一种节气门卡扣全自动压装组件
文献发布时间:2023-06-19 11:03:41
技术领域
本发明属于节气门卡扣装配领域,具体涉及一种节气门卡扣全自动压装组件。
背景技术
节气门是控制空气进入发动机的一道可控阀门,气体进入进气管后会和汽油混合变成可燃混合气,从而燃烧形成做功。它上接空气滤清器,下接发动机缸体,被称为是汽车发动机的咽喉。
节气门的门片的开闭是通过其上的控制器中的芯片进行控制的,节气门的控制器是安装在控制器壳体之中的,在控制器壳体上连接有控制器壳体盖板,壳体盖板和控制器壳体又是通过卡扣进行固定连接的,目前卡扣在卡接到控制器壳体以及壳体盖板之间的时候,如果通过人工进行压装的,人工压装的方式效率低下,装配成本高,所以目前出现了卡扣压装机,但是目前的卡扣压装机的卡扣也需要人工进行放置,然后再进行压装,效率仍然不高。
发明内容
为了解决现有技术中的一个或者多个技术问题,本发明提供了一种节气门卡扣全自动压装组件,该压装组件结构简单,能够使得卡扣快速装配固定到控制器壳体上,装配效果好,装配效率高。
为实现上述目的,本发明提供了一种节气门卡扣全自动压装组件,包括:
一安装底板,所述安装底板上固定有卡扣送料单元、卡扣吸附单元和卡扣压装单元;
所述卡扣送料单元包括固定在安装底板上的物料架,安装底板在物料架背部固定有振动盘送料机构,所述振动盘送料机构的送料轨道末端和一卡扣止动机构相连接,所述安装底板上还固定有一机械手,所述机械手的机械臂末端固定有卡扣吸取块;
所述卡扣压装单元包括卡扣定位机构和节气门下压机构,所述卡扣定位机构包括第一水平轨道,所述第一水平轨道上滑动连接有一卡扣压装座,所述卡扣压装座包括一滑动连接在第一水平轨道上的滑动块,所述滑动块通过第一动力机构进行驱动移动,所述滑动块四周还固定有导向柱,所述导向柱上套设有复位弹簧,在滑动块中部还固定有一顶升台,所述顶升台上开设有多个顶升孔,所述导向柱上连接有一压装台,所述压装台中部开设有一压装腔,所述压装腔的边缘固定有用以支撑卡扣下边缘的弧形台,所述顶升孔中连接有可移动的压装头,所述压装头的侧面开设有定位斜面,所述定位斜面和弧形台相匹配;所述节气门下压机构包括一下压架,所述下压架上安装有下压气缸,所述安装底板在第一水平轨道两侧还安装有一支架,所述支架上连接有可复位的门架,所述门架上固定有节气门固定座,所述节气门固定座上固定有多个定位销,所述门架上还固定有压紧气缸,所述压紧气缸的气缸杆上固定有压紧板,所述压紧板上开设有压紧槽口。
进一步的,所述支架上固定有竖直轨道,所述门架滑动连接在支架上
进一步的,所述第一水平轨道两侧在安装底板上还固定有第二水平轨道,所述支架滑动连接在第二水平轨道上并通过第二动力机构进行驱动移动。
进一步的,所述安装底板上还开设有一视觉检测孔,安装底板在视觉检测孔下方固定安装有视觉检测单元,所述视觉检测单元包括一传感器固定架,所述传感器固定架上固定有视觉传感器。
进一步的,所述压装台在弧形台侧面还固定有一铰接板机构,所述铰接板机构包括铰接支座,所述铰接支座上铰接连接有一铰接板,所述铰接板一端固定有一缓冲弹簧,所述铰接板另一端铰接连接在压装头上。
进一步的,所述安装底板下方固定有第一滚珠丝杠机构和第二滚珠丝杠机构,所述第一滚珠丝杠机构的移动块上固定有第一安装板,第二滚珠丝杠机构的移动块上固定有第二安装板,所述第一安装板和滑动块固定连接,所述第二安装板和支架固定连接。
