一种电化铝箔加工用胶层涂布方法
文献发布时间:2023-06-19 11:05:16
技术领域
本发明涉及电化铝箔加工技术领域,具体为一种电化铝箔加工用胶层涂布方法。
背景技术
电化铝箔是一种在薄膜片基上经涂料和真空蒸镀复加一层金属箔而制成的烫印材料。其包装形式为卷筒式。电化铝箔可代替金属箔作为装饰材料,以金和银色为多。它具有华丽美观、色泽鲜艳、晶莹夺目、使用方便等特点,适用于在纸张、塑料、皮革、织品、涂布料、有机玻璃等材料上烫印。
电化铝箔是在12、16、18、20μm厚,500~1500mm宽的聚脂薄膜(国内一般用16μm厚,500mm宽的薄膜)上涂布脱离层、色层、经真空镀铝再涂布胶层,最后通过成品复卷而制成的。国产电化铝箔一般为4~5层,其中,胶层一般用易熔的热塑性树脂(其种类又有多种),通过涂布机涂布在电化铝箔基材上,经烘干即成胶粘层。胶粘层主要作用是将烫印材料粘结在被烫物体上。
烫印时出现烫不上等现象的原因之一,就有胶粘层不同、涂布不佳等,各种型号的电化铝箔的胶粘层有所不同,选择电化铝箔应根据被烫物材料等的实际情况对号入座。随着技术发展,电化铝箔所烫印的图案更加丰富,需要适用的热熔胶进行胶层的涂布
发明内容
本发明的目的是提供一种电化铝箔加工用胶层涂布方法,采用丙烯酸树脂、蜡类、增粘剂、增塑剂、填料和抗氧剂配制热熔胶作为胶层进行涂布,以便更加适用于现在烫印图案丰富的电化铝箔产品。
为实现上述目的,本发明提供如下技术方案:一种电化铝箔加工用胶层涂布方法,该方法包括如下步骤:
1)准备热熔胶材料,该热熔胶按质量份数由以下组分组成:丙烯酸树脂30-40份,蜡类0.6-0.8份,增粘剂5-10份,增塑剂0.2-0.5份,填料10-20份,抗氧剂0.1-0.3份;
2)将丙烯酸树脂、蜡类和增粘剂添加进容器中,于24-26℃的温度下进行搅拌,搅拌速度为80-120r/mim,搅拌时间为3-5min;
3)继续向容器中加入增塑剂、填料和抗氧剂,于24-26℃的温度下进行搅拌,搅拌速度为80-120r/mim,搅拌时间为10-15min,制得热熔胶;
4)将热熔胶添加到挤出式刮刀涂布机中,该挤出式刮刀涂布机通过其顶部安装的刮刀进行涂胶,将电化铝箔基材绕过带辊投入挤出式刮刀涂布机中,使电化铝箔基材需要涂胶的面置于刮刀下方,调整刮刀夹紧气压为4-5kg,调节带辊转速为45-55m/min,通过刮刀向电化铝箔基材涂布热熔胶;
5)将涂布好热熔胶的电化铝箔用干燥机进行干燥,再卷绕成卷制得电化铝箔成品。
优选的,所述蜡类为石蜡、微晶蜡中的至少一种。
优选的,所述增粘剂为氢化松香、聚合松香中的任意一种。
优选的,所述增塑剂为邻苯二甲酸二甲酯、邻苯二甲酸二乙酯中的任意一种。
优选的,所述填料为碳酸钙、氧化铝中的任意一种。
优选的,所述抗氧剂为2,6-二叔丁基对甲酚、二烷基二苯胺中的任意一种。
相对于现有技术,本发明的有益效果是:
本发明通过自行制备的热熔胶进行电化铝箔胶层涂布加工,该热熔胶所添加的填料比例较高,降低了热熔胶的配制成本,并且添加了增塑剂,提高了涂布胶层后产品的韧性,有利于长时间保持产品印花的清晰度。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
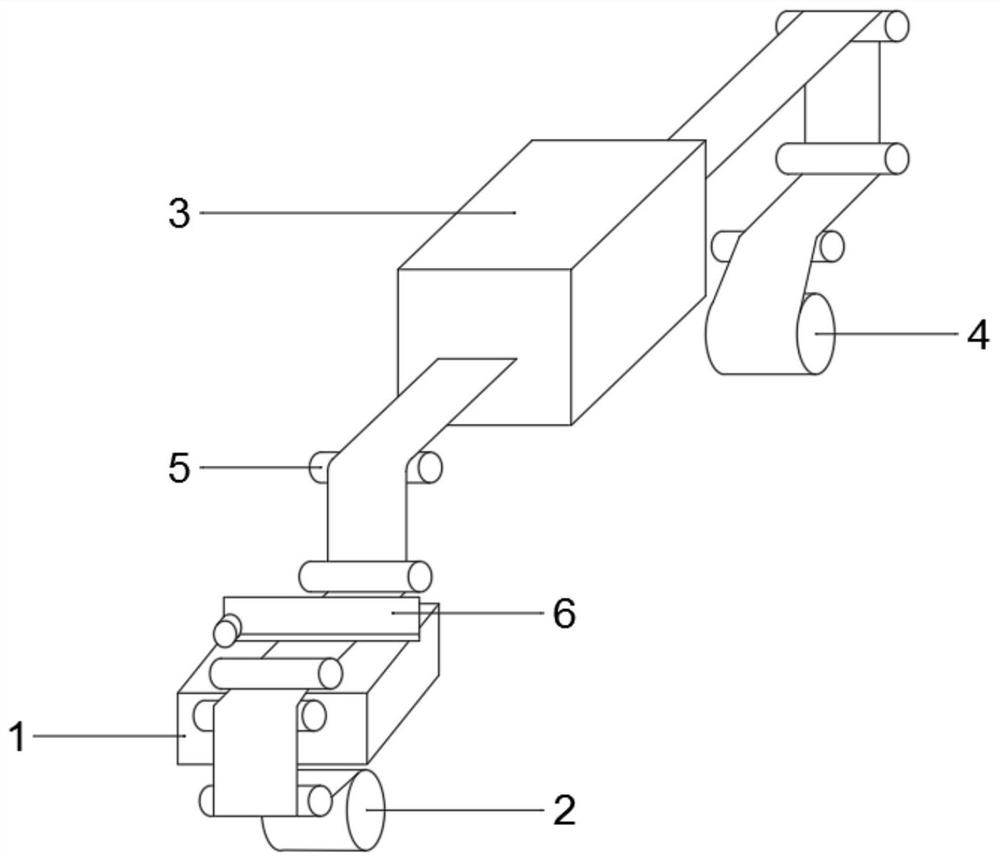
图1为本发明电化铝箔进行胶层涂布的示意图。
