基于热时效处理的激光熔覆工艺与激光熔覆修复加工系统
文献发布时间:2023-06-19 10:54:12
技术领域
本发明涉及一种基于热时效处理的激光熔覆工艺和装置,属于材料表面工程与激光技术应用领域。
背景技术
激光熔覆技术(Laser Cladding Technology)也叫激光包覆技术,具有热影响区小、稀释率低、冷却快及熔覆材料与基体形成冶金结合等特点,是一种新兴的快速成型技术,因而在航空航天、汽车制造、模具修复、医疗和化工等行业具有重要的应用价值。但是,熔覆层由于冷却不均匀出现残余拉应力;同时,在熔覆过程中由于基体受热不均,温度梯度大,形成温差,造成熔覆区域冷却收缩开裂,因而形成熔覆裂纹和气孔等缺陷,诱导产生大量残余拉应力。目前,这些不足之处限制了激光熔覆技术的实际应用。
发明内容
本发明目的在于提供一种基于热时效处理的激光熔覆工艺与装置,适用于在熔覆过程中由于基体受热不均、温度梯度大、形成温差,造成熔覆区域冷却收缩开裂,因而形成熔覆裂纹,变形等熔覆缺陷的制造工艺,采用本发明基于热时效处理的激光熔覆工艺可实现在恒温环境下进行激光熔覆,解决以上问题,从而减少熔覆裂纹的产生,提高熔覆质量和效果。
为实现上述目的,本发明的第一方面提出一种基于热时效处理的激光熔覆工艺,包括以下步骤:
(1)将熔覆件和平板试样依次进行打磨、清洗和烘干处理;
(2)采用卡盘夹具将处理好的平板试样进行装夹,卡盘夹具下方设置加热装置,所述加热装置被设置通过一控温系统进行加热温度控制;
(3)将温度传感器置于平板试样待熔覆区域附近,用于检测熔覆温度;
(4)调节送粉器参数,进行金属粉末送粉测试,设定对应激光熔覆工艺参数,在平板试样上进行单道激光熔覆测试,并记录下对应熔覆工艺参数下的熔覆表面达到的温度范围,并将记录的温度范围反馈值所述控温系统;
(5)待平板试样冷却后取下,将熔覆件装夹在卡盘夹具上,控温系统根据前述记载的温度范围控制加热装置的加热温度,对熔覆件进行动态控温,使熔覆件的整体温度维持在激光熔覆所达到的温度区间之间;
(6)设定对应激光熔覆工艺参数,在熔覆件表面进行激光熔覆;
(7)熔覆结束后,控温系统控制停止加热,并缓慢冷却至室温。
根据本发明的第二方面还提出一种基于热时效处理的激光熔覆修复加工系统,包括激光熔覆系统、保护气系统、送粉系统、控温系统、温度反馈系统、加热系统、熔覆工作台以及控制系统;
所述控制系统连接至激光熔覆系统、保护气系统、送粉系统、控温系统、温度反馈系统以及加热系统,用于控制激光熔覆加工过程;
所述加热系统设置在熔覆工作台上,并位于熔覆工作台与卡盘夹具之间,所述卡盘夹具用于夹持熔覆件或者平板试样;
所述激光熔覆系统包括激光熔覆头、光纤、激光器以及光纤激光器控制器,光纤激光器控制器连接至控制系统,所述光纤激光器控制器用于驱动激光器发出激光束,经由光纤传导至激光熔覆头,对熔覆件或者平板试样表面铺设的粉末进行熔覆加工;
所述送粉系统具有至少一个送粉器,用于向熔覆件或者平板试样送粉;
所述保护气系统用于向激光熔覆面提供氩气保护;