进一步的,所述支架背部固定连接有一支撑横梁,所述支撑横梁上固定有一弹簧筒,所述门架通过导向杆贯穿弹簧筒底部,所述导向杆外部还套设有复位弹簧。
进一步的,所述机械手的机械臂末端固定有一连接盘,所述卡扣吸取块固定在连接盘末端,所述卡扣吸取块包括连接部和吸附部,所述连接盘上开设有多个气孔,所述卡扣吸取块的吸附部中开设有和气孔相连通的吸附孔。
进一步的,所述卡扣止动机构包括一气缸架,所述气缸架上固定有推料气缸,所述推料气缸的气缸杆上固定有一容纳仓,该容纳仓包括一容纳槽,所述容纳槽和送料轨道相匹配。
本发明的有益效果是:
第一,该压装组件结构简单,能够使得卡扣快速装配固定到节气门的控制器壳体上,装配效果好,装配效率高;
第二,卡扣的下部弯曲部刚好卡接在弧形台上,卡扣的上部平板部刚好卡接在定位斜面上,当控制器壳体和盖板向下移动的过程中,能够将卡扣逐渐的卡接到二者之间;
第三,当卡扣装配完成之后,由于在安装底板下方固定有视觉传感器,所以当卡扣装配完成之后,通过视觉传感器能够快速的进行照相并通过电脑判断卡扣的数量是否正确,卡扣是否安装到位;
第四,由于在安装底板下方固定有第一滚珠丝杠机构、第二滚珠丝杠机构,所以两丝杠机构能够推动滑动块以及门架进行移动,方便卡扣的上料以及节气门的定位。
附图说明
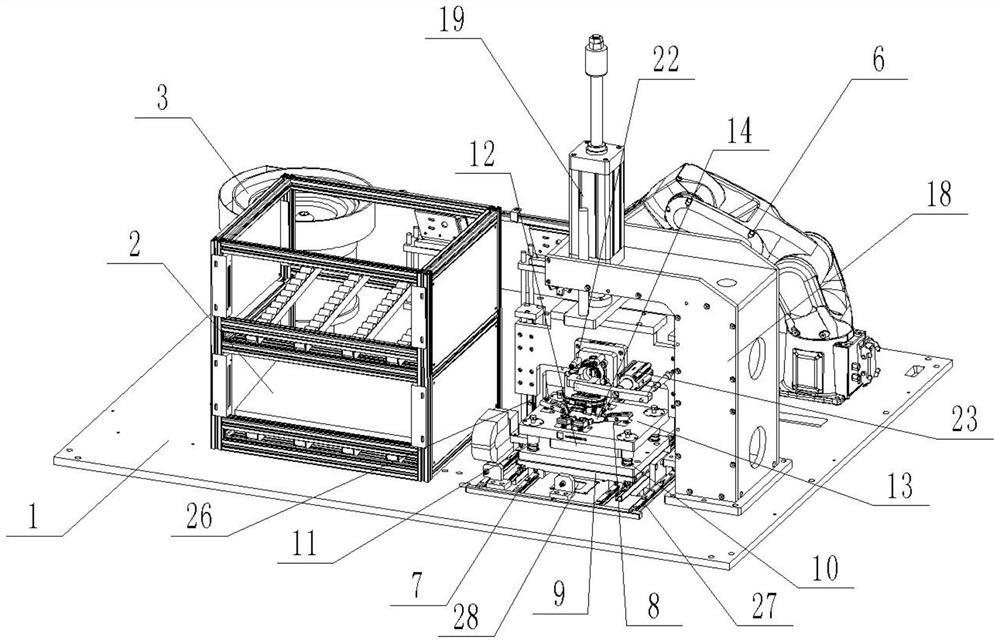
图1是本发明的结构示意图;
图2是本发明的物料架的结构示意图;
图3是本发明的气缸架和推料气缸的结构示意图;
图4是本发明的卡扣吸取块的结构示意图;
图5是本发明的支架和门架连接后的背面的结构图;
图6是本发明的门架和节气门固定座的结构示意图;
图7是本发明的压装台的结构示意图;
图8是本发明的铰接板机构的示意图;
图9是本发明的图1的另一个方向的仰视图;
图10是本发明的压装台没有连接铰接板机构的示意图。
图中:1、安装底板;2、物料架;3、振动盘送料机构;4、送料轨道;5、卡扣止动机构;6、机械手;7、第一水平轨道;8、卡扣压装座;9、滑动块;10、导向柱;11、复位弹簧;12、顶升台;13、压装台;14、压装腔;15、弧形台;16、压装头;17、定位斜面;18、下压架;19、下压气缸;20、支架;21、门架;22、定位销;23、压紧气缸;24、压紧板;25、推料气缸;26、竖直轨道;27、第二水平轨道;28、视觉检测孔;29、传感器固定架;30、视觉传感器;31、铰接支座;32、铰接板;33、缓冲弹簧;34、支撑横梁;35、弹簧筒;36、复位弹簧;37、连接盘;38、连接部;39、吸附部;40、气缸架;41、容纳仓;42、节气门;43、压紧槽;44、压紧头;45、第一滚珠丝杠机构;46、第二滚珠丝杠机构
具体实施方式
下面结合附图和实施例对本发明作进一步说明:
参见图1到图10所示的一种节气门卡扣全自动压装组件,包括:
一安装底板1,所述安装底板1上固定有卡扣送料单元、卡扣吸附单元和卡扣压装单元;
所述卡扣送料单元包括固定在安装底板1上的物料架2,安装底板1在物料架2背部固定有振动盘送料机构3,所述振动盘送料机构3的送料轨道4末端和一卡扣止动机构5相连接,所述安装底板1上还固定有一机械手6,所述机械手6的机械臂末端固定有卡扣吸取块;