附图中,各标号所代表的部件列表如下:
1-挤出式刮刀涂布机,2-电化铝箔基材,3-干燥机,4-电化铝箔成品,5-带辊,6-刮刀。
具体实施方式
下面将根据附图对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
实施例一
一种电化铝箔加工用胶层涂布方法,该方法包括如下步骤:
1)准备热熔胶材料,该热熔胶按质量份数由以下组分组成:丙烯酸树脂40份,微晶蜡0.7份,氢化松香8份,邻苯二甲酸二甲酯0.5份,氧化铝20份,2,6-二叔丁基对甲酚0.2份;
2)将丙烯酸树脂、微晶蜡和氢化松香添加进容器中,于25℃的温度下进行搅拌,搅拌速度为100r/mim,搅拌时间为5min;
3)继续向容器中加入邻苯二甲酸二甲酯、氧化铝和2,6-二叔丁基对甲酚,于25℃的温度下进行搅拌,搅拌速度为100r/mim,搅拌时间为12min,制得热熔胶;
4)将热熔胶添加到挤出式刮刀涂布机1中,该挤出式刮刀涂布机1通过其顶部安装的刮刀6进行涂胶,将电化铝箔基材2绕过带辊5投入挤出式刮刀涂布机1中,使电化铝箔基材2需要涂胶的面置于刮刀6下方,调整刮刀6夹紧气压为5kg,调节带辊转速为50m/min,通过刮刀6向电化铝箔基材2涂布热熔胶;
5)将涂布好热熔胶的电化铝箔用干燥机3进行干燥,再卷绕成卷制得电化铝箔成品4。
实施例二
一种电化铝箔加工用胶层涂布方法,该方法包括如下步骤:
1)准备热熔胶材料,该热熔胶按质量份数由以下组分组成:丙烯酸树脂40份,微晶蜡0.7份,氢化松香8份,邻苯二甲酸二甲酯0.4份,氧化铝20份,2,6-二叔丁基对甲酚0.2份;
2)将丙烯酸树脂、微晶蜡和氢化松香添加进容器中,于25℃的温度下进行搅拌,搅拌速度为100r/mim,搅拌时间为5min;
3)继续向容器中加入邻苯二甲酸二甲酯、氧化铝和2,6-二叔丁基对甲酚,于25℃的温度下进行搅拌,搅拌速度为100r/mim,搅拌时间为12min,制得热熔胶;
4)将热熔胶添加到挤出式刮刀涂布机1中,该挤出式刮刀涂布机1通过其顶部安装的刮刀6进行涂胶,将电化铝箔基材2绕过带辊5投入挤出式刮刀涂布机1中,使电化铝箔基材2需要涂胶的面置于刮刀6下方,调整刮刀6夹紧气压为5kg,调节带辊转速为50m/min,通过刮刀6向电化铝箔基材2涂布热熔胶;
5)将涂布好热熔胶的电化铝箔用干燥机3进行干燥,再卷绕成卷制得电化铝箔成品4。
实施例三
一种电化铝箔加工用胶层涂布方法,该包括如下步骤:
1)准备热熔胶材料,该热熔胶按质量份数由以下组分组成:丙烯酸树脂40份,微晶蜡0.7份,氢化松香8份,邻苯二甲酸二甲酯0.3份,氧化铝20份,2,6-二叔丁基对甲酚0.2份;
2)将丙烯酸树脂、微晶蜡和氢化松香添加进容器中,于25℃的温度下进行搅拌,搅拌速度为100r/mim,搅拌时间为5min;
3)继续向容器中加入邻苯二甲酸二甲酯、氧化铝和2,6-二叔丁基对甲酚,于25℃的温度下进行搅拌,搅拌速度为100r/mim,搅拌时间为12min,制得热熔胶;
4)将热熔胶添加到挤出式刮刀涂布机1中,该挤出式刮刀涂布机1通过其顶部安装的刮刀6进行涂胶,将电化铝箔基材2绕过带辊5投入挤出式刮刀涂布机1中,使电化铝箔基材2需要涂胶的面置于刮刀6下方,调整刮刀6夹紧气压为5kg,调节带辊转速为50m/min,通过刮刀6向电化铝箔基材2涂布热熔胶;
5)将涂布好热熔胶的电化铝箔用干燥机3进行干燥,再卷绕成卷制得电化铝箔成品4。
