一种视觉引导的多工位机器人焊接纠偏装置及方法
文献发布时间:2023-06-19 10:57:17
技术领域
本发明属于机器人焊接技术领域,且更具体地涉及一种视觉引导的多工位机器人焊接纠偏装置及方法。
背景技术
焊接机器人目前已广泛应用在汽车制造业,汽车底盘、座椅骨架、导轨、消声器以及液力变矩器等焊接,尤其在汽车底盘焊接生产中得到了广泛的应用。应用机器人焊接后,大大提高了焊接件的外观和内在质量,并保证了质量的稳定性和降低劳动强度,改善了劳动环境。虽然焊接机器人在现代工业中发挥着至关重要的作用,但是焊接机器人在需要提高焊接精度时,对工件的工装夹具要求高特别高,某些大型的焊接工件所需要的工装夹具根本达不到所需要的夹持精度来保证焊接的准确性。还有一些焊接件的材质偏软,通过工装夹具夹持后材质发生一些不易察觉的形变。
在上述技术问题中,如果机器人要在高精度条件下对焊接件进行焊接,仅仅依靠夹具根本难以保证当前工件的焊接位置不发生改变,从而直接影响焊接精度,导致焊接产品良率下降,甚至造成焊接件直接报废。
发明内容
针对上述技术的不足,本发明公开一种视觉引导的多工位机器人焊接纠偏方法,通过视觉和激光位移传感器对当前焊接点进行焊接纠偏,通过机器人带有激光位移传感器和工业相机,通过激光位移传感器和工业相机保证当前焊接工件焊缝的焊接精度。从而解决了现有技术中,当夹具夹持定位精度不高或者夹持后待焊接工件变形引起的焊接不良和焊接报废的技术缺陷。
为实现解决上述技术问题,本发明提供如下技术方案:
一种视觉引导的多工位机器人焊接纠偏装置,其中包括:
PLC控制器,用于控制机器人控制器、激光位移传感器、视觉控制系统的工作状态;
机器人控制器,用于直接控制机器人的运动轨迹,同时与焊机和所述PLC控制器进行通讯;
位移传感器,用于检测摄像单元焊接点与示教点是否处于同一高度取像,并检测焊接点局部凹陷以及焊接位置上焊接精度出现的偏差;
视觉控制系统,通过设置取像装置的参数以控制取像装置拍照的动作;
光源控制器,用来控制光源的亮或者灭,或者用于调节光源的明度或者暗度,通过改变电流的大小来控制光源的明暗程度;和
取像装置,用于通过软触发进行拍照取像,拍摄得照片通过TCP/IP协议上传到上位机指定图像处理区域中;其中:
所述PLC控制器分别与所述机器人控制器、位移传感器、光源控制器和视觉控制系统连接。
作为本发明进一步的实施例,所述位移传感器为非接触式激光位移传感器。
作为本发明进一步的实施例,所述取像装置为工业相机。
作为本发明进一步的实施例,所述PLC控制器分别与所述机器人控制器、位移传感器、光源控制器和视觉控制系统连接方式为ProfiNet通讯、ProfiBus通讯、CAN总线通讯、Ethernet通讯、DeviceNet通讯或者TCP/IP通讯。
为实现解决上述技术问题,本发明还提供如下技术方案:
一种视觉引导的多工位机器人焊接纠偏方法,包括以下步骤:
(10)焊接准备,将待焊接的工件上料夹持,所有机器人位置在原点位置;
将机器人控制器、激光位移传感器、视觉控制系统的工作状态处于启动状态;
通过所述机器人控制器直接控制机器人的运动轨迹,同时与焊机和所述PLC控制器进行通讯;
通过位移传感器检测摄像单元焊接点与示教点是否处于同一高度取像,并检测焊接点局部凹陷以及焊接位置上焊接精度出现的偏差;
通过视觉控制系统设置取像装置的参数以控制取像装置拍照的动作;
