大齿轮及轴承压装机
文献发布时间:2023-06-19 11:00:24
技术领域
本发明涉及一种轨道交通的装备机械,具体与一种大齿轮及轴承压装机有关。用于动车组大齿轮压装作业(含整体式齿轮箱、分体式齿轮箱)和动车组大齿轮轴承、挡油环及集电环压装作业。
背景技术
据了解,目前还没有一台机械能在车轴上完成大齿轮和两边轴承、挡油环及集电环的压装作业。
发明内容
为了解决现有技术不足的问题,本发明提供一种大齿轮及轴承压装机,它结构合理,能有效完成大齿轮和两边轴承、挡油环及集电环的压装作业。
为了达到上述目的,本发明的技术方案是,一种大齿轮及轴承压装机,包括机架、上压装置、下压装置、移动工作台、环形工装;
所述机架为四立柱相连的轿形龙门结构,龙门上头设有上横梁,上横梁上设有上压装置,龙门下头设有下压装置,移动工作台设在下压装置之上、且可移出机架四柱之外,环形工装随机带;
所述上压装置是在上横梁中心装有上压油缸装置,油缸活塞杆上装有滑块,油缸活塞杆顶端装有顶尖装置,滑块下装有两个滑动座,滑动座上装有两个相对的半圆形压头,半圆形压头顶上设有死挡块,所述的滑块与机架立柱之间、滑动座与滑块之间、滑动座与半圆形压头之间均设有移动配合;
所述下压装置是在机架底部装有下压油缸装置,向上的活塞杆顶部装顶尖装置;
所述的移动工作台是在机架一边设有台架,台架上设有中空的台板,台板中间设有筒体压头,台板与台架间设有移动配合;
所述的移动工作台的移动配合连接有驱动组件;
所述移动配合为线性导轨与导槽配合;
本发明的有益效果是,它结构紧凑简洁,在车轴上压装大齿轮和两边轴承、挡油环及集电环,能在一机上有效完成,机械化自动化程度高,提高生产效率。
附图说明
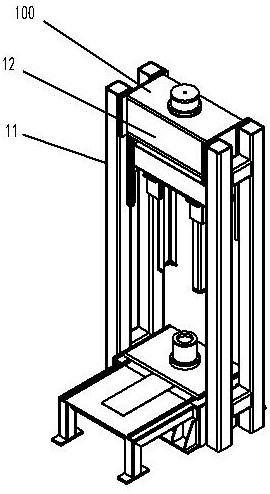
图1是本发明立体示意图。
图2是本发明主视示意图。
图3是图2A-A示意图。
图4是本发明滑动座与半圆形压头结构示意图。
图5是本发明压装大齿轮轴承示意图。
图6是本发明压装大齿轮示意图。
图7是车轴结构示意图。
图中:
100大齿轮及轴承压装机;
1机架、11立柱、12上横梁;
2上压装置、21上压油缸装置、22滑块、23顶尖装置、24滑动座、25半圆形压头、26移动配合、27死挡块;
3下压装置、31下压油缸装置;
4移动工作台、41台架、42台板,43筒体压头;
5环形工装;
6集电环;
7挡油环;
8轴承;
9大齿轮;
10齿轮箱;
11车轴。
具体实施方式
以下结合附图对本发明的实施例进行说明,应当理解,此处所描述的实施例仅用于说明和解释本发明,并不用于限定本发明。
如图1至图7所示,本发明公开了一种大齿轮及轴承压装机100,包括机架1、上压装置2、下压装置3、移动工作台4、环形工装5;
所述机架为四立柱11相连的轿形龙门结构,龙门上头设有上横梁12,上横梁上设有上压装置2,龙门下头设有下压装置3,移动工作台设在下压装置之上、且可移出机架四柱之外,环形工装随机带;
所述上压装置2是在上横梁中心装有上压油缸装置21,油缸活塞杆上装有滑块22,油缸活塞杆顶端装有顶尖装置23,滑块下装有两个滑动座24,滑动座上装有两个相对的半圆形压头25,半圆形压头顶上设有死挡块27,所述的滑块与机架立柱之间、滑动座与滑块之间、滑动座与半圆形压头之间均设有移动配合26;由于半圆形压头顶上设有死挡块,因此在分开不压装时半圆形压头是吊在滑动座上的;当合拢压装时,半圆形压头通过移动配合上升上端直顶滑动座的下端面,使之受力;
所述下压装置3是在机架底部装有下压油缸装置31,向上的活塞杆顶部装顶尖装置23;
所述的移动工作台4是在机架一边设有台架41,台架上设有中空的台板42,台板中间设有筒体压头43,台板与台架间设有移动配合26;
所述的移动工作台的移动配合连接有驱动组件,所述驱动组件可以是电动的或是油缸控制液动的(图中未示出)。
所述移动配合为线性导轨与导槽配合;
本发明设有专用的液、电控制系统,与现场的资源相接,本机工作过程如下:
大齿轮轴承压装工艺流程:
1、加热车轮侧大齿轮轴承及挡油环后,放置在本机移动工作台的筒体压头上;
2、车间行车将车轴垂直吊起套进轴承及挡油环;
3、加热电机侧轴承、挡油环和集电环,依次套入车轴上;
4、将移动工作台移到压装工位;
5、将环形工装套进车轴上;
6、人工合拢半圆形压头,启动上、下油缸,压装轴承及集电环;
7、保压结束后、快速卸压;
8、将压装完成的车轴移出工作机架;
9、用塞尺检测压装部位间隙;
10、检测合格、将车轴吊出本机工作台;
11、系统自动打印压装曲线记录表。
大齿轮压装作业工艺流程:
1、人工分开半圆形压头让位,将预组好的大齿轮的齿轮箱平吊到本机压装台位上(如果是分体式齿轮箱的,就直接将大齿轮平吊到本机工位上);
2、将车轴立吊到已放好的大齿轮上进其孔内;
3、用上、下顶尖装置顶住车轴两端,调直车轴,保证车轴与大齿轮垂直;
4、启动上、下油缸将大齿轮压装到位;
5、压装后进行保压;
6、保压结束后快速卸压;
7、用顶尖装置将车轴顶起,测量大齿轮轮毂跳动;
8、检测合格,将压装好的车轴吊出本机;
9、系统自动打印压装曲线记录表。
以上实施例仅用以说明本发明的技术方案,而非对其限制,任何对本方案的修改或替换都属于本技术方案的保护范围。
- 大齿轮及轴承压装机
- 大齿轮及轴承压装机