所述温度反馈系统具有一与激光熔覆头固定在一起并保持同步运动的温度传感器,温度传感器的热端测试点置于距离平板试样的熔覆光斑10mm位置处,用于检测熔覆温度;所述温度传感器检测的熔覆温度反馈至控制系统;
所述控制系统被设置成在控制对熔覆件表面采用与在平板试样表面同样的粉末和熔覆工艺进行熔覆加工时,以所记录的熔覆温度为基准,控制所述控温系统调节和/或维持加热系统的加热温度/功率,以控制对熔覆件的动态、稳定加热,使熔覆件的整体温度维持在前述所记载的温度区间。
由以上本发明的技术方案,与现有技术相比,其显著的优点在于:
本发明基于热时效处理的激光熔覆工艺,可以实现熔覆过程中对熔覆件进行动态控温,其原理是将待熔覆金属结构件加热到熔覆温度,实现全程恒温熔覆,减小熔覆过程中由于基体受热不均,温度梯度大形成的温差,同时在熔覆结束后保温控制降温,减少熔覆层由于冷却不均匀出现残余拉应力,达到抑制熔覆裂纹和气孔缺陷的产生、消除残余应力的目的,保证加工精度,可大幅度降低熔覆过程中残余应力,减少熔覆裂纹和气孔等缺陷。
应当理解,前述构思以及在下面更加详细地描述的额外构思的所有组合只要在这样的构思不相互矛盾的情况下都可以被视为本公开的发明主题的一部分。另外,所要求保护的主题的所有组合都被视为本公开的发明主题的一部分。
结合附图从下面的描述中可以更加全面地理解本发明教导的前述和其他方面、实施例和特征。本发明的其他附加方面例如示例性实施方式的特征和/或有益效果将在下面的描述中显见,或通过根据本发明教导的具体实施方式的实践中得知。
附图说明
附图不意在按比例绘制。在附图中,在各个图中示出的每个相同或近似相同的组成部分可以用相同的标号表示。为了清晰起见,在每个图中,并非每个组成部分均被标记。现在,将通过例子并参考附图来描述本发明的各个方面的实施例,其中:
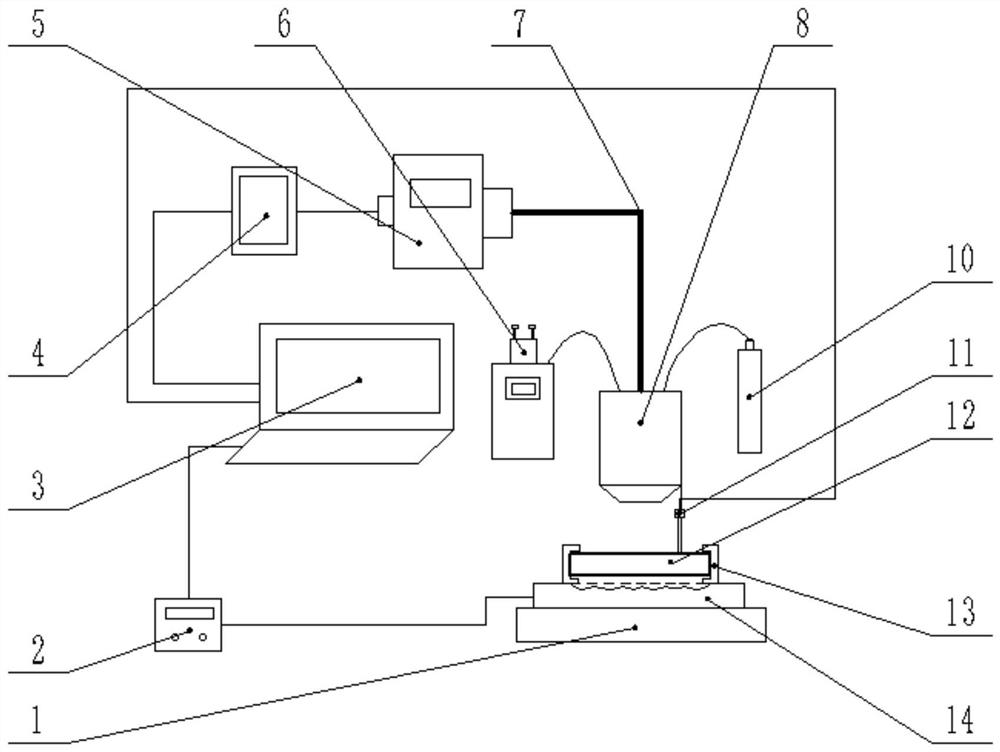
图1是根据本发明实施例的激光熔覆修复加工系统的示意图。
图2是基于热时效处理的激光熔覆H13热作模具钢熔覆层表层金相组织图。
图3是基于热时效处理的激光熔覆H13热作模具钢熔覆层中间层金相组织图。
图4是基于热时效处理的激光熔覆H13热作模具钢熔覆层与基体结合区金相组织图。
图5是基于热时效处理的激光熔覆H13热作模具钢和传统激光熔覆H13热作模具钢残余应力对比图。
具体实施方式
为了更了解本发明的技术内容,特举具体实施例并配合所附图式说明如下。
在本公开中参照附图来描述本发明的各方面,附图中示出了许多说明的实施例。本公开的实施例不必定意在包括本发明的所有方面。应当理解,上面介绍的多种构思和实施例,以及下面更加详细地描述的那些构思和实施方式可以以很多方式中任意一种来实施,这是因为本发明所公开的构思和实施例并不限于任何实施方式。另外,本发明公开的一些方面可以单独使用,或者与本发明公开的其他方面的任何适当组合来使用。
结合图1所示,根据本发明示例性实施例的基于热时效处理的激光熔覆修复加工系统,包括激光熔覆系统、保护气系统、送粉系统、控温系统、温度反馈系统、加热系统、熔覆工作台以及控制系统。