通过光源控制器控制光源的亮或者灭,或者用于调节光源的明度或者暗度,通过改变电流的大小来控制光源的明暗程度;
通过取像装置进行软触发、拍照取像,拍摄得照片通过TCP/IP协议上传到上位机指定图像处理区域中;
(20)执行纠偏,操作人员在人机交互界面HMI上选择焊接的配方和待焊接工件的型号,并自动运行程序,通过TCP/IP或者RS485通讯方式与PLC控制器通讯,用来实现人机面对面交互作用;
(30)运行程序,机器人控制器、激光位移传感器、视觉控制系统开始工作,机器人控制器控制机器人的工作,使机器人首先到达预先设置好的取像位置后触发激光位移传感器动作,激光位移传感器读取当前相机取像的高度值,视觉控制系统设置取像装置的参数并控制取像装置拍照的动作;
(40)读取程序,相机取像完成后,视觉系统首先判断该图像是否为当前需要焊接工件的图像和完成图像分析,并得出该焊缝的焊接起始点X,Y方向的坐标值和角度值;
(50)纠偏判断,通过视觉控制系统首先判断拍照的图像是否与所选焊接件型号匹配,如果相机拍摄的图像与所选型号不匹配,则机器人马上停止焊接,并回原点后断开机器人使能,整套设备报警提示操作人员上料错误;通过图像轮廓对比,确保所焊接型号正确,从而避免因为上错物料而导致焊接报废的恶性事件发生;当相机拍摄图像与焊接所选型号匹配,则视觉控制系统就会将计算得到正确的X,Y偏移坐标发送到PLC控制器,从而分配到每一台焊接的机器人控制器中。
作为本发明进一步的实施例,所述视觉控制系统控制下的视觉焊接引导流程包括以下步骤:
(200)机器人携带相机及光源到达机器人示教后的拍照位置,该位置在焊接前机器人示教时取得;
(210)当机器人到达拍照点后,激光位移传感器触发,获取当前拍照点到需要引导焊接工件得表面;激光位移传感器将获取到的当前高度值模拟量信号传输给PLC控制器,PLC控制器根据激光位移传感器采集到的值经过模数转换成实际的高度值;
(220)PLC控制器将采集到的激光位移传感器高度通过计算后与示教的高度值进行对比计算,其中的计算公式为:
偏差值H"=采集值H-标定值H′ (1)
(230)根据公式(1)计算当前激光位移传感器到工件的高度偏差,如果高度偏差大于阈值,则调用机器人高度补偿程序;
(240)当前拍照高度一致后,PLC控制器触发光源开启,相机拍照,拍照后将当前拍摄图像上传到工控机指定位置;
(250)取像装置取像完成后,将图像上传到工控机图像处理位置,图像处理软件根据拍摄图像找到需要引导的焊缝,再通过视觉算法计算出当需要引导焊接焊缝的角度和起始点坐标等数据,将计算后的值传到PLC,PLC再传给机器人来引导焊缝焊接。
作为本发明进一步的实施例,所述视觉算法包括以下步骤:
(1)转换:首先通过相机拍摄带有固定间距图案阵列平板或者标定板、经过标定算法将像素坐标转换为实际的坐标尺寸。
(2)标定:焊接的标准工件上夹具后,相机拍照后图像采用PatMax算法,通过相机拍照得到的图像根据PatMax算法搜索出需要焊接焊缝的标准轮廓,并从标准轮廓中得到焊接起始点的X,Y坐标或者原点坐标。
(3)计算:在正式实施引导焊接时候,相机拍照后图像根据上述算法得到焊接焊缝起始点的实际坐标值,该实际坐标值与原点坐标的偏差为所需要引导焊接的焊缝偏。
作为本发明进一步的实施例,机器人通过焊缝角度和坐标位置通过欧拉角公式来计算出当前新的焊接坐标及焊接的姿势等参数。
作为本发明进一步的实施例,所述欧拉角公式的计算方法包括以下步骤:
