一种塑料封条锁芯自动检测装配激光打印一体设备
文献发布时间:2023-06-19 10:57:17
技术领域
本发明涉及塑料封条装配技术领域,尤其涉及一种塑料封条锁芯自动检测装配激光打印一体设备。
背景技术
现有塑料封条安装锁芯,一般采用人工操作,而锁芯相对较小,在人为长时间操作过程中,容易造成部分锁芯正方面放置在锁芯孔内出错现象,导致塑料封条不能使用,且人工一个一个将锁芯放入到塑料封条内操作效率低。现有塑料封条安装锁芯装配设备只能机械化装配锁芯,而且装配的锁芯易掉,没有自动检测是否装配正确,也不能对塑料封条上激光打印标签。因此,需要机械化将锁芯安装在塑料封条内,还能自动检测装配是否正确和确保锁芯装配后不掉,还能对塑料封条激光打印标签的一体化设备。
发明内容
本发明旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明的一个目的在于提出一种塑料封条锁芯自动检测装配激光打印一体设备,用于解决现有塑料封条的锁芯装配没有自动检测,且装配锁芯易掉,还不能对装配锁芯的塑料封条进行激光打印标签的问题。
根据本发明提出的一种塑料封条锁芯自动检测装配激光打印一体设备,包括:
工作台,用于安装装配机构及控制系统;
锁芯输送机构,包括振动盘和锁芯送料装置,所述锁芯送料装置包括锁芯接收结构和锁芯安装结构,所述振动盘通过锁芯输送通道输入到锁芯接收结构,所述锁芯安装结构将锁芯接收结构内锁芯转移安装在塑料封条的锁芯孔内;
检测机构,所述检测机构上设有检测头,所述检测头用于检测塑料封条的锁芯孔内是否安放有锁芯;
热压机构,所述热压机构上设有热压模具,所述热压模具用于将锁芯孔内锁芯热压粘在孔内;
激光打印机构,包括打印显示屏和激光打印结构,所述激光打印结构包括上下对称的上激光打印机构和下激光打印结构,所述上激光打印机构和下激光打印结构分别对装配好锁芯的塑料封条的正面和背面激光打印标签;
出料机构,所述出料机构包括卸料结构和出料轨道,所述卸料结构将激光打印完标签的塑料封条推入到出料轨道内;
回转盘,所述回转盘上一周设有若干塑料封条加紧结构,所述会转盘下方设有驱动结构,所述驱动结构用于驱动回转盘转动,所述会转盘一侧设有夹紧装置,所述夹紧装置驱动塑料封条加紧结构对塑料封条进行夹紧;
控制系统,所述控制系统包括控制器和操控界面,所述控制器设置在工作台下方,所述操控界面设置在工作台上方并与控制器电性相连。
在本发明的一些实施例中,所述锁芯接收结构包括接收台、活动舌和抽拉气缸,所述接收台一侧设有锁芯入口,所述接收台上设有活动槽,所述活动槽内放置有活动舌,所述活动舌上设有锁芯缺口,所述抽拉气缸通过连接头与活动舌一端连接,所述接收台上设有盖板,所述盖板上设有锁芯出口。
在本发明的另一些实施例中,所述锁芯安装结构包括第一安装气缸、第二安装气缸、锁芯插杆和插杆安装板,所述插杆安装板上安装有锁芯插杆,所述插杆安装板固定在第二安装气缸的气缸轴上,所述第二安装气缸通过安装架安装在移动板上,所述移动板安装在两条滑轨上,所述第一安装气缸驱动移动板在两条滑轨上滑动。
