一种装配用夹具
文献发布时间:2023-06-19 11:06:50
技术领域
本发明涉及工装领域,尤其涉及一种装配用夹具。
背景技术
随着科技的发展和人们对舒适度要求的逐渐提高,汽车驾驶舱内的静音水平成为各个主机厂评价的一项重要指标。
组合开关模块是汽车上的重要操控零件之一,也是汽车噪音的一个来源。由于目前绝大部分主机厂均采用人工装配的方式实现组合开关模块与转向管柱装配,因此,组合开关模块会随着工人每次装配的手法、用力等的不同而产生差异,这就导致组合开关模块会因为装配不正、不到位而产生噪音。
发明内容
本发明的目的是提供一种装配用夹具,可以实现以第一待装配件为位置基准自动定位第二待装配件,提高第二待装配件的装配精度。
为实现上述目的,本发明提供一种装配用夹具,包括静基座和动基座;
所述静基座设有多个夹紧爪和多个所述支撑座;全部所述夹紧爪的头部环列分布、用以在向内围拢时套设且抱紧第一待装配件;全部所述支撑座均浮动安装于所述静基座、用以在浮动下压时触压于第二待装配件的表面;
所述动基座设有用以套设全部所述夹紧爪的驱动件和多个用以一一对应挤压全部所述支撑座的弹性体;所述动基座带动所述驱动件靠近并箍紧全部所述夹紧爪的头部的同时带动所述弹性体挤压所述支撑座。
优选地,全部所述夹紧爪设于所述静基座的中部,全部所述支撑座设于所述静基座的四周。
优选地,全部所述支撑座以全部所述夹紧爪为中心呈中心对称分布。
优选地,任一所述支撑座的浮动方向平行于全部所述夹紧爪的中心轴。
优选地,所述静基座设有挡块和设于所述挡块内的锁定槽;所述动基座设有锁定块和锁定弹簧;所述锁定弹簧的伸缩方向和所述锁定槽的槽深方向相同,且二者均垂直于所述静基座和所述动基座的滑动方向;所述动基座带动所述锁定块和所述锁定弹簧沿所述挡块的表面滑动至所述锁定块嵌入所述锁定槽内。
优选地,所述动基座设有呈扁圆状的把手;所述把手和所述驱动件分别位于所述动基座的两对侧。
优选地,全部所述夹紧爪的头部分散且根部铰接于所述静基座。
优选地,全部所述夹紧爪的周侧围设有开口弹性圈;所述开口弹性圈位于所述夹紧爪的头部和根部之间;任一所述夹紧爪与所述开口弹性圈固定连接。
优选地,所述静基座内设有多个沉头状的导向孔;所述支撑座具体为用以嵌入所述导向孔内的T型块;全部所述弹性体一一对应插入全部所述导向孔内;任一所述弹性体抵接于所述T型块的尺寸较大的一端。
优选地,所述动基座设有多个用以一一对应插入全部所述导向孔内的导向柱;所述弹性体连接于所述导向柱和所述T型块之间。
相对于上述背景技术,本发明所提供的装配用夹具包括静基座和动基座;静基座设有多个夹紧爪和多个支撑座;动基座设有用以套设全部夹紧爪的驱动件和多个用以一一对应挤压全部支撑座的弹性体。
该装配用夹具中,全部夹紧爪的头部环列分布、用以在向内围拢时套设且抱紧第一待装配件;全部支撑座均浮动安装于静基座、用以在浮动下压时触压于第二待装配件的表面。因此,当动基座朝向静基座靠近时,动基座带动驱动件和弹性体同步靠近动基座,实现驱动件靠近并箍紧全部夹紧爪,并实现弹性体挤压支撑座。
综上,该装配用夹具应用于第一待装配件和第二待装配件的装配作业时,全部夹紧爪在抱紧第一待装配件时实现了动基座、静基座以及第一待装配件三者的相对固定,而弹性体和支撑座则以第一待装配件的位置基准挤压并自动定位第二待装配件。
以该装配用夹具具体应用于转向管柱和组合开关模块的装配作业为例。此装配用夹具利用全部夹紧爪抱紧转向管柱的同时,利用全部弹性体及其所连接的支撑座自适应地触压于组合开关模块的表面,实现组合开关模块以转向管柱为基准自动定位,从而辅助于操作人员对组合开关模块的锁紧固定作业,有利于组合开关模块的装配精度,简化装配作业并降低操作难度。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