(300)通过激光位移传感器获取当前焊接Z轴的当前高度偏差值;
(310)取像装置到达拍照位置后,拍摄当前需要焊接引导的实时照片,再将取得的图像上传到视觉处理软件,视觉处理软件通过欧拉角公式算法,计算出当前焊缝的角度Z及X、Y轴的相关数据;
(320)机器人通过计算当前焊点的X、Y坐标及当前姿态数据;
其中:
Or_x:=Euler(x,示教点位置数据)得到示教点的X角度。
Or_y:=Euler(y,示教点位置数据)得到示教点的Y角度。
Or_z:=Euler(z,示教点位置数据)得到示教点的Z角度。
(330)将相机所得当前X、Y的偏差值赋值给当前机器人X、Y的焊接参数;
当前焊接位置数据.Trans.x:=相机拍摄处理后X值;
当前焊接位置数据.Trans.y:=相机拍摄处理后Y值;
当前焊缝角度Or_z:=Or_z+相机拍摄角度;
(340)根据公式(330)得到机器人新的焊接姿态;
机器人新焊接姿态.rot:=OrientZYX(Or_z,Or_y,Or_x);
作为本发明进一步的实施例,视觉控制系统控制多台机器人协作焊接引导的方法包括以下步骤:
(400)多台机器人到达预先示教的地点,当多台机器人到达各个需要视觉焊接引导的地点时候,PLC通过判断和控制机器人上的视觉系统运作,为了保证生产节拍,采取机器人视觉系统运行的先后顺序的方式是优先到达优先运行视觉系统,当多台机器人同时到达时候按照机器人顺序编号来控制拍照顺序;
(410)多台机器人到达指定拍照点后,PLC控制拍照系统拍照取像,拍照取像完成后,按照相机的内部编号,将图像依次传输到视觉处理系统的不同位置分析处理;
(420)视觉控制系统通过视觉计算方法,计算出每一个机器人上相机采集到的图像的角度及其坐标信息,然后将这些数据信息与对应所带相机的机器人编号捆绑打包;
(430)视觉控制系统将捆绑打包数据通过TCP/IP协议传输给PLC控制器中,PLC控制器将接收到的数据解包后,再判断该数据包是对应的哪一台机器人视觉采集所得,再将对应的数据传输到对应的机器人控制器中;
(440)焊接机器人接收到视觉控制系统发过来当前焊缝的数据,通过机器人欧拉角定向公式计算出获得当前新的焊接点的坐标及姿态,再通过新的坐标及姿态对焊缝进行准确的焊接。
与现有技术相比,本发明的有益效果是:
本发明能够准确地依靠工装夹具定位,并能够解决焊接工件在焊接夹装后发生形变的问题,提高了焊接的准确率和一致性,通过视觉和激光位移传感器提高了焊接点的准确定位。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制,在附图中:
图1为本发明一种视觉引导的多工位机器人焊接纠偏装置的硬件结构示意图;
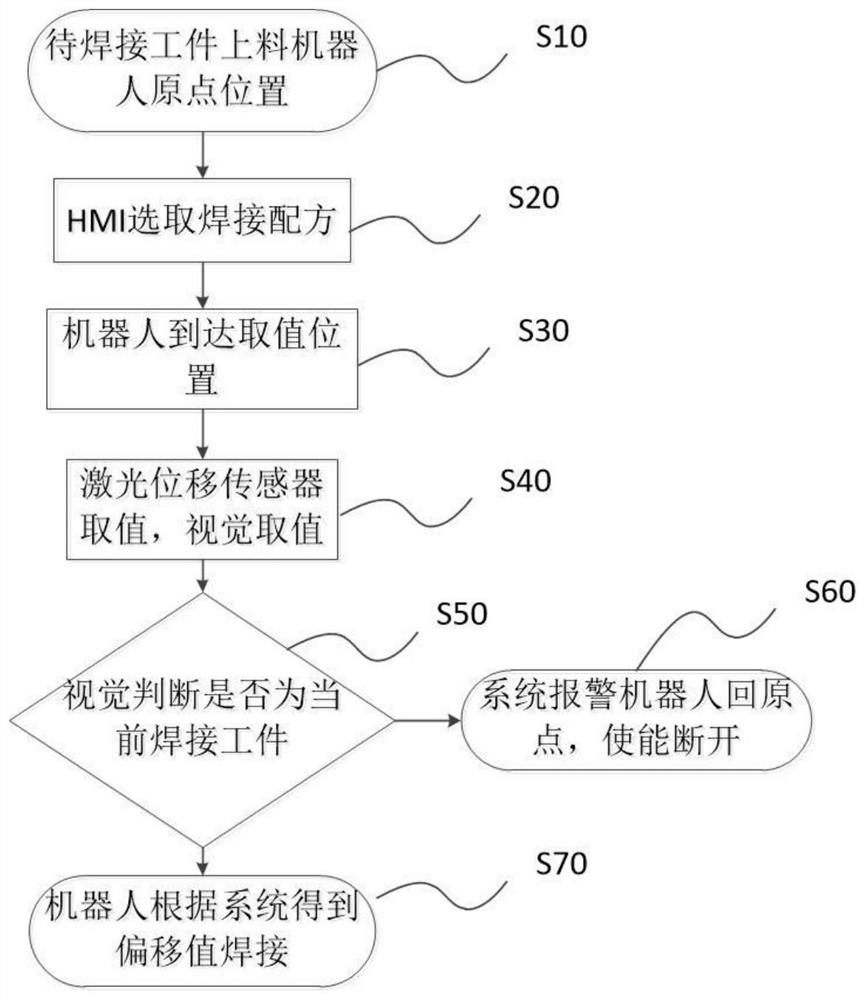
图2为本发明一种视觉引导的多工位机器人焊接纠偏方法的流程结构示意图;
图3为本发明中通过激光位移传感器来保证相机拍摄高度一致的流程示意图;
图4为本发明提供的一种通过视觉系统处理后的坐标值,机器人根据计算得出新的焊接姿态的流程图;
图5为本发明一种保证多台机器人焊接纠偏数据正确的数据绑定流程示意图。
具体实施方式
为了使本发明的目的、技术方案和优点更加清楚,下面结合附图对本发明具体实施例作进一步的详细描述。可以理解的是,此处所描述的具体实施例,仅仅用于解释本发明的目的、技术方案,而非对本发明的目的、技术方案的限定。
