圆柱电池
文献发布时间:2023-06-19 11:02:01
技术领域
本发明涉及电池技术领域,具体而言,涉及一种圆柱电池。
背景技术
现有的圆柱电池的注液孔偏置,在注入电解液以及密封注液孔时不易定位,这影响了注液以及密封操作的效率。而且,圆柱电池内的一些结构在装配时不易准确定位,影响装配效率和结构可靠性。
发明内容
本发明提供了一种圆柱电池,以提高现有的圆柱电池的生产效率和结构可靠性。
为了实现上述目的,本发明提供了一种圆柱电池,包括:筒体;中心管,设置在所述筒体内;卷绕电芯,卷绕在所述中心管上;正极盖板,所述正极盖板包括主体和设置在所述主体中部的正极限位柱,所述主体和所述筒体连接,所述正极限位柱的至少一部分穿设在所述中心管的一端内,所述正极限位柱内具有注液孔,所述注液孔和所述中心管内的腔体连通,所述注液孔和所述筒体同轴设置;负极集流盘,设置在所述筒体内,所述负极集流盘包括盘体和设置在所述盘体中部的负极限位柱,所述负极限位柱的至少一部分穿设在所述中心管的另一端内。
进一步地,所述盘体和所述卷绕电芯的一端抵接,所述盘体上具有分液孔,所述负极限位柱内具有通孔,所述分液孔通过所述通孔和所述中心管内的腔体连通,以向所述中心管的外壁和所述筒体的内壁之间的区域注入电解液。
进一步地,所述圆柱电池还包括负极盖板,所述负极盖板和所述筒体的一端密封连接,所述负极盖板和所述负极集流盘之间具有分液腔,所述分液孔通过所述分液腔和所述通孔连通。
进一步地,所述分液孔为多个,多个所述分液孔分布在所述盘体的不同位置。
进一步地,所述盘体上具有凹槽,所述凹槽的开口朝向所述卷绕电芯,所述凹槽的长度方向沿所述盘体的径向设置,所述凹槽内具有多个所述分液孔,所述凹槽内的多个分液孔沿所述凹槽的长度方向间隔设置;所述凹槽为多个,多个所述凹槽环绕所述负极限位柱设置。
进一步地,所述正极限位柱内具有排气槽,所述排气槽和所述中心管内的腔体连通,所述排气槽的一部分位于所述中心管外。
进一步地,所述圆柱电池还包括:正极集流盘,所述正极集流盘位于所述卷绕电芯和所述正极盖板之间,所述正极集流盘上具有避让孔,所述正极限位柱穿过所述避让孔,所述正极集流盘和所述正极盖板之间具有排气间隙,其中,所述排气槽、所述避让孔和所述排气间隙依次连通。
进一步地,所述圆柱电池还包括:正极集流盘,设置在所述筒体内,所述正极集流盘和所述卷绕电芯抵接。
进一步地,所述正极集流盘具有正极限位槽,所述主体包括第一板体和设置在所述第一板体上的第一凸台,所述第一板体和所述筒体连接,所述第一凸台的侧壁和所述正极限位槽的内壁配合。
进一步地,所述负极集流盘具有负极限位槽,所述圆柱电池还包括负极盖板,所述负极盖板包括第二板体和设置在所述第二板体上的第二凸台,所述第二板体和所述筒体连接,所述第二凸台的侧壁和所述负极限位槽的内壁配合。
