一种胶合试片固化阶段固定装置及制作方法
文献发布时间:2023-06-19 11:02:01
技术领域
本发明属于航空装备技术领域,是一种组合式J-189胶试片胶合专用固定装置,具体涉及一种胶合试片固化阶段固定装置及制作方法。
背景技术
J-189胶是我国现有三代以上战机最常用的座舱玻璃固定结构胶,用于座舱玻璃与固定涤丝带的粘接,其粘接质量需要依靠同步制作胶合试片的破坏性试验进行判定。按相关技术要求,每次对座舱玻璃进行胶合工作,需同步制作剥离试片6件(见图1),拉力试片10件(见图2)。现有技术在胶合试片固化阶段,无法完全模拟产品的胶合固化过程,固化时,试片与产品受力形式不统一,试片的放置区域无法集中,产品所用尖齿式夹具(见图3)在试片固化时无法通用等,会造成试片与产品、试片与试片之间无法按要求在完全同等的条件下一同固化,导致试片的试验结果与产品的实际质量产生偏差,极易差生质量隐患,威胁飞行员的生命安全。
为保证试片试验结果的有效性,需设计一种专用的试片胶合固化阶段的固定装置,确保试片与产品、试片与试片之间能够按要求在相同的条件下一同固化,进一步保证试片与产品的状态一致性。
发明内容
本发明提供了一种胶合试片固化阶段固定装置,其能够保证试片固化时定位固定、悬挂加压、集中放置、对夹具普适性强,保证试片试验结果的可靠性、准确性。
本发明的一种胶合试片固化阶段固定装置是采用如下技术方案实现的:
一种胶合试片固化阶段固定装置,包括底座、剥离试片固定架、拉力试片固定架三个大模块,各个大模块的上方均设有相对位置固定的3件等高撑杆,剥离试片固定架、拉力试片固定架大模块的下方设有与等高撑杆位置相对固定的导向盲孔,底座作为基座设置于最底层,由下向上逐层组合放置剥离试片固定架与拉力试片固定架。
进一步的,底座模块为一体式结构,其为长方形平板结构,上方设有3件大型等高撑杆。
进一步的,剥离试片固定架包括1个剥离固定座和2个剥离固定压板。
进一步的,剥离固定座为长方形平板结构,上侧设有3件大型等高撑杆一、4件中型等高撑杆一、12件小型等高撑杆一;剥离固定座下侧还设置有3处导向盲孔一与2排定位槽一。
进一步的,剥离固定压板为长方形平板结构,其上侧设有1处大型导向通孔与2处中型导向通孔,分别与剥离固定座的大型、中型撑杆配合;剥离固定压板下侧设置有1排定位槽二,用于对尖齿式夹具进行限位或适应平齿式夹具的夹持。
进一步的,拉力试片固定架包括1件拉力固定座和1件拉力固定压板。
进一步的,拉力固定座为长方形平板结构,上侧设有3件大型等高撑杆二、2件短型撑杆、1件中型撑杆二、16件小型撑杆二,16件小型撑杆二能定位5件拉力试片;拉力固定座下侧设有3处导向盲孔二与1排定位槽二。
进一步的,拉力固定压板为长方形平板结构,上侧设置2处大型通孔和1处中型通孔,分别用于与拉力固定的大型、中型撑杆配合;拉力固定压板还包括1排定位槽二,用于对尖齿式夹具进行限位,或适应平齿式夹具的夹持。