另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部内容。在更加详细地讨论示例性实施例之前,应当提到的是,一些示例性实施例被描述成作为流程图描绘的处理或方法。虽然流程图将各项操作(或步骤)描述成顺序的处理,但是其中的许多操作可以被并行地、并发地或者同时实施。此外,各项操作的顺序可以被重新安排。当其操作完成时所述处理可以被终止,但是还可以具有未包括在附图中的附加步骤。所述处理可以对应于方法、函数、规程、子例程、子程序等等。
实施例一
如图1所示,一种视觉引导的多工位机器人焊接纠偏装置,包括:
PLC控制器S120,用于控制机器人控制器S100、激光位移传感器S110、视觉控制系统S130的工作状态;PLC控制器S120为该焊接引导系统的中间控制核心部分,它不只是对气缸等夹具进行有效的控制,它还能与机器人通过TCP/IP通讯;PLC控制器S120将视觉控制系统S130发送的检测点焊缝坐标发送给机器人,同时也可以控制机器人的启停;PLC控制器S120与视觉控制系统S130通过UDP通讯,视觉控制系统S130把相机采集到的焊缝坐标发送到PLC控制器S120中;PLC控制器S120还能通过I/O点信号控制光源控制器,当机器人带着相机到达拍照位置后,机器人有一个到位信号给PLC控制器,PLC控制器S120通过到位信号来控制光源控制器的输入;
机器人控制器S100,用于直接控制机器人的运动轨迹,同时与焊机和所述PLC控制器S120进行通讯;PLC控制器S120控制焊机的起弧,送丝,焊接的电流等焊接参数,它直接与焊机进行点对点通讯,所述PLC控制器S120分别与所述机器人控制器S100、位移传感器S110、光源控制器S140和视觉控制系统S130连接方式为ProfiNet通讯、ProfiBus通讯、CAN总线通讯、Ethernet通讯、DeviceNet通讯或者TCP/IP通讯;本实施例选取ABB机器人进行焊接作业,它与PLC进行TCP/IP通讯时候,一定要保证机器人开启616-1PC interface服务,TCP/IP通讯用于OSI参考模型应用层(Application Layer)的用户程序和网络传输层(Transport Layer)之间数据交换的通讯协议,其传输层(Transport Layer)和数据链路层(Data Link Layer)之间的数据交换均采用IP(Internet Protocol,网际协议),PLC控制器S120通过TCP/IP协议控制机器人启停,将视觉偏移数据发送给机器人等任务;
位移传感器S110,用于检测摄像单元S150焊接点与示教点是否处于同一高度取像,并检测焊接点局部凹陷以及焊接位置上焊接精度出现的偏差;激光位移传感器S110测量完数据后通过4-20MA的模拟量电流传输到PLC控制器模拟量输入模块中,PLC控制器S120将模拟量值转换成可读的数字量值,PLC控制器S120判断检测数值来控制机器人Z轴的上下偏移;
视觉控制系统S130,通过设置取像装置S150的参数以控制取像装置S150拍照的动作;视觉控制系统S130为本发明的重点,视觉控制系统S130由图像处理软件与数据处理软件组成,它能对相机拍照上传上来的照片先进行辨别,判断该焊接点是否为正确的焊接点,然后才从图像中获取当前需要焊接焊缝的起始点坐标,然后通过UDP协议将检测的数据发送到PLC控制器S120中;视觉控制系统S130还可以直接控制相机的一些参数,比如调节相机的曝光度,触发时间等参数值;