控制系统,尤其是可采用计算机控制系统3实现,连接至激光熔覆系统、保护气系统、送粉系统、控温系统、温度反馈系统以及加热系统,用于控制激光熔覆加工过程。
加热系统设置在熔覆工作台1上,并位于熔覆工作台1与卡盘夹具13之间。
卡盘夹具13用于夹持熔覆件12或者平板试样。优选地,卡盘夹具装夹在距离熔覆件或平板试样上表面1/3位置处。
激光熔覆系统包括激光熔覆头8、光纤7、激光器5以及光纤激光器控制器4,光纤激光器控制器4连接至计算机控制系统3,由计算机控制系统3控制光纤激光器控制器,以驱动激光器5发出激光束,经由光纤7传导至激光熔覆头8,对熔覆件或者平板试样表面铺设的粉末进行熔覆加工。
送粉系统6具有至少一个送粉器,用于向熔覆件或者平板试样送粉。
保护气系统10用于向激光熔覆面提供氩气保护。
温度反馈系统具有一与激光熔覆头8固定在一起并保持同步运动的温度传感器11,例如采用热电偶温度传感器,温度传感器11的热端测试点置于距离平板试样的熔覆光斑10mm位置处,用于检测熔覆温度;温度传感器检测的熔覆温度反馈至计算机控制系统3。
计算机控制系统3被设置成在控制对熔覆件表面采用与在平板试样表面同样的粉末和熔覆工艺进行熔覆加工时,以所记录的熔覆温度为基准,控制控温系统2调节和/或维持加热系统的加热温度/功率,以控制对熔覆件的动态、稳定加热,使熔覆件的整体温度维持在前述所记载的温度区间。
加热系统,可采用电阻丝加热系统,或者其他加热系统。
如此,可以实现熔覆过程中对熔覆件进行动态控温,其原理是将待熔覆金属结构件加热到熔覆温度,实现全程恒温熔覆,减小熔覆过程中由于基体受热不均,温度梯度大形成的温差,同时在熔覆结束后保温控制降温,减少熔覆层由于冷却不均匀出现残余拉应力,达到抑制熔覆裂纹和气孔缺陷的产生、消除残余应力的目的。
其中,在检测熔覆温度时,通过调节送粉器参数进行送粉测试,并设定与在熔覆件表面径向激光熔覆相同的工艺参数,在平板试样上进行单道激光熔覆测试,并记录下熔覆工艺参数下熔覆表面达到的温度范围,反馈至控制系统。
结合图1所示的激光熔覆修复加工系统,还提出一种基于热时效处理的激光熔覆工艺包括以下步骤:
(1)将熔覆件和平板试样依次进行打磨、清洗和烘干处理;
(2)采用卡盘夹具将处理好的平板试样进行装夹,卡盘夹具下方设置加热装置,所述加热装置被设置通过一控温系统进行加热温度控制;
(3)将温度传感器置于平板试样待熔覆区域附近,用于检测熔覆温度;
(4)调节送粉器参数,进行金属粉末送粉测试,设定对应激光熔覆工艺参数,在平板试样上进行单道激光熔覆测试,并记录下对应熔覆工艺参数下的熔覆表面达到的温度范围,并将记录的温度范围反馈值所述控温系统;
(5)待平板试样冷却后取下,将熔覆件装夹在卡盘夹具上,控温系统根据前述记载的温度范围控制加热装置的加热温度,对熔覆件进行动态控温,使熔覆件的整体温度维持在激光熔覆所达到的温度区间之间;
(6)设定对应激光熔覆工艺参数,在熔覆件表面进行激光熔覆;
(7)熔覆结束后,控温系统控制停止加热,并缓慢冷却至室温。
下面结合附图所示,更加具体地描述其在损伤H13热作模具钢基体进行表面熔覆修复的工艺过程。