所述卡扣压装单元包括卡扣定位机构和节气门42下压机构,所述卡扣定位机构包括第一水平轨道7,所述第一水平轨道7上滑动连接有一卡扣压装座8,所述卡扣压装座8包括一滑动连接在第一水平轨道7上的滑动块9,所述滑动块9通过第一动力机构进行驱动移动,所述滑动块9四周还固定有导向柱10,所述导向柱10上套设有复位弹簧3611,在滑动块9中部还固定有一顶升台12,所述顶升台12上开设有多个顶升孔,所述导向柱10上连接有一压装台13,所述压装台13中部开设有一压装腔14,所述压装腔14的边缘固定有用以支撑卡扣下边缘的弧形台15,所述顶升孔中连接有可移动的压装头16,所述压装头16的侧面开设有定位斜面17,所述定位斜面17和弧形台15相匹配;所述节气门42下压机构包括一下压架18,所述下压架18上安装有下压气缸19,所述安装底板1在第一水平轨道7两侧还安装有一支架20,所述支架20上连接有可复位的门架21,所述门架21上固定有节气门42固定座,所述节气门42固定座上固定有多个定位销22,所述门架21上还固定有压紧气缸23,所述压紧气缸23的气缸杆上固定有压紧板24,所述压紧板24上开设有压紧槽43口。
本发明在使用的时候过程如下,卡扣送料单元的物料架2用以盛放储料框(储料框未图示),储料框中存储有卡扣,在开始装配卡扣的时候,将储料框中的卡扣装入到振动盘之中,振动盘在进行振动的时候,将物料通过其上的送料轨道4向前进行输送,当输送到轨道末端的时候被卡扣止动机构5限位,停止进行移动,随后安装底板1上的机械手6的机械臂末端通过卡扣吸取块将卡扣吸取,当卡扣被卡扣吸取块吸取之后,启动卡扣压装座8使其在第一水平轨道7上滑动,滑动到第一水平轨道7的末端,机械手6控制卡扣吸取块移动到卡扣压装座8上方,将卡扣吸取块上的卡扣依次放入到弧形台15和压装头16的定位斜面17上,当卡扣放置完成之后,卡扣压装座8回到初始位置,随后将节气门42控制器盖板连接到控制器壳体上(控制器盖板此时密封圈可以初步卡接到控制器壳体底部),当节气门42连接之后,通过压紧气缸23的气缸杆将节气门42进行压紧,避免其移动,最后启动下压架18上的下压气缸19,下压气缸19将带动门架21向下移动,门架21向下移动的过程中,节气门42控制器壳体以及端盖将向下和卡扣相接触,当和卡扣接触之后,节气门42继续向下移动,使得压装台13继续向下移动,压装台13向下进行移动的时候,压装头16的竖直面开始相对于压装台13向上进行移动,在向上移动的时候,压装头16的竖直面开始向内侧对卡扣进行挤压,使得卡扣逐渐卡在控制器壳体和盖板之间,完成整个压装工序。
进一步的,所述支架20上固定有竖直轨道26,所述门架21滑动连接在支架20上具体的,由于在第一水平轨道7两侧固定有轨道板,轨道板上固定有竖直滑轨,而门架21滑动连接在竖直滑轨上,门架21在进行竖直移动的时候,不会发生偏转,能够使得节气门42控制器壳体及盖板能够准确的和卡扣相卡合。
进一步的,所述第一水平轨道7两侧在安装底板1上还固定有第二水平轨道27,所述下压架18滑动连接在第二水平轨道27上并通过第二动力机构进行驱动移动。由于在第一水平轨道7的两侧固定有第二水平轨道27,所以支架20也是可以进行移动的,在定位节气门42的时候,将支架20移动到最前方,最后方便对节气门42进行定位。