光源控制器S140,用来控制光源的亮或者灭,或者用于调节光源的明度或者暗度,通过改变电流的大小来控制光源的明暗程度;光源的种类也有不同种,按照光源光照范围来分有环形光源,条光源,和面板光源。按照光源的类型也可分为红外线光源和可见光光源。本实施例中机器人焊接的材料是铝质材料,选用蓝色的面板光源;光源控制器S140与上位机通讯的方式有很多,有I/O控制,串口通讯控制和通过网络控制,该实施例中PLC通过I/O控制的方式来控制光源的亮/灭;
取像装置S150,用于通过软触发进行拍照取像,拍摄得照片通过TCP/IP协议上传到上位机指定图像处理区域中;其中:
所述PLC控制器S120分别与所述机器人控制器S100、位移传感器S110、光源控制器S140和视觉控制系统S130连接。
在上述实施例中,所述位移传感器S110为非接触式激光位移传感器。
在上述实施例中,所述取像装置S150为工业相机。
实施例二
如图2所示,一种视觉引导的多工位机器人焊接纠偏方法,包括以下步骤:
(10)焊接准备,将待焊接的工件上料夹持,所有机器人位置在原点位置;
将机器人控制器S100、激光位移传感器S110、视觉控制系统S130的工作状态处于启动状态;
通过所述机器人控制器S100直接控制机器人的运动轨迹,同时与焊机和所述PLC控制器S120进行通讯;
通过位移传感器S110检测摄像单元S150焊接点与示教点是否处于同一高度取像,并检测焊接点局部凹陷以及焊接位置上焊接精度出现的偏差;
通过视觉控制系统S130设置取像装置S150的参数以控制取像装置S150拍照的动作;
通过光源控制器S140控制光源的亮或者灭,或者用于调节光源的明度或者暗度,通过改变电流的大小来控制光源的明暗程度;
通过取像装置S150进行软触发、拍照取像,拍摄得照片通过TCP/IP协议上传到上位机指定图像处理区域中;
在本步骤中,本领域技术人员可以理解的是,待焊接工件在夹具夹持的状态下再焊接相对于机器人视觉引导焊接来说只是一个初定位,同时也保证工件在焊接过程中始终稳固可靠。工件夹持系统可以使用气缸、电缸,等执行元件实现,通过PLC控制单元控制。在焊接前必须让所有焊接机器人在原点位置,等待焊接指令触发。
(20)执行纠偏,操作人员在人机交互界面HMI上选择焊接的配方和待焊接工件的型号,并自动运行程序,通过TCP/IP或者RS485通讯方式与PLC控制器通讯,用来实现人机面对面交互作用。
一般来说,为了让选择焊接工件及焊接配方的直观,简单性,本发明选取人机交互界面,也就是HMI来实现。人机交互设备具有程序及配方存储功能,它能直接通过TCP/IP或者RS485通讯方式与PLC控制器通讯,用来实现人机面对面交互作用。选择好待焊接件的型号及配方后,直接点击人机交换界面上的开始焊接按钮,机器人开始对焊接件进行焊接。
(30)运行程序,机器人控制器S100、激光位移传感器S110、视觉控制系统S130开始工作,机器人控制器S100控制机器人的工作,使机器人首先到达预先设置好的取像位置后触发激光位移传感器S110动作,激光位移传感器S110读取当前相机取像的高度值,视觉控制系统S130设置取像装置S150的参数并控制取像装置S150拍照的动作。