应用本发明的技术方案,提供了一种圆柱电池,圆柱电池包括筒体、中心管、卷绕电芯、正极盖板和负极集流盘,中心管设置在筒体内;卷绕电芯卷绕在中心管上;正极盖板包括主体和设置在主体中部的正极限位柱,主体和筒体连接,正极限位柱的至少一部分穿设在中心管的一端内,正极限位柱内具有注液孔,注液孔和中心管内的腔体连通,注液孔和筒体同轴设置;负极集流盘设置在筒体内,负极集流盘包括盘体和设置在盘体中部的负极限位柱,负极限位柱的至少一部分穿设在中心管的另一端内。采用该方案,可通过正极限位柱上的注液孔向筒体内注入电解液,由于注液孔和筒体同轴设置,因此注液设备可快速定位注液孔的位置,从而提高注液及密封的效率;而且,将正极限位柱及负极限位柱穿入中心管,可对正极盖板和负极集流盘进行准确定位,从而提高了装配效率,保证装配质量及结构可靠性。
附图说明
构成本申请的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
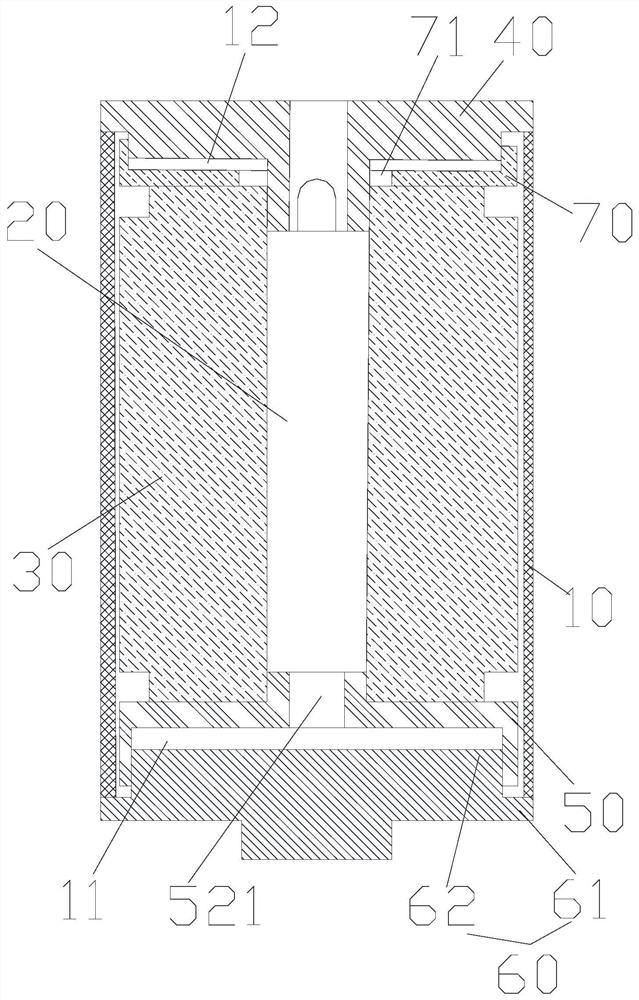
图1示出了本发明的实施例提供的圆柱电池的结构示意图;
图2示出了图1中的正极盖板的结构示意图;
图3示出了图1中的负极集流盘的结构示意图;
图4示出了图3中的负极集流盘的另一视图。
其中,上述附图包括以下附图标记:
10、筒体;11、分液腔;12、排气间隙;20、中心管;30、卷绕电芯;40、正极盖板;41、主体;411、第一板体;412、第一凸台;42、正极限位柱;421、注液孔;422、排气槽;50、负极集流盘;51、盘体;511、分液孔;512、凹槽;52、负极限位柱;521、通孔;60、负极盖板;61、第二板体;62、第二凸台;70、正极集流盘;71、避让孔。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1至图4所示,本发明的实施例提供了一种圆柱电池,包括:筒体10;中心管20,设置在筒体10内;卷绕电芯30,卷绕在中心管20上;正极盖板40,正极盖板40包括主体41和设置在主体41中部的正极限位柱42,主体41和筒体10连接,正极限位柱42的至少一部分穿设在中心管20的一端内,正极限位柱42内具有注液孔421,注液孔421和中心管20内的腔体连通,注液孔421和筒体10同轴设置;负极集流盘50,设置在筒体10内,负极集流盘50包括盘体51和设置在盘体51中部的负极限位柱52,负极限位柱52的至少一部分穿设在中心管20的另一端内。
采用该方案,可通过正极限位柱42上的注液孔421向筒体10内注入电解液,由于注液孔421和筒体10同轴设置,因此注液设备可快速定位注液孔421的位置,从而提高注液及密封的效率;而且,将正极限位柱42及负极限位柱52穿入中心管20,可对正极盖板40和负极集流盘50进行准确定位,从而提高了圆柱电池的装配效率,保证装配质量及结构可靠性。