在本发明的另一些实施例中,所述锁芯接收结构远离振动盘一侧设有塑料封条校正结构,所述塑料封条校正结构包括校正气缸和校正板,所述校正板安装在校正气缸的气缸轴上。
在本发明的另一些实施例中,所述检测机构包括检测板、检测头和检测板驱动气缸,所述检测板上设有检测头,所述检测板安装在检测板驱动气缸的气缸轴上,所述检测板驱动气缸固定在检测安装柱上。
在本发明的另一些实施例中,所述热压机构包括热压模块、热压驱动气缸和热压安装架,所述热压模块下方设有热压头,所述热压模块安装在模块安装板上,所述模块安装板安装在热压驱动气缸的气缸轴上,所述模块安装板两侧设有限位柱,所述热压驱动气缸安装在热压安装架上,所述限位柱活动的插入热压安装架上。
在本发明的另一些实施例中,所述上激光打印机构和下激光打印结构分别设在工作台上方和下方,所述上激光打印机构包括打印控制盒和激光打印头,所述打印控制盒安装在打印安装柱上,所述激光打印头安装在打印控制盒前端,所述激光打印头下方设有激光打印针,所述打印安装柱顶部设有升降转盘,转动所述升降转盘以升降所述打印控制盒。
在本发明的另一些实施例中,所述出料机构包括卸料板、第一出料气缸、第二出料气缸和出料安装架,所述卸料板下方设有插针,所述卸料板安装在第一出料气缸的气缸轴上,所述出料安装架上设有安装框架,所述第二出料气缸安转在安装框架上,所述第一出料气缸通过出料安装板活动安装在安装框架上,所述第二出料气缸的气缸轴与出料安装板固定连接。
在本发明的另一些实施例中,所述驱动结构包括驱动电机和回转盘安装台,所述驱动电机驱动回转盘安装台内转动结构以带动回转盘转动,所述回转盘上设有八组塑料封条加紧结构。
在本发明的另一些实施例中,所述塑料封条加紧结构包括塑料封条放置台和夹条,所述塑料封条放置台上设有限位柱,所述夹条对称插在塑料封条放置台上,所述夹紧装置包括夹紧气缸和夹条活动头,所述夹条和夹条活动头均为磁铁。
本发明中,能自动筛选锁芯正反面,能够准确的装配到塑料封条的锁芯孔内,并用检测机构对塑料封条进行检测,看是否装配有锁芯,达到自动检测装配锁芯完成与否,然后对装配锁芯的塑料封条进行热压(多锁芯孔位置进行热压,锁芯是铁,将被加热,以使其将塑料部分熔化裹在锁芯上),以使得锁芯稳定在锁芯孔内,然后,利用激光打印机构多塑料封条正反面进行激光打印标签,最后,通过出料机构将完成装配的塑料封条进行卸料,达到一体化装配塑料封条的效果,装配效率高,装配准确度高。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
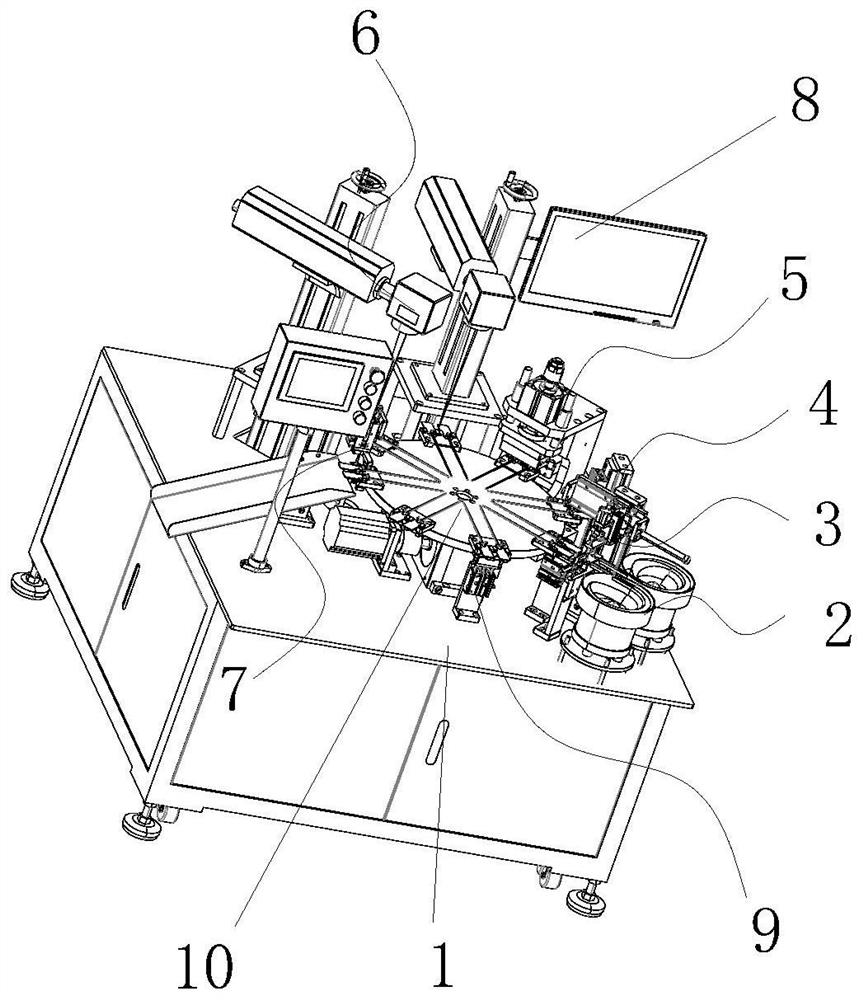
图1为本发明提出的一种塑料封条锁芯自动检测装配激光打印一体设备的立体结构示意图。
图2为本发明提出的锁芯输送机构的立体结构示意图。
图3为图2中A处放大示意图。
图4为图2中B处放大示意图。
图5为图2中校正结构处的放大示意图。
图6为本发明提出的检测机构的立体结构示意图。
图7为本发明提出的热压机构的侧面立体结构示意图。
图8为本发明提出的热压机构的前侧立体结构示意图。
图9为本发明提出的激光打印机构的立体结构示意图。