一般来说,相机取像的高度直接影响到相机视野的大小及所引导焊缝的具体坐标值的精度,如果相机的拍摄高度与机器人相机取像示教的高度相差很大,就会引起相机拍摄视野的变化,从而影响到检测焊缝的坐标精度,从而导致引导焊接失败。
在本实施例中,通过激光位移传感器S110来保证当前相机的取像位置与相机示教时候的取像位置高度一直,如果高度有所偏差,激光位移传感器就会将偏差数据发送给PLC,PLC得到数据通过A/D转换将模拟量值转换为高度偏差值传送给机器人控制器S100。
机器人控制器S100通过激光位移传感器S110采集到的高度偏差来决定新的拍照位置,当机器人移动到新的拍照位置后,再进行拍照,这样就能有效且精准的保证当前相机拍摄的高度值与最初设定的高度值一直,保证拍照的图像更准确。
(40)读取程序,相机取像完成后,视觉系统首先判断该图像是否为当前需要焊接工件的图像和完成图像分析,并得出该焊缝的焊接起始点X,Y方向的坐标值和角度值;在拍摄图像时候,需点亮控制光源,打完光拍照的图像更加清晰,得到图像后图像处理单元对图像进行处理,判断该图像是否正确和得出该图像中焊缝位置的坐标信息。
(50)纠偏判断,通过视觉控制系统S130首先判断拍照的图像是否与所选焊接件型号匹配,如果相机拍摄的图像与所选型号不匹配,则机器人马上停止焊接,并回原点后断开机器人使能,整套设备报警提示操作人员上料错误;通过图像轮廓对比,确保所焊接型号正确,从而避免因为上错物料而导致焊接报废的恶性事件发生;当相机拍摄图像与焊接所选型号匹配,则视觉控制系统S130就会将计算得到正确的X,Y偏移坐标发送到PLC控制器S120,从而分配到每一台焊接的机器人控制器中。本发明在焊接前,对每一个不同型号的焊接件都要进行视觉取像,通过图像轮廓对比来判断当前图像是否与焊接所选的型号是否匹配。
如图3所示,所述视觉控制系统S130控制下的视觉焊接引导流程包括以下步骤:
(200)机器人携带相机及光源到达机器人示教后的拍照位置,该位置在焊接前机器人示教时取得。在本步骤中,机器人在示教时,首先定好需要焊接引导的位置,机器人带着相机到达指定位置上方合适地点,调节好相机的焦距及光圈值得大小,手动开启光源并触发相机拍摄照片,拍摄得图像应当包含整个需要焊接引导得当前区域。需要保证当前示教后拍摄得图像清晰。在调节好相机后,记录当前激光位移传感器得值,定当前值为该示教点得高度初始值。
(210)当机器人到达拍照点后,激光位移传感器S110触发,获取当前拍照点到需要引导焊接工件得表面;激光位移传感器S110将获取到的当前高度值模拟量信号传输给PLC控制器S120,PLC控制器S120根据激光位移传感器S110采集到的值经过模数转换成实际的高度值;
(220)PLC控制器S120将采集到的激光位移传感器高度通过计算后与示教的高度值进行对比计算,其中的计算公式为:
偏差值H"=采集值H-标定值H′(1)
(230)根据公式(1)计算当前激光位移传感器S110到工件的高度偏差,如果高度偏差大于阈值,则调用机器人高度补偿程序;机器人通过高度偏差值在Z轴方向上线性移动偏差高度,保证当前相机拍照高度与机器人示教标定时的拍照高度一致。避免因为拍照高度误差导致图像畸变从而引起相机拍照测量数据不准确。
(240)当前拍照高度一致后,PLC控制器S120触发光源开启,相机拍照,拍照后将当前拍摄图像上传到工控机指定位置;
(250)取像装置S150取像完成后,将图像上传到工控机图像处理位置,图像处理软件根据拍摄图像找到需要引导的焊缝,再通过视觉算法计算出当需要引导焊接焊缝的角度和起始点坐标等数据,将计算后的值传到PLC,PLC再传给机器人来引导焊缝焊接。