在本实施例中,盘体51和卷绕电芯30的一端抵接,盘体51上具有分液孔511,负极限位柱52内具有通孔521,分液孔511通过通孔521和中心管20内的腔体连通,以向中心管20的外壁和筒体10的内壁之间的区域注入电解液。这样进入中心管20的电解液由通孔521进入到分液孔511,再从分液孔511浸润卷绕电芯30。在操作时,圆柱电池竖直放置,正极盖板40位于负极集流盘50的上方,这样电解液先由中心管20由上至下流动,然后从分液孔511由下至上浸润卷绕电芯30,有利于排出筒体10内的空气。
在本实施例中,圆柱电池还包括负极盖板60,负极盖板60和筒体10的一端密封连接,负极盖板60和负极集流盘50之间具有分液腔11,分液孔511通过分液腔11和通孔521连通。负极盖板60对卷绕电芯30等结构起到防护作用。通过分液腔11可便于分散电解液。
在本实施例中,分液孔511为多个,多个分液孔511分布在盘体51的不同位置。这样便于将电解液均匀分布。
进一步地,盘体51上具有凹槽512,凹槽512的开口朝向卷绕电芯30,凹槽512的长度方向沿盘体51的径向设置,凹槽512内具有多个分液孔511,凹槽512内的多个分液孔511沿凹槽512的长度方向间隔设置;凹槽512为多个,多个凹槽512环绕负极限位柱52设置。这样可使得电解液的分布更加均匀。
在本实施例中,正极限位柱42内具有排气槽422,排气槽422和中心管20内的腔体连通,排气槽422的一部分位于中心管20外。这样可通过排气槽422排出筒体10内的气体。而且,该方案中的结构设置,使得正极限位柱42具有限位功能,注入电解液功能以及排气功能,无需针对每个功能单独设计结构,即将不同的功能结合在了一个正极限位柱42中,因此简化了圆柱电池的结构,降低了成本。
在本实施例中,圆柱电池还包括:正极集流盘70,正极集流盘70位于卷绕电芯30和正极盖板40之间,正极集流盘70上具有避让孔71,正极限位柱42穿过避让孔71,正极集流盘70和正极盖板40之间具有排气间隙12,其中,排气槽422、避让孔71和排气间隙12依次连通。
在本实施例中,圆柱电池还包括:正极集流盘70,设置在筒体10内,正极集流盘70和卷绕电芯30抵接。具体地,正极集流盘70具有正极限位槽,主体41包括第一板体411和设置在第一板体411上的第一凸台412,第一板体411和筒体10连接,第一凸台412的侧壁和正极限位槽的内壁配合。这样可实现正极集流盘70和主体41的精确定位。
在本实施例中,负极集流盘50具有负极限位槽,圆柱电池还包括负极盖板60,负极盖板60包括第二板体61和设置在第二板体61上的第二凸台62,第二板体61和筒体10连接,第二凸台62的侧壁和负极限位槽的内壁配合。这样可实现负极集流盘50和负极盖板60的精确定位。
具体地,圆柱电池为全极耳磷酸铁锂圆柱电池,或钛酸锂、三元锂电池。本方案具有以下特点:
1、在正极盖板正中心设有的带有通孔的电芯限位柱;限位柱电芯侧带有凹槽,凹槽与限位柱通孔相连通;电芯正中的注液孔,可使注液时和密封时快速定位,方便实现自动化生产;限位柱穿过正极集流盘后插入中心管,可固定正极侧中心管及卷芯;液体通过正极盖板限位柱通孔,流入中心管,再由中心管通过负极集流盘上限位柱通孔流到负极盖板处,通过负极集流盘上小孔使液体由负极侧向正极侧浸润,可充分利用注液压力,自下而上浸润,有利于电解液迅速浸润和加快排气;正极限位柱上部分露出中心管的凹槽,有利于注液时的抽真空。