图10为本发明提出的出料机构的立体结构示意图。
图11为本发明提出的回转盘的结构示意图。
图12为图11C处放大示意图。
图中:1、工作台;2、振动盘;21、锁芯输送通道;3、锁芯送料装置;31、第一安装气缸;32、移动板;321、两条滑轨;33、第二安装气缸;34、插杆安装板;35、锁芯插杆;36、抽拉气缸;361、连接头;37、活动舌;38、校正气缸;381、校正板;4、检测机构;41、检测安装柱;42、检测板驱动气缸;43、检测板;44、检测头;5、热压机构;51、热压安装架;52、热压驱动气缸;53、模块安装板;531、限位柱;54、热压模块;541、热压头;6、激光打印结构; 61、打印安装柱;611、升降转盘;62、打印控制盒;63、激光打印头;631、激光打印针;7、出料机构;71、出料安装架;72、;73、第一出料气缸;74、出料安装板;75、卸料板;751、插针;8、打印显示屏;9、夹紧装置;91、夹紧气缸;92、夹条活动头;10、回转盘;101、塑料封条加紧结构;102、塑料封条放置台;103、夹条;104、限位柱。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
本发明提出的一种塑料封条锁芯自动检测装配激光打印一体设备,包括:
工作台1,用于安装装配机构及控制系统;
锁芯输送机构,包括振动盘2和锁芯送料装置3,所述锁芯送料装置3包括锁芯接收结构和锁芯安装结构,所述振动盘2通过锁芯输送通道21输入到锁芯接收结构,所述锁芯安装结构将锁芯接收结构内锁芯转移安装在塑料封条的锁芯孔内;
检测机构4,所述检测机构4上设有检测头44,所述检测头44用于检测塑料封条的锁芯孔内是否安放有锁芯;
热压机构5,所述热压机构5上设有热压模具54,所述热压模具54用于将锁芯孔内锁芯热压粘在孔内;
激光打印机构,包括打印显示屏8和激光打印结构6,所述激光打印结构6 包括上下对称的上激光打印机构和下激光打印结构,所述上激光打印机构和下激光打印结构分别对装配好锁芯的塑料封条的正面和背面激光打印标签;
出料机构7,所述出料机构7包括卸料结构和出料轨道,所述卸料结构将激光打印完标签的塑料封条推入到出料轨道内;
回转盘10,所述回转盘10上一周设有若干塑料封条加紧结构101,所述会转盘10下方设有驱动结构,所述驱动结构用于驱动回转盘10转动,所述会转盘 10一侧设有夹紧装置9,所述夹紧装置9驱动塑料封条加紧结构101对塑料封条进行夹紧;
控制系统,所述控制系统包括控制器和操控界面,所述控制器设置在工作台 1下方,所述操控界面设置在工作台1上方并与控制器电性相连。控制器为PLC 控制系统。
锁芯为金属材料制成。振动盘2为两个,即每次可以给两个塑料封条进行装配锁芯。因此,后面的检测机构4、热压机构5、激光打印机构、出料机构7都能同时对两个塑料封条进行相关操作。
所述锁芯接收结构包括接收台、活动舌37和抽拉气缸36,所述接收台一侧设有锁芯入口,所述接收台上设有活动槽,所述活动槽内放置有活动舌37,所述活动舌37上设有锁芯缺口,所述抽拉气缸36通过连接头361与活动舌37一端连接,所述接收台上设有盖板,所述盖板上设有锁芯出口。
