立铣刀以及其制造方法
文献发布时间:2023-06-19 11:11:32
技术领域
本发明涉及立铣刀以及其制造方法。
背景技术
立铣刀作为切削工具中的一种而被广为知晓。代表性地,立铣刀具有以旋转轴为中心而旋转的主体及安装在该主体表面的切削刃。
现有技术文献
专利文献
专利文献1:日本特开2016-182658号公报
发明内容
发明所要解决的问题
立铣刀的刀具材质有很多,本发明者们对使用烧结金刚石刃作为切削刃的磨损对策进行了研究。虽然通常的立铣刀是通过对一体的金属进行切削来进行刀具成型的,但烧结金刚石刃是难以通过切削来形成刃的,需要另行地安装于立铣刀的主体。根据用途的不同,立铣刀有时要求小径(例如外径小于10mm)。这样的小径的立铣刀常常无法在主体充分地确保用于安装切削刃的安装面,难以将切削刃安装于主体。进而,在使用多个切削刃的情况下,向主体安装切削刃以及确保强度和耐久性常常更困难。
本发明是为了解决上述现有问题而完成的,其主要目的在于:提供虽然为小径但多个切削刃可良好地安装于主体并且强度及耐久性优异的立铣刀以及其简便的制造方法。
用于解决问题的手段
本发明的立铣刀具有主体和多个切削刃,上述主体设置有多个埋入部并以旋转轴为中心而旋转,上述多个切削刃分别埋入该多个埋入部而固着并被构成为最外径。该切削刃包含烧结金刚石,该切削刃的螺旋角为0°,该立铣刀的外径小于10mm。该切削刃以该切削刃的延长线不从该旋转轴通过的方式埋入该埋入部而固着。
在一个实施方式中,上述切削刃以对规定角度的前角进行规定的方式埋入上述埋入部而固着。
在一个实施方式中,在上述主体形成有基准面,上述基准面沿相对于上述切削刃的延伸方向形成上述规定角度的方向延伸。
在一个实施方式中,在上述主体形成有埋入面,上述埋入面沿相对于上述基准面的延伸方向交叉的方向延伸。
在一个实施方式中,在上述主体形成有埋入面,上述埋入面沿相对于与上述基准面的延伸方向正交的方向形成上述规定角度的方向延伸。
在一个实施方式中,上述切削刃以与上述埋入面正交的方式埋入上述埋入部而固着。
在一个实施方式中,就上述本体来说,由上述旋转轴方向观察到的上述埋入部的旋转方向上游侧比该埋入部的旋转方向下游侧更突出。
在一个实施方式中,上述切削刃具有由超硬材料构成的基部和设置于该基部的一面的烧结金刚石层。
在一个实施方式中,上述埋入部的深度为0.30mm~1.50mm。
在一个实施方式中,上述多个埋入部设置于与上述旋转轴对称的位置。
根据本发明的其他方面,可提供上述立铣刀的制造方法。该制造方法包括下述工序:将上述切削刃埋入上述主体的上述埋入部;以及在将该切削刃埋入该埋入部的状态下,通过真空钎焊或高频钎焊将该切削刃与该埋入部固着。
在一个实施方式中,上述切削刃具有由超硬材料构成的基部和设置于该基部的一面的烧结金刚石层,上述制造方法通过真空钎焊将该基部及该烧结金刚石层这两者与上述埋入部固着。
在另一个实施方式中,上述切削刃由烧结金刚石构成,上述制造方法通过真空钎焊将该烧结金刚石与上述埋入部固着。
发明效果
