡、固 化输出,输送出聚氨酯生产线履带机;
步骤二:将步骤一已固化的改性聚氨酯泡沫板输送跟踪切割;
步骤三:将步骤二改性聚氨酯泡沫板开具或滚压榫卯槽;
步骤四:将步骤三改性聚氨酯泡沫板板材面层敷砂浆面层形成卯榫结构, 并置入2层耐碱网格布断开,输入养护架进行养护;
步骤五:将步骤四养护好后的复合保温模板修边切割后成品检测入库或售 出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用真空绝热板的制作工艺流程包括如下步骤:
步骤一:将真空绝热板铺设输送到至聚氨酯生产线机头浇注平台上,浇注 平台上方依下至上为塑料网卷材、塑料薄膜卷材,上述为双层卷材;设备运行, 将聚氨酯双组份浇注料原液通过混合配料系统和混合枪头移动布料浇注在下方 的真空绝热板上,聚氨酯双组份浇注料原液在70℃温度影响下反应发泡、固化 输送出聚氨酯生产线履带机;
步骤二:将步骤一进行跟踪切割,码垛熟化;
步骤三:将步骤二己熟化好板材再输送至复合保温模板生产线上对板材表 面敷抗裂砂浆料并内置2层耐碱玻纤网布并断开;
步骤四:将步骤三输入养护架养护;
步骤五:将步骤四养护后复合保温模板切割、成品。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的无机材料防护层4选用岩棉板条或玻璃棉板条材料面层的制作工艺流程包括 如下步骤:
步骤一:将己整理缝合成型的岩棉板条或玻璃棉板条材料输送到至聚氨酯 生产线浇注平台已铺设塑料薄膜卷材上,在浇注平台上方,依下至上为塑料网 卷材、塑料薄膜卷材,上述为双层卷材,设备运行,将聚氨酯双组份原液通过 混合配料系统和混合枪头移动布料浇注在下方岩棉板条或玻璃棉板条上,通过 70℃温度条件反应发泡,履带机将发泡固化后的材料输送到下一工位;
步骤二:将步骤一进行跟踪切割;
步骤三:将步骤二己切割好板材码垛熟化;
步骤四:将步骤三已熟化板材检测、包装、入库或售出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的无机材料防护层4中的高强、轻质聚苯颗粒保温板的材料按照下列原料进行 配比并制作工艺流程包括如下步骤:
步骤一:将纳米二氧化硅20份、可再分散乳胶粉5份、硅酸岩水泥90份、 Ⅱ级粉煤灰30份、激发增强防水剂5份、聚丙烯纤维1份、玻璃丝纤维1份、 纤维素醚5份、减水剂3份、三聚氰胺8份、氢氧化镁20份、氢氧化铝20份、 尿素15份、聚磷酸铵25份、三氧化二锑5份、憎水剂10份、聚苯颗粒轻质泡 沫料10份、闭孔珍珠岩料20份,分别通过计量输送机输送至搅拌器内进行干 混搅拌,搅拌均匀后输送至湿混搅拌器内;
步骤二:将步骤一干混料加水搅拌后,计量加入聚苯颗粒轻质泡沫料或闭 孔珍珠岩料再次搅拌均匀;
步骤三:将硬泡聚氨酯或聚苯挤塑板或石墨聚苯挤塑板其中之一的面层涂 粘结剂,并将步骤二混合后的物料有序分摊至生产线载体硬泡聚氨酯或聚苯挤 塑板或石墨聚苯挤塑板其中之一上进行滚压,并敷外抗裂砂浆层5并置入耐缄 玻纤网格布;
步骤四:将步骤三切割断开后输送至养护架养护;
步骤五:将步骤四养护好的复合保温模板进行切割、成品入库或售出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用A级不燃材料热固聚苯乙烯泡沫板或无机塑化微孔保温板 或二氧化硅保温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板或高强发泡 水泥保温板的制作工艺流程包括如下步骤:
步骤一:将A级不燃材料石墨改性水泥基碳硅保温板输送到至聚氨酯生产 线发泡浇注平台上,聚氨酯生产线发泡浇注平台的上方布设水泥基卷毡卷材或 塑料薄膜卷材,上述为双层卷材,设备运行,通过混合配料系统和混合枪头移 动布料把聚氨酯双组份浇注料原液浇注下方铺设的上述材料上,聚氨酯双组份 浇注料原液在温度影响下反应发泡、固化输送出聚氨酯生产线履带机;
步骤二:将步骤一已固化的复合的板材输送到切割部位切割断开;
步骤三:将步骤二A级不燃材料热固聚苯乙烯泡沫板或无机塑化微孔保温 板或二氧化硅保温板或高强发泡水泥保温板面开具或滚压榫卯槽;
步骤四:将步骤三板材面层敷抗裂砂浆面层5形成卯榫结构,并置入2层 耐碱网格布,切割断开后输入养护架进行养护;
步骤五:将步骤四养护后的复合保温模板修边切割后成品检测入库或售出。
一种轻质、防火、低导热性能一体化免拆复合保温模板的制备工艺,所述 的保温材料层3选用A级不燃材料热固聚苯乙烯泡沫板、无机塑化微孔保温板、 二氧化硅保温板、石墨改性水泥基碳硅保温板、发泡陶瓷保温板、高强发泡水 泥保温板的制作工艺流程包括如下步骤:
步骤一:将A级不燃材料石墨改性水泥基碳硅保温板输送到复合生产线上 对板面开具燕尾开槽面或滚压凹槽面;
步骤二:将步骤一板材面层己开具燕尾开槽面或滚压凹槽面敷抗裂砂浆面 层,并置入2层耐碱网格布,形成卯榫结构的内防层,切割断开后输入养护架 进行养护;
步骤三:将步骤二养护后输送到复合生产线上对板面开具燕尾开槽面或滚 压凹槽面;
步骤四:将步骤三板面己开具燕尾开槽面或滚压凹槽面敷粘结砂浆置入3 层耐碱网格布形成卯榫结构,然后敷轻质砂浆,最后再敷抗裂砂浆面层,切断 后输入养护架进行养护;
步骤五:将步骤四养护后的复合保温模板修边切割后成品检测入库或售出。
下表是本发明的检测结果:
试验例:
试验产品:下表中各保温系统中材料属市面可购材料。
各保温系统优缺点对比表
在本发明的描述中,需要理解的是,术语“上”、“下”等指示的方位或位 置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描 述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位 构造和操作,因此不能理解为对本发明的限制。
- 一种轻质、防火、低导热性能一体化免拆复合保温模板及其制备工艺
- 一种轻质、防火、低导热性能一体化免拆复合保温模板