另外,本发明还提供了一种胶合试片固化阶段固定装置的安装方法,其采用如下技术方案实现的
一种利用剥离试片固定架制作剥离试片的制作方法,其包括如下步骤:步骤一,取出1件剥离固定座平稳放置;步骤二,取剥离试片2件,以涤丝带一面向上的方式将剥离试片放置在剥离固定座上,12件小型撑杆一将剥离试片定位;步骤三,取2件剥离固定压板放置在剥离固定座上,剥离固定压板的大型导向通孔与中型导向通孔分别与剥离固定座上对应的大型、中型撑杆相配合,完成剥离试片固定架的组装;步骤四,将底座1平稳放置在靠近产品和温湿度表的位置,将组装好的剥离试片固定架放置在底座上方,使剥离固定座下方的导向盲孔一与底座的大型等高撑杆相配合;步骤五,用夹具按要求固定。
一种利用拉力试片固定架制作拉力试片的制作方法,其包括如下步骤:步骤一:取出1件拉力固定座平稳放置;步骤二,取拉力试片5件,放置在拉力固定座上,利用16件小型撑杆二对其进行定位;步骤三,取1件拉力固定压板放置在拉力固定座上,拉力固定压板的大型通孔和中型通孔分别与拉力固定座的大型、中型撑杆相配合,完成拉力试片固定架的组装;步骤四,将底座平稳放置在靠近产品和温湿度表的位置,将组装好的拉力试片固定架放置在底座上方,拉力固定座下方的导向盲孔二与底座的大型等高撑杆相合;步骤五,用夹具按要求固定。
一种同时制作剥离试片与拉力试片的制作方法,其包括如下步骤:步骤一:组装剥离试片固定架与拉力试片固定架;步骤二:将底座平稳放置在靠近产品和温湿度表的位置;步骤三:取1套组装好的剥离试片固定架放置在底座上方,使剥离固定座下方的导向盲孔一与底座的大型等高撑杆相合后,用夹具按要求固定;步骤四:取组装好的拉力试片固定架放置在剥离试片固定架上方,使拉力固定座下方的导向盲孔二与剥离试片固定座的大型等高撑杆一相配合,用夹具按要求固定;步骤五:顺序叠放多套固定架。
有益效果:
1.使用本装置固化后,所有试片集中在极小的空间内,可有效解决玻璃胶合试片数量较多无法集中放置、固化环境难以统一的问题;
2.原胶合试片固化过程难以完全复制产品的受力模式,而使用本装置固化后,能够适应现有各类夹具的外形特点,且能够将2种试片固定架悬挂摆放,与产品受力模式一致,保证试片试验结果的有效性。可有效解决玻璃胶合试片难以按产品固化过程采用悬挂状态夹持等问题;
3.本装置采用小型定位撑杆设计,可对试片进行有效定位,保证试片与涤丝带相对位置恒定,避免固化过程中产生质量问题;
4.本装置各模块上下表面采用平面开槽式设计,可保证各类夹具在试片固化过程中的普适性。
附图说明:
图1为现有技术剥离试片外形;
图2为现有技术拉力试片外形;
图3为现有技术尖齿式夹具外形简化示意图;
图4为本装置底座模块意图;
图5为本装置剥离试片固定架模块的剥离固定座示意图;