进一步的,所述安装底板1上还开设有一视觉检测孔28,安装底板1在视觉检测孔28下方固定安装有视觉检测单元,所述视觉检测单元包括一传感器固定架29,所述传感器固定架29上固定有视觉传感器30。本发明在安装底板1上开设有一视觉检测孔28,安装底板1下方固定有视觉传感器30,该视觉传感器30通过一连接支架20进行固定,当卡扣装配完成之后,滑动块9向后进行让位,此时视觉传感器30透过视觉检测孔28即可进行照相,并输入到控制系统中检测卡扣装配的数量是否正确,卡扣是否装配到位。
进一步的,所述压装台13在弧形台15侧面还固定有一铰接板机构,所述铰接板32机构包括铰接支座31,所述铰接支座31上铰接连接有一铰接板32,所述铰接板32一端固定有一缓冲弹簧33,所述铰接板32另一端铰接连接在压装头16上。具体的,本发明的压装台13在弧形台15侧面固定有一铰接板32机构,通过该铰接板32机构的设置,当压装头16上的卡扣压装完成之后,通过铰接板32下方的缓冲弹簧33的作用,铰接板32另一端能够带动压装头16回到初始位置,同时通过该缓冲弹簧33的作用,在节气门42向下进行移动的时候,压装头16的竖直面不会突然冲击卡扣,有效的降低压装头16对卡扣的冲击力,使得卡扣的表面不会被刮伤。
进一步的,所述安装底板1下方固定有第一滚珠丝杠机构45和第二滚珠丝杠机构46,所述第一滚珠丝杠机构45的移动块上固定有第一安装板,第二滚珠丝杠机构46的移动块上固定有第二安装板,所述第一安装板和滑动块9固定连接,所述第二安装板和支架20固定连接。具体的,本发明在安装底板1下方固定有第一滚珠丝杠机构45和第二滚珠丝杠机构46,通过该两个滚珠丝杠机构的设置,能够驱动滑动块9和支架20分别进行移动。
进一步的,所述支架20背部固定连接有一支撑横梁34,所述支撑横梁34上固定有一弹簧筒35,所述门架21通过导向杆贯穿弹簧筒35底部,所述导向杆外部还套设有复位弹簧3611。由于在支架20背部固定有支撑横梁34,所以在向下压门架21的时候,导向杆会穿过弹簧筒35,同时导向杆外的复位弹簧3611压缩,当下压气缸19的气缸杆上升的时候,由于复位弹簧3611的作用,门架21能够快速的进行复位。
进一步的,所述机械手6的机械臂末端固定有一连接盘37,所述卡扣吸取块固定在连接盘37末端,所述卡扣吸取块包括连接部38和吸附部39,所述连接盘37上开设有多个气孔,所述卡扣吸取块的吸附部39中开设有和气孔相连通的吸附孔。具体的,本发明的卡扣吸取块在进行吸附的时候,连接盘37上通过接头和真空泵相连接,使得吸附孔一直处于负压状态,所以卡扣能够吸附在卡扣吸取块的吸附孔上。
进一步的,所述卡扣止动机构5包括一气缸架40,所述气缸架40上固定有推料气缸25,所述推料气缸25的气缸杆上固定有一容纳仓41,该容纳仓41包括一容纳槽,所述容纳槽和送料轨道4相匹配。具体的本发明在将卡扣进行吸附的时候,推料气缸25的气缸杆先是保持伸出状态,保证卡扣先进入到容纳仓41之中,随后气缸杆收缩,容纳仓41移动到远离送料轨道4的地方,此时卡扣吸附块上的吸附部39旋转的时候,能够刚好从侧面进入到卡扣之中,方便卡扣的吸附。
以上详细描述了本发明的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本发明的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本发明的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
- 一种节气门卡扣全自动压装组件
- 一种汽车节气门盖板组件中连接片的压装装置