一种环锭纺大牵伸方法与细纱机
文献发布时间:2023-06-19 11:05:16
技术领域
本发明属环锭纺技术领域,涉及一种环锭纺大牵伸方法与细纱机。
背景技术
环锭纺工艺流程从棉条到细纱由于粗细变化倍率上百倍,中间必需经过粗纱工序,其必然造成工艺流程延长,这不仅增加设备、物料、运输、储藏、场地、人员、能耗增加,而且从棉条到细纱过程中经多工序流转,纤维的整齐度也将有一定程度的破坏,为此人们都在试想,在环锭纺纱工艺中,可否用棉条直接纺制细纱,而提出了众多的方案,但是由于原料与产品形态差异的巨大,加之技术方案的缺陷,至今尚无成功的先例。
发明内容
本发明的一个目的在于提供一种环锭纺大牵伸方法。
本发明的一个目的在于提供一种环锭纺大牵伸细纱机。
本发明一种环锭纺大牵伸方法,在环锭细纱机上,以集聚机构将细纱机的牵伸机构分为后段牵伸区、集聚区、前段牵伸区,纤维条以棉条的形态从牵伸机构的后罗拉喂入,使喂入的棉条历经:后段牵伸区牵伸→集聚→前段牵伸区牵伸的牵伸、集聚过程,所述的后段牵伸区、前段牵伸区,其每一段牵伸区,均包含有上、下皮圈引导控制的大倍数牵伸区,在棉条经后段牵伸区牵伸后,集聚机构对输出的纤维条施加捻回使其产生集聚,集聚后的纤维条呈无捻的纤维束状在前段段牵伸区罗拉的牵引下进入前段段牵伸区,当不计集聚区的进出速率差与伸长、或其为零时,牵伸机构的总牵伸倍数为:后段牵伸区牵伸倍数×前段牵伸区牵伸倍数。
环锭纺大牵伸方法,后段牵伸区与前段牵伸区之间纤维条二端受罗拉夹持,集聚机构转动带动纤维条转动,对纤维条施加假捻捻回。
环锭纺大牵伸方法,集聚机构挤压式夹控纤维条,纤维条随集聚机构中的夹持机件的转动而转动,随前段牵伸区中罗拉的牵引而喂入前段牵伸区。
一种环锭纺大牵伸细纱机,细纱机其牵伸机构包含:前段牵伸区、后段牵伸区、集聚机构,所述的前段牵伸区、后段牵伸区均包含有具有上、下皮圈引导的大倍数牵伸区,所述的集聚机构处于前段牵伸区与后段牵伸区之间,所述的集聚机构包含纤维条夹控器,纤维条夹控器是转动的,纤维条夹控器转动带动纤维条绕其自身轴线转动,且其轴线垂直于牵伸机构罗拉的轴线。
环锭纺大牵伸细纱机,纤维条夹控器通过孔、或辊、或弹簧片夹控穿过纤维条夹控器纤维条。
环锭纺大牵伸细纱机,纤维条夹控器是通过带传动、或者齿轮传动、或者摩擦环传动。