振动盘2的锁芯输送通道21输入的锁芯进入接收台一侧的锁芯入口,当锁芯缺口正好在锁芯入口处时,锁芯被移动到锁芯缺口内(两个锁芯)。抽拉气缸36拉动活动舌37向后移动,将锁芯缺口正对在锁芯出口正下方,等待锁芯安装结构将锁芯移走。
所述锁芯安装结构包括第一安装气缸31、第二安装气缸33、锁芯插杆35 和插杆安装板34,所述插杆安装板34上安装有锁芯插杆35,所述插杆安装板 34固定在第二安装气缸33的气缸轴上,所述第二安装气缸33通过安装架安装在移动板32上,所述移动板32安装在两条滑轨321上,所述第一安装气缸31 驱动移动板32在两条滑轨321上滑动。
锁芯插杆35的底端设有磁铁。第二安装气缸33驱动插杆安装板34向下移动,将插杆安装板34上的锁芯插杆35插入到锁芯出口内,将锁芯插杆35插进锁芯内,锁芯被磁铁吸附,然后,第二安装气缸33驱动插杆安装板34向上移动,将锁芯拉出锁芯缺口,最后,第一安装气缸31驱动移动板32向塑料封条移动,锁芯插杆35移动到锁芯孔正上方时,第二安装气缸33驱动插杆安装板34向下移动,以将锁芯插杆35插入锁芯孔内,以使得锁芯卡在锁芯孔,然后,第二安装气缸33驱动插杆安装板34向上移动,将锁芯留在锁芯孔内。第一安装气缸31回拉移动板32,进行下一次移动锁芯。
所述锁芯接收结构远离振动盘2一侧设有塑料封条校正结构,所述塑料封条校正结构包括校正气缸38和校正板381,所述校正板381安装在校正气缸38的气缸轴上。
在按压锁芯进入锁芯孔时,会因为朔料封条安装位置偏差,而导致对准锁芯孔出现偏差,而无法将锁芯插入到锁芯孔内,这时,校正气缸38回拉校正板381,将校正板381抵在塑料封条上,使塑料封条向回转盘中心移动,保证其卡的位置准确,防止插入锁芯对准锁芯孔出现偏差。校正完后,等将锁芯安装插入后,再将校正板撤开。
所述检测机构4包括检测板43、检测头44和检测板驱动气缸42,所述检测板43上设有检测头44,所述检测板43安装在检测板驱动气缸42的气缸轴上,所述检测板驱动气缸42固定在检测安装柱41上。
检测头44为金属检测头,当安装完锁芯的塑料封条随着回转盘10转动到检测机构4位置时,所述检测板驱动气缸42推动检测板43向下移动,以使得其上上的检测头44插入到锁芯孔内,探测是否有金属物存在,若有,这表明装配锁芯完成。若没,将不进行后续操作,也不进行卸料,直接转动再次进行装配。
所述热压机构5包括热压模块54、热压驱动气缸52和热压安装架51,所述热压模块54下方设有热压头541,所述热压模块54安装在模块安装板53上,所述模块安装板53安装在热压驱动气缸52的气缸轴上,所述模块安装板53两侧设有限位柱531,所述热压驱动气缸52安装在热压安装架51上,所述限位柱 531活动的插入热压安装架51上。
由于锁芯是插入到锁芯孔内,极易掉落,因此,在塑料封条移动到热压机构5下方时,热压驱动气缸52驱动热压模块54下移,将热压模块54下方的热压头541插入锁芯孔内,由于锁芯为金属,会被加热,这样导致塑料封条部分熔化包裹锁芯,然后,及时将热压模块54上移,热压完成,等待下一次热压。