图6为本装置剥离试片固定架模块的剥离固定座定位试片示意图;
图7为本装置剥离试片固定架模块的剥离固定压板示意图;
图8为本装置底座模块与剥离试片固定架模块的组装示意图;
图9为本装置拉力试片固定架模块的拉力固定座示意图;
图10为本装置拉力试片固定架模块的拉力固定座定位试片示意图;
图11为本装置拉力试片固定架模块的拉力固定压板示意图;
图12为本装置底座模块与拉力试片固定架模块的组装示意图;
图13为本装置3大模块各一套的组装示意图;
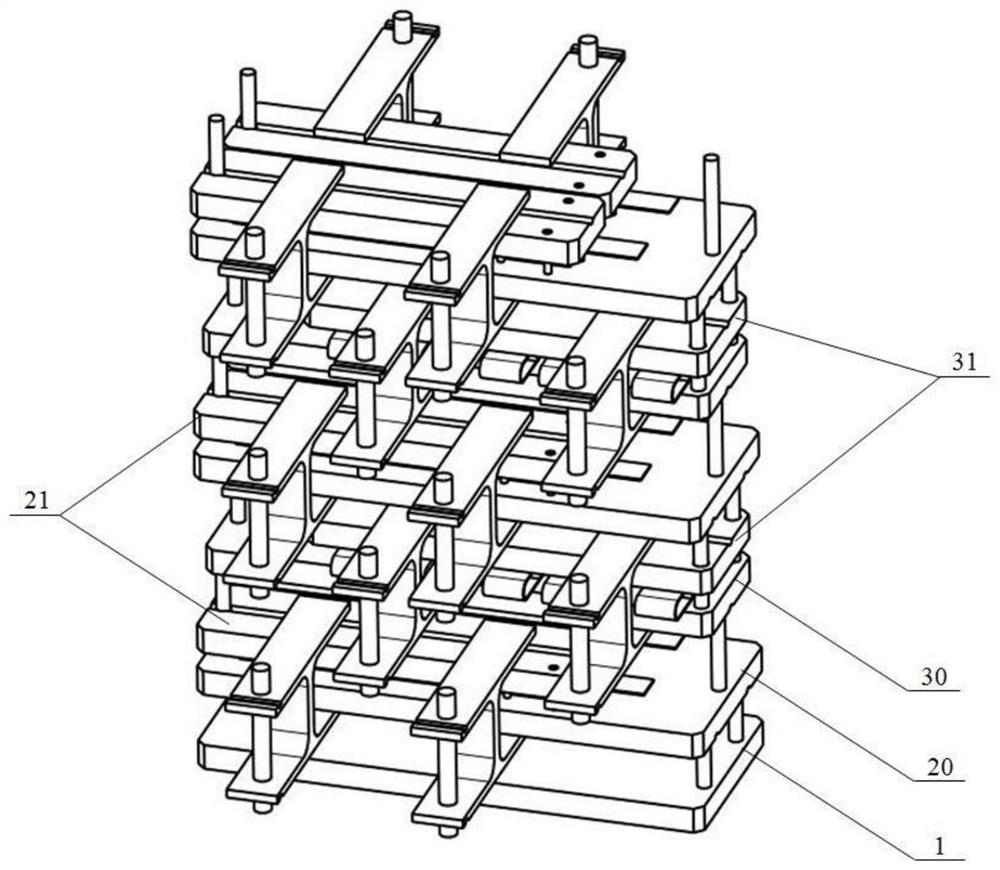
图14为本装置各大模块数量上限组装示意图;
具体实施方案:
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
一种胶合试片固化阶段固定装置,包括底座1、剥离试片固定架2、拉力试片固定架3三个大模块,三个大模块的上方均设有相对位置固定的3件等高撑杆,剥离试片固定架2、拉力试片固定架3这两个大模块下方设有与等高撑杆位置相对固定的导向盲孔。使用时,底座放置于最下方,其余两个大模块数量不限,种类不限,可以以底座为基础由下向上逐层组合放置,实现将大量试片集中放置,减小环境条件的差异影响。
底座1模块为一体式设计,其为长方形平板结构,上方设有3件大型等高撑杆101。
剥离试片固定架分为1个剥离固定座20和2个剥离固定压板21。
剥离固定座20为长方形平板结构,上方设有3件大型等高撑杆一201、4件中型等高撑杆一202、12件小型等高撑杆一203,12件小型等高撑杆一203可对2件剥离试片进行定位;另外,剥离固定座20的下方设3处导向盲孔一204与2排定位槽一205,其中,导向盲孔一204用于与底座或下级模块的大型等高撑杆配合,定位槽一205用于对尖齿式夹具进行限位,或适应平齿式夹具的夹持。
剥离固定压板21为长方形平板结构,其上设有1处大型导向通孔211与2处中型导向通孔212,其分别用于与剥离固定座的大型、中型撑杆配合,另外,剥离固定压板21还设置有1排定位槽二213,用于对尖齿式夹具进行限位或适应平齿式夹具的夹持。
一套拉力试片固定架3分为1件拉力固定座30和1件拉力固定压板31。
拉力固定座30为长方形平板结构,上方设有3件大型等高撑杆二301、2件短型撑杆302、1件中型撑杆二303、16件小型撑杆二304,16件小型撑杆二304能够对5件拉力试片进行定位;另外,拉力固定座30下方设有3处导向盲孔二305与1排定位槽二306,其中导向盲孔二305可与底座或下级模块的大型等高撑杆配合,定位槽二306可对尖齿式夹具进行限位,或适应平齿式夹具的夹持。另外,拉力固定座30上所设置的中型支撑杆二303可通过绕线的方式,与大型撑杆二配合使用,对试片进行定位固定。