环锭纺大牵伸细纱机,纤维条夹控器上纤维条通道孔是闭环的、或者是开环的。
环锭纺大牵伸细纱机,纤维条夹控器的转速是可调的、或者是固定的。
环锭纺大牵伸细纱机,纤维条夹控器依照不同的纤维条粗细是可更换的。
本发明实现的有益效果:
环锭纺大牵伸工艺可缩减环锭纺工艺流程,本发明提出一种环锭纺大牵伸方法与细纱机,在细纱机牵伸机构中,以集聚机构将其分为前段牵伸区、后段牵伸区,牵伸→集聚→再牵伸的工艺配置,使原本棉条形态的纤维条在大牵伸细纱机上获得了相似于传统环锭纺工艺过程:棉条→粗纱→细纱的牵伸状态,实现从棉条到细纱的一步法纺纱。
附图说明
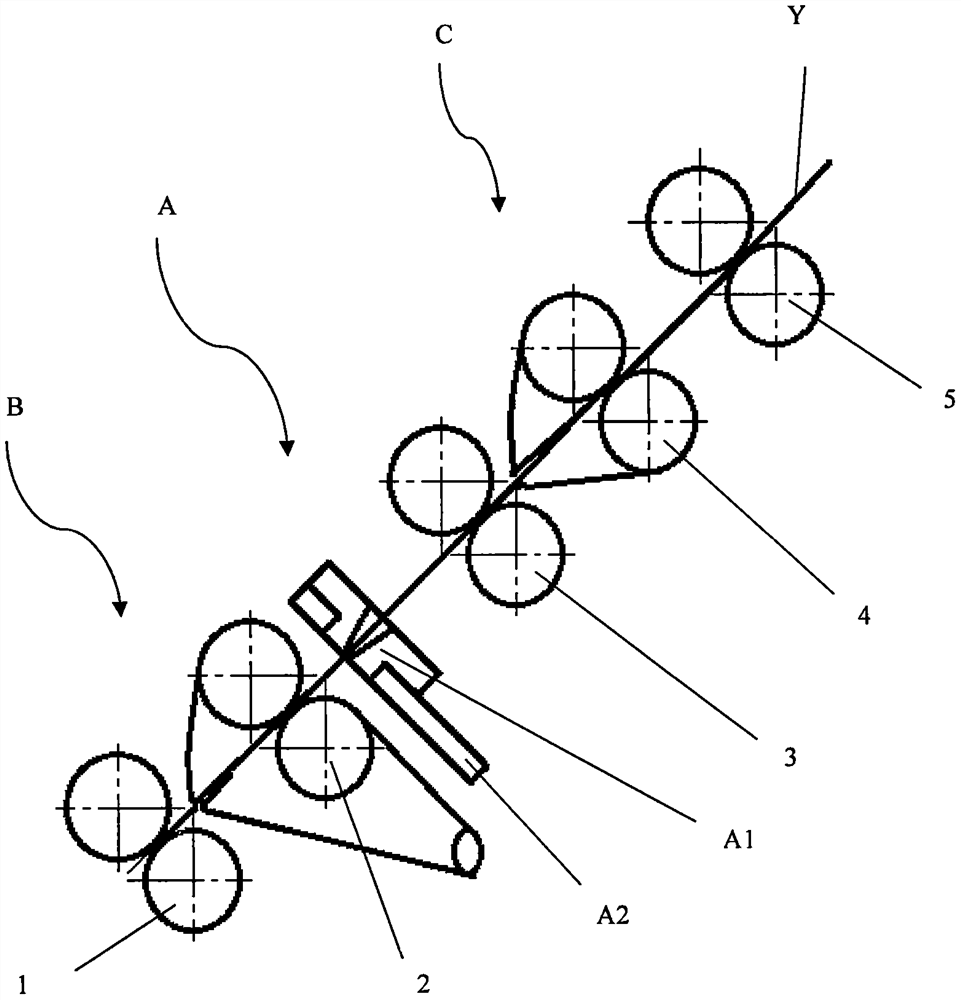
图1为本发明一种环锭纺大牵伸细纱机牵伸机构的示意图。
具体实施方式
以下就一种环锭纺大牵伸细纱机牵伸机构的示意图,说明本发明技术方案的实施。本发明实施例仅供说明本发明的原理,本发明方法的规模与实施方案不受实施例的限制。
实施例
图1所示,一种环锭纺大牵伸细纱机牵伸机构的示意图,图中显示集聚机构A将细纱机的牵伸机构分为后段牵伸区C、前段牵伸区B,所述的前段牵伸区B中有上、下皮圈引导的大倍数牵伸区(前区前罗拉1与前区中罗拉2之间)、后段牵伸区C也有具有上、下皮圈引导的牵伸区(后区前罗拉3与后区中罗拉4之间),集聚机构A中包含有纤维条夹控器A1,纤维条夹控器A1转接在集聚机构基座A2上,纤维条夹控器A1在锭带的带动下转动,棉条Y从牵伸机构的后区后罗拉5喂入,经后段牵伸区C牵伸输出的纤维条穿过纤维条夹控器A1,被引入前段牵伸区B,纤维条夹控器A1对纤维条有夹持的作用效果,当纤维条夹控器A1转动时,纤维条随纤维条夹控器A1转动而转动,从后段牵伸区C输出的纤维条被加上捻回,纤维条因加捻而产生集聚,由于后段牵伸区C与前段牵伸区B之间的纤维条二端是均被夹持的,纤维条产生的捻度是假捻,经假捻的捻回集聚后的纤维条是呈无捻的纤维束状喂入前段牵伸区B,棉条Y经后段牵伸区C牵伸而获得的纤维条的宽度被大大的收缩,从而获得类似于配置粗纱工序的环锭纺纤维条宽度控制的效果,环锭纺大牵伸方法比常规环锭纺工序省去了粗纱加工的中间环节,避免了纤维条经中间工序造成外表受损,同时前段牵伸区B牵伸的纤维条是无捻的,减轻了前段牵伸区B前罗拉的牵伸负荷。
- 一种环锭纺大牵伸方法与细纱机
- 一种细纱机后区大牵伸的均匀牵伸方法