实施例四
一种电化铝箔加工用胶层涂布方法,该方法包括如下步骤:
1)准备热熔胶材料,该热熔胶按质量份数由以下组分组成:丙烯酸树脂40份,微晶蜡0.7份,氢化松香8份,邻苯二甲酸二甲酯0.4份,氧化铝18份,2,6-二叔丁基对甲酚0.2份;
2)将丙烯酸树脂、微晶蜡和氢化松香添加进容器中,于25℃的温度下进行搅拌,搅拌速度为100r/mim,搅拌时间为5min;
3)继续向容器中加入邻苯二甲酸二甲酯、氧化铝和2,6-二叔丁基对甲酚,于25℃的温度下进行搅拌,搅拌速度为100r/mim,搅拌时间为12min,制得热熔胶;
4)将热熔胶添加到挤出式刮刀涂布机1中,该挤出式刮刀涂布机1通过其顶部安装的刮刀6进行涂胶,将电化铝箔基材2绕过带辊5投入挤出式刮刀涂布机1中,使电化铝箔基材2需要涂胶的面置于刮刀6下方,调整刮刀6夹紧气压为5kg,调节带辊转速为50m/min,通过刮刀6向电化铝箔基材2涂布热熔胶;
5)将涂布好热熔胶的电化铝箔用干燥机3进行干燥,再卷绕成卷制得电化铝箔成品4。
实施例五
一种电化铝箔加工用胶层涂布方法,该方法包括如下步骤:
1)准备热熔胶材料,该热熔胶按质量份数由以下组分组成:丙烯酸树脂40份,微晶蜡0.7份,氢化松香8份,邻苯二甲酸二甲酯0.4份,氧化铝15份,2,6-二叔丁基对甲酚0.2份;
2)将丙烯酸树脂、微晶蜡和氢化松香添加进容器中,于25℃的温度下进行搅拌,搅拌速度为100r/mim,搅拌时间为5min;
3)继续向容器中加入邻苯二甲酸二甲酯、氧化铝和2,6-二叔丁基对甲酚,于25℃的温度下进行搅拌,搅拌速度为100r/mim,搅拌时间为12min,制得热熔胶;
4)将热熔胶添加到挤出式刮刀涂布机1中,该挤出式刮刀涂布机1通过其顶部安装的刮刀6进行涂胶,将电化铝箔基材2绕过带辊5投入挤出式刮刀涂布机1中,使电化铝箔基材2需要涂胶的面置于刮刀6下方,调整刮刀6夹紧气压为5kg,调节带辊转速为50m/min,通过刮刀6向电化铝箔基材2涂布热熔胶;
5)将涂布好热熔胶的电化铝箔用干燥机3进行干燥,再卷绕成卷制得电化铝箔成品4。
实施例六
一种电化铝箔加工用胶层涂布方法,该方法包括如下步骤:
1)准备热熔胶材料,该热熔胶按质量份数由以下组分组成:丙烯酸树脂40份,微晶蜡0.7份,氢化松香8份,邻苯二甲酸二甲酯0.5份,碳酸钙20份,2,6-二叔丁基对甲酚0.2份;
2)将丙烯酸树脂、微晶蜡和氢化松香添加进容器中,于25℃的温度下进行搅拌,搅拌速度为100r/mim,搅拌时间为5min;
3)继续向容器中加入邻苯二甲酸二甲酯、氧化铝和2,6-二叔丁基对甲酚,于25℃的温度下进行搅拌,搅拌速度为100r/mim,搅拌时间为12min,制得热熔胶;
4)将热熔胶添加到挤出式刮刀涂布机1中,该挤出式刮刀涂布机1通过其顶部安装的刮刀6进行涂胶,将电化铝箔基材2绕过带辊5投入挤出式刮刀涂布机1中,使电化铝箔基材2需要涂胶的面置于刮刀6下方,调整刮刀6夹紧气压为5kg,调节带辊转速为50m/min,通过刮刀6向电化铝箔基材2涂布热熔胶;
5)将涂布好热熔胶的电化铝箔用干燥机3进行干燥,再卷绕成卷制得电化铝箔成品4。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
- 一种电化铝箔加工用胶层涂布方法
- 一种含氧化石墨烯的电化铝箔胶层树脂及其制备方法