在本发明中:所述视觉算法为所述视觉算法包括以下步骤:
(1)转换:首先通过相机拍摄带有固定间距图案阵列平板或者标定板、经过标定算法将像素坐标转换为实际的坐标尺寸。
(2)标定:焊接的标准工件上夹具后,相机拍照后图像采用PatMax算法,通过相机拍照得到的图像根据PatMax算法搜索出需要焊接焊缝的标准轮廓,并从标准轮廓中得到焊接起始点的X,Y坐标或者原点坐标。
(3)计算:在正式实施引导焊接时候,相机拍照后图像根据上述算法得到焊接焊缝起始点的实际坐标值,该实际坐标值与原点坐标的偏差为所需要引导焊接的焊缝偏。
如图4所示,机器人通过焊缝角度和坐标位置偏差通过欧拉角公式来计算出当前新的焊接坐标及焊接的姿势等参数。包括以下步骤:
(300)通过激光位移传感器S110获取当前焊接Z轴的当前高度偏差值;
(310)取像装置S150到达拍照位置后,拍摄当前需要焊接引导的实时照片,再将取得的图像上传到视觉处理软件,视觉处理软件通过欧拉角公式算法,计算出当前焊缝的角度Z及X、Y轴的相关数据;
(320)机器人通过计算当前焊点的X、Y坐标及当前姿态数据;
其中:
Or_x:=Euler(x,示教点位置数据)得到示教点的X角度。
Or_y:=Euler(y,示教点位置数据)得到示教点的Y角度。
Or_z:=Euler(z,示教点位置数据)得到示教点的Z角度。
(330)将相机所得当前X、Y的偏差值赋值给当前机器人X、Y的焊接参数;
当前焊接位置数据.Trans.x:=相机拍摄处理后X值;
当前焊接位置数据.Trans.y:=相机拍摄处理后Y值;
当前焊缝角度Or_z:=Or_z+相机拍摄角度;
(340)根据公式(330)得到机器人新的焊接姿态;
机器人新焊接姿态.rot:=OrientZYX(Or_z,Or_y,Or_x);
在本发明中,视觉控制系统S130控制多台机器人协作焊接引导的方法包括以下步骤:
(400)多台机器人到达预先示教的地点,当多台机器人到达各个需要视觉焊接引导的地点时候,PLC通过判断和控制机器人上的视觉系统运作,为了保证生产节拍,采取机器人视觉系统运行的先后顺序的方式是优先到达优先运行视觉系统,当多台机器人同时到达时候按照机器人顺序编号来控制拍照顺序;
(410)多台机器人到达指定拍照点后,PLC控制拍照系统拍照取像,拍照取像完成后,按照相机的内部编号,将图像依次传输到视觉处理系统的不同位置分析处理;
(420)视觉控制系统S130通过视觉计算方法,计算出每一个机器人上相机采集到的图像的角度及其坐标信息,然后将这些数据信息与对应所带相机的机器人编号捆绑打包;
(430)视觉控制系统S130将捆绑打包数据通过TCP/IP协议传输给PLC控制器S120中,PLC控制器S120将接收到的数据解包后,再判断该数据包是对应的哪一台机器人视觉采集所得,再将对应的数据传输到对应的机器人控制器S100中;
(440)焊接机器人接收到视觉控制系统S130发过来当前焊缝的数据,通过机器人欧拉角定向公式计算出获得当前新的焊接点的坐标及姿态,再通过新的坐标及姿态对焊缝进行准确的焊接。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种视觉引导的多工位机器人焊接纠偏装置及方法
- 一种激光视觉引导的焊接机器人全自动运动自标定方法