图1为本发明实施例所提供的装配用夹具的爆炸图;
图2为本发明实施例所提供的装配用夹具与第一待装配件、第二待装配件的装配示意图;
图3为本发明实施例所提供的装配用夹具的结构示意图;
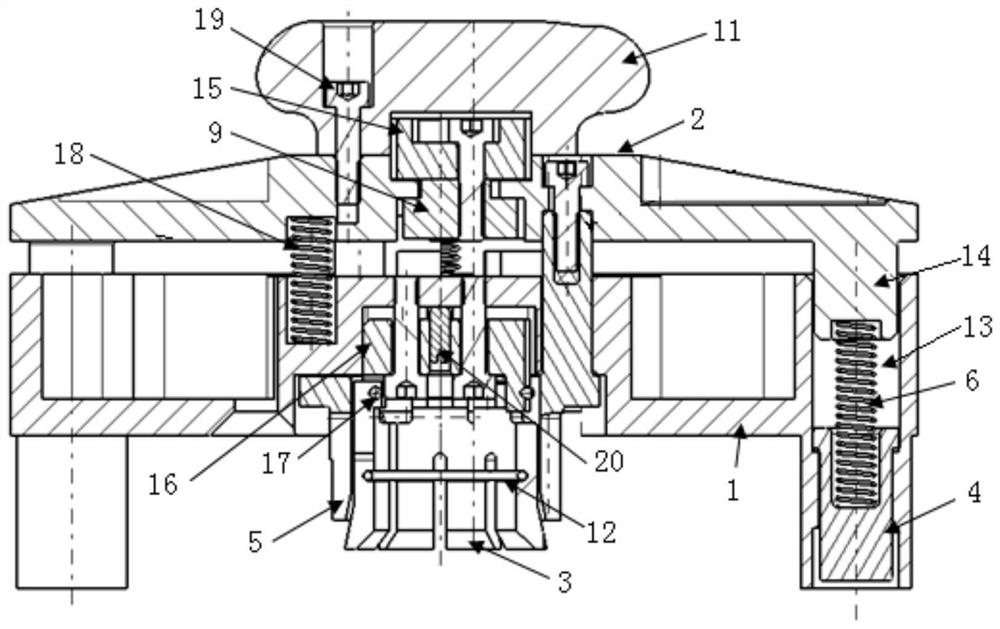
图4为本发明实施例所提供的处于第一工作状态下的装配用夹具的局部剖视图;
图5为本发明实施例所提供的处于第二工作状态下的装配用夹具的局部剖视图;
图6为本发明实施例所提供的装配用夹具在夹紧爪处的局部剖视图。
其中,01-第一待装配件、02-第二待装配件、1-静基座、2-动基座、3-夹紧爪、4-支撑座、5-驱动件、6-弹性体、7-挡块、8-锁定槽、9-锁定块、10-锁定弹簧、11-把手、12-开口弹性圈、13-导向孔、14-导向柱、15-滑块、16-固定块、17-转动轴、18-连接弹簧、19-连接螺栓、20-调节销、21-固定螺栓。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
为了使本技术领域的技术人员更好地理解本发明方案,下面结合附图和具体实施方式对本发明作进一步的详细说明。
请参考图1至图6,图1为本发明实施例所提供的装配用夹具的爆炸图;图2为本发明实施例所提供的装配用夹具与第一待装配件、第二待装配件的装配示意图;图3为本发明实施例所提供的装配用夹具的结构示意图;图4为本发明实施例所提供的处于第一工作状态下的装配用夹具的局部剖视图;图5为本发明实施例所提供的处于第二工作状态下的装配用夹具的局部剖视图;图6为本发明实施例所提供的装配用夹具在夹紧爪处的局部剖视图。
本发明提供一种装配用夹具,包括静基座1和动基座2;其中,静基座1设有多个夹紧爪3和多个支撑座4,动基座2设有驱动件5和多个弹性体6的动基座2。
针对上述静基座1而言,全部夹紧爪3的头部环列分布、用于在相向向内围拢时套设且抱紧第一待装配件01,实现静基座1与第一待装配件01的固定连接;全部支撑座4浮动连接于静基座1、用于在浮动下压时抵接且压紧于第二待装配件02的表面。至于支撑座4的浮动方向,可结合第二待装配件02的形状特征和装配关系具体设置。结合静基座1的上述结构可知,该装配用夹具用于以第一待装配件01为位置基准实现对第二待装配件02的表面的装卡定位。
针对上述动基座2而言,驱动件5用于套设全部夹紧爪3,全部弹性体6用于一一对应挤压全部静基座1的支撑座4。
该装配用夹具中,动基座2沿靠近和远离静基座1的方向相对于静基座1移动,因此,当动基座2靠近静基座1时,动基座2带动驱动件5向全部夹紧爪3的头部移动,由于驱动件5的尺寸不变,因此驱动件5向全部夹紧爪3的头部移动时逐渐箍紧全部夹紧爪3,令全部夹紧爪3抱紧第一待装配件01,实现包括驱动件5在内的动基座2、包括全部夹紧爪3在内的动基座2以及第一待装配件01三者的相对固定。与此同时,动基座2同时带动全部弹性体6一一对应挤压支撑座4,进而令全部支撑座4挤压第二待装配件02的表面。基于弹性体6的弹性和支撑座4的浮动特性,全部支撑座4向第二待装配件02的表面各处所施加的压力会结合第二待装配件02的表面各处的初始位置进行自动调整,从而令第二待装配件02的表面以预设位置和角度定位,实现第二待装配件02在预设安装位置的装配连接。
在驱动件5箍紧全部夹紧爪3的头部且全部弹性体6挤压全部支撑座4时,因动基座2、静基座1和第一待装配件01三者相对固定,而支撑座4以第一待装配件01为位置基准满足了第二待装配件02在特定位置的定位。此时,操作人员向第二待装配件02连接紧固件时,一则无需腾出手来维持第二待装配件02的位置,二则可以保证第二待装配件02以预设位置和角度分布,避免第二待装配件02的实际安装位置与预设安装位置存在偏差。