根据本发明,就小径的立铣刀来说,通过在主体设置埋入部并将切削刃埋入该埋入部而固着,能够实现切削刃良好地安装于主体并且强度及耐久性优异的立铣刀。进而,通过以切削刃的延长线不从旋转轴通过的方式将切削刃埋入埋入部而固着,能够进一步提高强度及耐久性。其结果是,就算在使用多个切削刃的情况下,也能够实现如上所述的优异的立铣刀。
附图说明
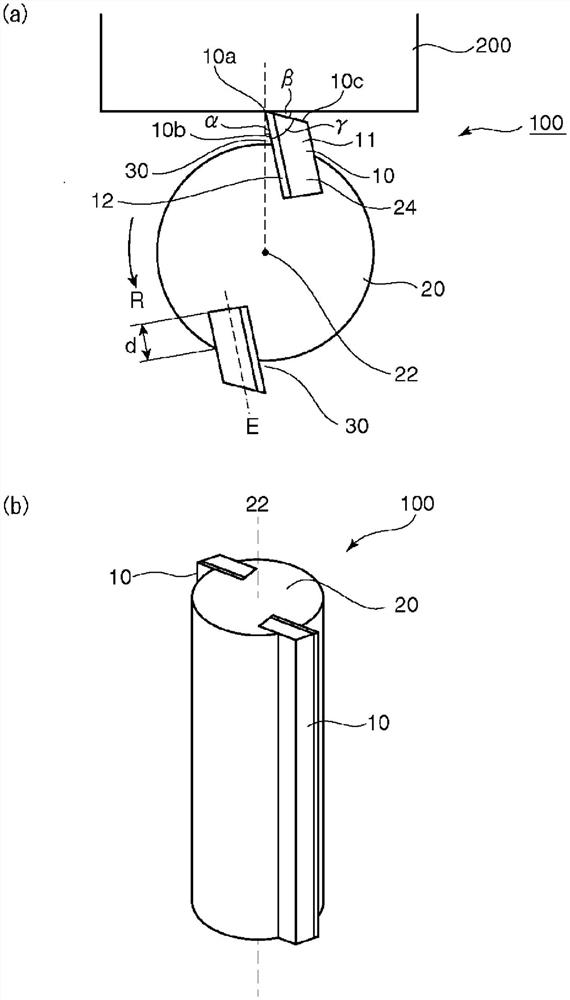
图1(a)是用于对本发明的一个实施方式的立铣刀的结构进行说明的由轴向观察到的俯视示意图;图1(b)是图1(a)的立铣刀的立体示意图。
图2(a)~图2(e)分别是用于对本发明的另一个实施方式的立铣刀的结构进行说明的由轴向观察到的俯视示意图。
图3是表示可由使用本发明的实施方式的立铣刀的光学膜的制造方法得到的经非直线加工的光学膜的形状的一个例子的俯视示意图。
图4是用于对使用了本发明的实施方式的立铣刀的光学膜的切削加工进行说明的立体示意图。
图5(a)~图5(e)是对作为使用了本发明的实施方式的立铣刀的光学膜的切削加工的一个例子的非直线性切削加工的一系列步骤进行说明的俯视示意图。
具体实施方式
以下,参照附图对本发明的具体实施方式进行说明,但本发明不限于这些实施方式。此外,为了便于观察而示意性地示出了附图,而且附图中的长度、宽度、厚度等的比率以及角度等与实际不同。
A.立铣刀
图1(a)是用于对本发明的一个实施方式的立铣刀的结构进行说明的由轴向观察到的俯视示意图;图1(b)是图1(a)的立铣刀的立体示意图。图示例的立铣刀100具有主体20和切削刃10,上述主体20以沿铅直方向(工件的层叠方向,工件是层叠光学膜而成的切削对象物,详细情况将后述)延伸的旋转轴22为中心而旋转,上述切削刃10由主体20突出而被构成为最外径。立铣刀代表性地是直立铣刀。在本发明的实施方式中,在主体20设置有埋入部24,切削刃10埋入埋入部24而与主体20固着。在为这样的构成的情况下,就算立铣刀为小径而难以在主体表面充分地确保切削刃的安装面,也能够将切削刃良好地安装于主体。因此,可实际地制作具有实用上可容许的切削能力的小径的立铣刀。进而,能够实现强度及耐久性优异的立铣刀。在本发明的实施方式中,在主体20设置有多个埋入部24,切削刃10分别埋入该多个埋入部24而固着。图示例中设置了两个埋入部24、24,也可以设置三个以上的埋入部。即,切削刃的数量可以是两片,也可以是三片以上。进而,在本发明的实施方式中,除了上述构成以外,切削刃10以切削刃10的延长线不从旋转轴22通过的方式埋入埋入部24而固着。在为这样的构成的情况下,与以切削刃的延长线从旋转轴通过的方式形成埋入部的构成相比,能够增大埋入部彼此的距离(实质上是埋入部的深部彼此的距离)。其结果是,能够进一步提高主体20的强度及耐久性,最终能够进一步提高立铣刀的强度及耐久性。其结果是,就算在使用多个切削刃的情况下,也能够实现如上所述的优异的立铣刀。此外,本说明书中,“切削刃的延长线”是指在切削刃的厚度方向的中点沿切削刃的长度方向延伸的线(图1(a)中的线E)。