拉力固定压板31为长方形平板结构,上设2处大型通孔311和1处中型通孔312,分别用于与拉力固定座30的大型、中型撑杆配合,拉力固定压板31还包括1排定位槽二313,用于对尖齿式夹具进行限位,或适应平齿式夹具的夹持。
下面结合附图并举实施例,对本装置的安装过程进行详细描述。
单独制作剥离试片时,如图5所示,取出1件剥离固定座20平稳放置,取剥离试片2件,放置在剥离固定座20上并利用剥离固定座20的12件小型撑杆一203定位,如图6所示放置涤丝带的一面向上,如图7所示取2件剥离固定压板21放置在剥离固定座20上,并保证剥离固定压板21的大型导向通孔211与2处中型导向通孔212分别与剥离固定座20上所对应的大型、中型撑杆相配合,完成剥离试片固定架2的组装。
然后,取1件如图4所示的底座1平稳放置在靠近产品和温湿度表的位置,将组装好的剥离试片固定架2放置在底座1上方,使剥离固定座20下方的导向盲孔一204与底座的大型等高撑杆101相配合,按照图8所示用夹具按要求固定。
单独制作拉力试片时,如图9所示,取出1件拉力固定座30平稳放置,如图10所示,取拉力试片5件,放置在拉力固定座30上并利用拉力固定座30的16件小型撑杆二304对其进行定位,取1件如图11所示的拉力固定压板31放置在拉力固定座30上,并保证拉力固定压板31的大型通孔311和中型通孔312分别与拉力固定座30的大型、中型撑杆相配合,完成拉力试片固定架3的组装。
取1件如图4所示的底座1平稳放置在靠近产品和温湿度表的位置,将组装好的拉力试片固定架3放置在底座1上方,使拉力固定座30下方的导向盲孔二305与底座1的大型等高撑杆101相合,按照图12所示用夹具按要求固定。
剥离试片、拉力试片需要同时制作时,按上述过程将各组剥离试片固定架2、拉力试片固定架3各自组装好,取1件如图4所示的底座1平稳放置在靠近产品和温湿度表的位置,取1套组装好的剥离试片固定架2放置在底座1上方,使剥离固定座20下方的导向盲孔一204与底座的大型等高撑杆101相合后,用夹具按要求固定,再取组装好的拉力试片固定架3放置在剥离试片固定架2上方,使拉力固定座30下方的导向盲孔二305与剥离试片固定座20的大型等高撑杆一201相配合,按照图13所示用夹具按要求固定,以此顺序将多套固定架叠放,最多可放置如图14所示的5层。
使用本装置固化后,所有试片集中在极小的空间内,可有效解决玻璃胶合试片数量较多无法集中放置、固化环境难以统一的问题;原胶合试片固化过程难以完全复制产品的受力模式,而使用本装置固化后,能够适应现有各类夹具的外形特点,且能够将2种试片固定架悬挂摆放,与产品受力模式一致,保证试片试验结果的有效性。可有效解决玻璃胶合试片难以按产品固化过程采用悬挂状态夹持等问题。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种胶合试片固化阶段固定装置及制作方法
- 一种胶合试片固化阶段固定装置