以该装配用夹具应用于汽车零部件的装配作业为例。若第一待装配件01为转向管柱而第二待装配件02为组合开关模块,如图2所示,组合开关模块套设于转向管柱时,现有技术需要人为调整并扶稳组合开关模块,随后将组合开关模块锁紧于转向管柱。操作人员因每次装配动作的手法和用力程度不同,容易导致组合开关模块与转向管柱装配不正、不到位,进而导致组合开关模块在使用时容易产生噪音,影响产品质量和产品体验。
相较之下,操作人员若采用本发明所提供的装配用夹具进行上述装配作业时,该装配用夹具可以利用全部夹紧爪3抱紧转向管柱,实现该装配用夹具与转向管柱的固定连接,同时利用全部支撑座4触压于组合开关模块的表面,通常触压于组合开关模块的螺钉柱端部,实现以转向管柱为位置基准定位组合开关模块,令组合开关模块自动平衡在转向管柱上。此时,操作人员可腾出手来锁紧组合开关模块和转向管柱,不必人为扶持组合开关模块,因此组合开关模块在装配过程中的定位精度主要取决于装配用夹具对组合开关模块的定位,可避免引入人为操作误差。
综上,本发明所提供的装配用夹具可应用于第一待装配件01和第二待装配件02的装配作业。使用该装配用夹具时,可以通过此装配用夹具以第一待装配件01为位置基准自动定位第二待装配件02的装配位置,有利于第二待装配件02的装配精度,简化装配作业并降低操作难度。
下面结合附图和实施方式,对本发明所提供的装配用夹具做更进一步的说明。
对于本发明所提供的装配用夹具而言,静基座1的全部夹紧爪3和全部支撑座4的相对位置关系取决于被操作对象也就是第一待装配件01和第二待装配件02的相对位置关系。
为了方便说明,本发明以下提供的各个实施例中,均以汽车的转向管柱和组合开关模块为例进行阐述。转向管柱呈长条柱状,组合开关模块的中部设有空腔,组合开关模块套设于转向管柱时,转向管柱自这开关模块的前述空腔内穿过。基于转向管柱和组合开关模块的这一相对位置关系,本发明所提供的装配用夹具中,全部夹紧爪3设于静基座1的中部,而全部支撑座4设于静基座1的四周,也就是说,当全部夹紧爪3抱紧转向管柱时,全部支撑座4位于全部夹紧爪3和转向管柱的四周,全部支撑座4对组合开关模块的表面进行挤压定位。
进一步地,上述实施例中,全部支撑座4以全部夹紧爪3为中心呈中心对称分布。例如,支撑座4的数目设置为两个时,两个支撑座4以全部夹紧爪3为中点对称分布于全部夹紧爪3的左右两侧;支撑座4的数目设置为两个以上时,全部支撑座4以全部夹紧爪3为中心环形阵列分布,且任意相邻两个支撑座4所对应的圆心角大小相等。
以图2为例,对于目前市场上的转向管柱和组合开关模块而言,组合开关模块与转向管柱的装配位置精度主要体现于组合开关模块的端面相对于转向管柱的中心轴的倾斜角度,因此,支撑座4可沿转向管柱的轴向向组合开关模块的端面施加压力,实现组合开关模块的端面垂直于转向管柱的中心轴。可见,若某第一待装配件01和套设于该第一待装配件01的第二待装配件02此二者的装配位置精度主要体现于二者的同轴度,则支撑座4可沿前述第二待装配件02的径向浮动。
为了实现更好的技术效果,本发明所提供的装配用夹具中,静基座1和动基座2滑动连接;静基座1还设有挡块7;动基座2还设有锁定块9和锁定弹簧10。
上述实施例中,挡块7内设有锁定槽8,该锁定槽8的槽深方向与动基座2的锁定弹簧10的伸缩方向相同,且前述槽深方向和伸缩方向均垂直于静基座1和动基座2的滑动方向。因此,动基座2向静基座1滑动时,动基座2带动锁定块9和锁定弹簧10贴合于挡块7的表面滑动,此时锁定弹簧10处于压缩状态,直至锁定块9到达挡块7内的锁定槽8所在位置时,锁定弹簧10伸长,锁定块9在锁定弹簧10的挤压在进入锁定槽8,实现锁定块9和锁定槽8的相互嵌合,进而实现动基座2和静基座1二者的固定连接。