利用上述加工方法在损伤H13热作模具钢基体进行表面熔覆修复的实例,试样尺寸为50mm×30mm×2mm,选用H13热作模具钢粉末作为熔覆材料,具体修复加工工艺包括:
(1)使用车床车削掉损伤H13热作模具钢基体表面疲劳层,然后对其进行打磨、清洗和烘干,同时准备一块平板试样,同样对试样表面进行打磨、清洗和烘干;
(2)采用卡盘夹具将处理好的平板试样装夹在距离平板试样上表面1/3位置处,同时将热电偶温度传感器与激光熔覆头固定在一起,保持同步运动,热电偶传感器的热端测试点置于距离平板试样熔覆光斑10mm位置处,用于熔覆温度检测;
(3)将所需熔覆粉末进行研磨至平均粒径5um≤a≤10um,将粉末置于干燥箱中100-200℃干燥6h;
(4)调节送粉器送粉速度为1rad/min,进行送粉测试,设定激光熔覆工艺参数为:激光功率2.0KW、扫描速度8mm/s、光斑直径2.4mm、搭接率10%、保护气Ar 3.5L/min、离焦量为270mm,在平板试样上进行单道激光熔覆测试,并记录下该熔覆工艺参数下熔覆表面达到的温度范围H;
(5)待平板试样冷却后取下,将熔覆件装夹在卡盘夹具上,夹具装夹在距离熔覆件上表面1/3位置处。热电偶温度传感器与熔覆头固定位置不变,保持同步运动。传感器热端测试点置于距离平板试样熔覆光斑10mm位置处,同时将温度输出显示端连接控制系统,控制系统通过控温系统控制电阻丝加热器进行动态控温,然后通过控制系统调节电阻丝加热温度将熔覆件加热温度至激光熔覆所达到的温度区间H,实时将温度反馈到控制系统,再通过控制系统调节加热温度进行动态保温,使熔覆件的整体温度一直维持在激光熔覆所达到的温度区间H之间;
(6)保持设定的激光熔覆工艺参数不变,送粉器送粉速度不变,在熔覆件表面进行两层激光熔覆,熔覆层厚度1mm,熔覆过程中温度实时监测,通过控制系统终端动态控制调整,保证在温度区间H范围内;
(7)熔覆结束后,控制系统控温进行缓慢冷却至室温。
为了测试熔覆结果,对上述熔覆试样进行线切割,取其截面做金相组织观察,如图2、3、4所示:从图中可以看出热影响区减小,激光熔覆裂纹和气孔等缺陷明显消除,熔覆效果显著增强,结合区域晶粒较为粗大,晶粒多以枝状晶和胞状晶形式存在;从图5的残余应力对比图可以看出,传统的激光熔覆,在熔覆层诱导产生了大量的残余拉应力,这对零件的疲劳寿命存在不好的影响,然而基于热时效处理的激光熔覆工艺则使得激光熔覆产生的大量残余拉应力得到释放。
由此可见,通过本发明的热时效处理的激光熔覆加工工艺,可减小熔覆过程中由于基体受热不均,温度梯度大形成的温差,进而抑制熔覆裂纹和气孔缺陷的产生。通过全程恒温熔覆,同时在熔覆结束后保温控制降温,减少熔覆层由于冷却不均匀出现残余拉应力。
虽然本发明已以较佳实施例揭露如上,然其并非用以限定本发明。本发明所属技术领域中具有通常知识者,在不脱离本发明的精神和范围内,当可作各种的更动与润饰。因此,本发明的保护范围当视权利要求书所界定者为准。
- 基于热时效处理的激光熔覆工艺与激光熔覆修复加工系统
- 基于热时效处理的激光熔覆修复加工系统