所述上激光打印机构和下激光打印结构分别设在工作台1上方和下方,所述上激光打印机构包括打印控制盒62和激光打印头63,所述打印控制盒62安装在打印安装柱61上,所述激光打印头63安装在打印控制盒62前端,所述激光打印头63下方设有激光打印针631,所述打印安装柱61顶部设有升降转盘611,转动所述升降转盘611以升降所述打印控制盒62。
转动升降转盘611可调节打印控制盒62上下移动,以使得激光打印头63 上下移动,而激光打印头63上激光打印针631,激光打印针贴在塑料封条上时,通过激光打印头63操控激光打印针631的移动,以使得塑料封条上被激光打印标签。而下激光打印结构与上激光打印结构对称,原理相同。
所述出料机构7包括卸料板75、第一出料气缸73、第二出料气缸72和出料安装架71,所述卸料板75下方设有插针751,所述卸料板75安装在第一出料气缸73的气缸轴上,所述出料安装架71上设有安装框架,所述第二出料气缸72 安转在安装框架上,所述第一出料气缸73通过出料安装板74活动安装在安装框架上,所述第二出料气缸72的气缸轴与出料安装板74固定连接。
当完成装配锁芯、检测、热压和激光打印标签后,将进行卸料操作,塑料封条被回转盘10转动到出料机构7时,第一出料气缸73驱动卸料板75下移,将卸料板75下方的插针751插入到锁芯孔内,然后第二出料气缸72将安装板74 向回转盘10外侧来,这时的第一出料气缸73也会被向外拉,从而将卸料板75 向外拉,插针751将塑料封条推到出料轨道上,完成卸料。然后,第一出料气缸73驱动卸料板75上移,第二出料气缸72将安装板74向回转盘10内侧移动,等待进行下次下料。
所述驱动结构包括驱动电机102和回转盘安装台,所述驱动电机102驱动回转盘安装台内转动结构以带动回转盘10转动,所述回转盘10上设有八组塑料封条加紧结构101。
驱动电机102(伺服电机)驱动转动结构(两个伞型齿轮),以达到回转盘 10定距转动。
所述塑料封条加紧结构101包括塑料封条放置台102和夹条103,所述塑料封条放置台102上设有限位柱104,所述夹条103对称插在塑料封条放置台102 上,所述夹紧装置9包括夹紧气缸91和夹条活动头92,所述夹条103和夹条活动头92均为磁铁。
需要手动将塑料封条安装在塑料封条放置台102上,这时,夹紧气缸91推动夹条活动头92向上移动,以将夹条103被上推,然后手动将塑料封条插入夹条103内,保证塑料封条抵在限位柱104,然后,夹紧气缸91下拉夹条活动头 92,而夹条103和夹条活动头92均为磁铁,夹条活动头92吸住夹条103,并将夹条103下拉,使其卡老塑料封条,最后回转盘10转动,将下移个塑料封条加紧结构101移动到夹紧装置9上方,进行下一组塑料封条安放。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种塑料封条锁芯自动检测装配激光打印一体设备
- 一种塑料封条锁芯自动检测装配激光打印一体设备