其中,挡块7及其锁定槽8相对于静基座1的位置可参考图1。挡块7及其锁定槽8、锁定块9和锁定弹簧10此几者的运动状态可参考图4和图5。
至于动基座2和静基座1的滑动连接,可通过驱动件5和全部夹紧爪3的套设连接关系以及设于动基座2和静基座1二者之间的连接弹簧18实现。
此外,动基座2内还可设置滑块15,滑块15通过固定螺栓21连接锁定块9,锁定弹簧10安装于动基座2和滑块15之间。滑块15和锁定块9贴合于挡块7的表面滑动时,锁定弹簧10与动基座2保持相对固定,与滑块15和锁定块9相对滑动。
进一步地,动基座2设有呈扁圆状的把手11。对于动基座2而言,把手11和驱动件5分别位于动基座2的两对侧,因此,操作人员可通过按压把手11实现动基座2朝向静基座1靠近,进而实现动基座2带动驱动件5靠近静基座1及其全部夹紧爪3的头部。
其中,动基座2、把手11和驱动件5三者可通过紧固件固定连接。例如把手11可通过连接螺栓19固定连接于动基座2。
针对本发明所采用的夹紧爪3,全部夹紧爪3的头部环列且分散,当驱动件5沿全部夹紧爪3的根部向头部移动时,全部夹紧爪3的头部会在驱动件5的形状约束下向环中心围拢,从而抱紧第一待装配件01。根据前述结构及其运动状态可知,全部夹紧爪3的头部会在驱动件5所施加的外力作用下产生位移,这一位移既可以通过全部夹紧爪3的弹性变形实现,也可以通过全部夹紧爪3的偏转实现。
示例性的,可参考图4至图6,任意一个夹紧爪3的根部铰接于静基座1,设于夹紧爪3的根部的转动轴17垂直于全部夹紧爪3的中心轴。因此,任意一个夹紧爪3可以向全部夹紧爪3所围成的环内外偏转。
其中,静基座1内可设置固定块16,固定块16用于实现全部夹紧块的铰接。其中,固定块16通过调节销20连接于静基座1。
为了方便使用,在上述实施例的基础上,全部夹紧爪3的周侧围设有开口弹性圈12。该开口弹性圈12与任意一个夹紧爪3固定连接,用于约束全部夹紧爪3之间的相对位置,避免因夹紧爪3随意偏转而难以套设第一待装配件01。
其中,沿任意一个夹紧爪3的长度方向来看,开口弹性圈12位于夹紧爪3的头部和根部之间,有效限制了任意一个夹紧爪3的头部的偏转范围,防止因夹紧爪3自由转动而阻碍与第一待装配件01的安装。该实施例中,开口弹性圈12非完整圆环,因此可以通过缺口的大小调整整个环体的直径,匹配于全部夹紧爪3的头部的分散和围拢。
针对本发明所采用的支撑座4,具体可参考图3。静基座1内设有多个沉头状的导向孔13,换言之,该导向孔13的内壁设有台阶面;与之相适应地,支撑座4具体设置为用以嵌入前述导向孔13内的T型块。
上述实施例中,动基座2所连接的全部弹性体6一一对应插入全部导向孔13内,从而挤压于T型块的尺寸较大的一端端部。由于导向孔13具有台阶面,因此导向孔13的台阶面结合插入导向孔13内的弹性体6可以分别限制T型块的浮动范围。简单来说,弹性体6挤压T型块时,T型块靠近台阶面,直至T型块止位于台阶面所在之处。
进一步地,动基座2设有多个导向柱14,全部弹性体6一一对应连接于全部导向柱14,动基座2与静基座1装配时,全部导向柱14分别插入全部导向孔13内。相比于未设导向柱14而言,设置导向柱14可以更好地约束弹性体6的伸缩方向,保证弹性体6向T型块所施加的压力。
以上对本发明所提供的装配用夹具进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
- 一种装销夹具及具有该装销夹具的装销设备
- 一种AGV顶升装配用浮动合装台