2、负极集流盘上正中设有注塑的中心带通孔的PP材质电芯限位柱,在装配时PP材质电芯限位柱插入中心管,可有效固定集流盘位置,避免负集流盘焊偏无法入壳;液体通过正极盖板限位柱通孔,流入中心管,再由中心管通过负极集流盘上限位柱通孔流入卷芯负极侧底部,通过负极集流盘上小孔使液体由负极侧向正极侧浸润,可充分利用注液压力,自下而上浸润,有利于电解液迅速浸润和加快排气;在装配时PP材质电芯限位柱插入中心管,负极集流盘与卷芯焊接,其后与负极盖板焊接,可固定负极侧中心管及卷芯。
3、负极电芯限位柱、正极电芯限位柱及中心管配套使用,形成刚性连接,限制在震动条件下卷芯与壳体不同步的跳动,防止震动条件下极耳与集流盘易脱落。
上述圆柱电池的装配流程为:正负极片、隔膜中心管卷绕形成卷芯负极限位柱插入中心管(避免负极集流盘位置偏移)负极集流盘与卷芯负极焊接正极集流盘与卷芯正极焊接 负极集流盘与负极盖板焊接(刚性固定负极侧卷芯)正极集流盘与铝壳焊接正极限位柱穿过正极集流盘插入中心管(刚性固定正极侧卷芯)正极盖板与铝壳 负极盖板与铝壳焊接。
注液时由人工或机械手将抗震动全极耳磷酸铁锂圆柱电池放置于注液工装上,调试完毕的注液嘴直接下压即可实现注液(传统圆柱电池需旋转对齐注液孔与注液嘴);
注液时电解液从正极盖板限位柱中的通孔进入,通过中心管和负极限位柱中的通孔,到达负极盖板,可充分利用注液压力,从负极集流盘中的小孔由下向上浸润卷芯,迅速排除大部分卷芯中残留的气体,实现快速浸润,正极电芯限位柱凹槽露出中心管,有利于迅速进行抽真空(传统圆柱电池从上向下进行浸润,或上下同时浸润,气体排出阻力较大);
正极电芯限位柱和负极电芯限位柱将卷芯限位,避免卷芯轴向上下跳动,实现整体结构同步跳动,从而防止震动条件下极耳与集流盘易脱落(传统圆柱电池在震动条件下卷芯会卷芯轴向上下跳动,长期会导致卷芯与集流盘脱落);
密封时由人工或机械手将抗震动全极耳磷酸铁锂圆柱电池放置于密封工装上,钢珠直接由自动机构压入注液孔(传统圆柱电池需旋转对齐注液孔与钢珠压入机构或手工敲入钢珠)。
本发明可解决的如下技术问题:1、注液时和密封时不能快速定位;2、电池注液难度较大;3、震动条件下极耳与集流盘易脱落;4、装配过程中负极集流盘焊偏、卷芯入壳困难。
本方案具有以下有益效果:采用了中心注液孔的结构,1.减少了流动阻力,本发明相对于传统的圆柱电池注液作业效率提高30%以上;2.密封作业效率提高50%以上。采用了卷芯限位的结构,震动条件下极耳与集流盘脱落失效率下降,入壳不良率下降。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 圆柱形电池的壳体、圆柱形电池及圆柱形电池的安装方法
- 圆柱形电池和包括该圆柱形电池的电池组