如上所述,可设置有多个埋入部24,并且与埋入部24的数量相对应地设定切削刃10的数量。埋入部优选设置两处至四处,更优选设置两处至三处。即,立铣刀的切削刃的数量优选为两片至四片,更优选为两片至三片。在为这样的构成的情况下,由于可适当地确保切削刃彼此的间隔,因此能够良好地排出切屑。更优选刃数量为两片。在为这样的构成的情况下,能够确保切削刃的刚性并且确保凹口(pocket)而良好地排出切屑。上述多个埋入部优选设置在与旋转轴22对称的位置。在为这样的构成的情况下,能够实现良好的切削,并且进一步提高立铣刀的强度及耐久性。此外,在立铣刀的切削刃为两片的情况下,例如在立铣刀的主体的周向相隔约180°地配置。当立铣刀的切削刃为三片的情况下,例如在立铣刀的主体的周向每隔约120°地配置。
图示例中,埋入部24的深度d优选为0.30mm~1.50mm,更优选为0.30mm~1.00mm,进一步优选为0.30mm~0.70mm。在埋入部的深度为这样的范围的情况下,能够确保切削刃与主体的固着强度及主体本身的强度这两者。在埋入部的深度小于0.30mm的情况下,有时切削刃与主体的固着强度不够。在埋入部的深度超过1.50mm的情况下,有时主体本身的强度不够。
在本发明的实施方式中,切削刃10的螺旋角为0°。在为这样的构成的情况下,能够良好地进行后述的光学膜的切削。更详细来说,在使用具有螺旋角的切削刃来进行切削(例如异型加工或非直线加工)的情况下,有切削面由横向观察成为锥状的情况,此时能够通过使用螺旋角为0°的切削刃来抑制切削面成为锥状。在此,异形加工是指例如将光学膜加工成除了矩形以外的形状。特别是,在使用小径的立铣刀来对光学膜进行细微的非直线加工(异型加工)的情况下能够得到显著的效果。此外,本说明书中,“螺旋角为0°”是指切削刃10沿与旋转轴22实质上平行的方向延伸,换句话说,是指刃没有相对于旋转轴螺旋。此外,“0°”是指实质上为0°的意思,也包括因加工误差等造成螺旋少许角度的情况。
在本发明的实施方式中,立铣刀的外径小于10mm,优选为3mm~9mm,更优选为4mm~7mm。根据本发明的实施方式,可以实际制作具有这样小的外径并且具有实用上可容许的切削能力的立铣刀。其结果是,例如就使用了这样的小径的立铣刀的细微的非直线加工(异型加工)来说,能够良好地抑制光学膜的裂纹及黄带,在光学膜具有粘接层的情况下还能够良好地抑制缺胶。此外,本说明书中,“立铣刀的外径”是指将从旋转轴22到刃尖10a为止的距离乘以2而得到的值。
切削刃10代表性地包含刃尖10a、前刀面10b及退让面10c。通过前刀面10b与主体20可规定出凹口30。刃尖10a可以如图示例那样是锐利的(例如也可以在俯视下具有锐角的顶点),也可以是平坦的。退让面10c的俯视形状可以如图示例是直线状,也可以是弯曲状(也可以具有两个退让面),还可以是平滑的曲线状。退让面10c优选经糙化处理。作为糙化处理,可采用任意适当的处理。作为代表例子,可以列举出喷砂处理。通过对退让面施行糙化处理,能够抑制在对光学膜进行切削加工并且该光学膜包含粘接层(例如粘接剂层、粘合剂层)的情况下粘接剂或粘合剂附着于切削刃,其结果是能够抑制粘连。本说明书中,“粘连”是指在光学膜包含粘接层的情况下工件中的光学膜彼此因端面的粘接剂或粘合剂而粘接的现象,附着于端面的粘接剂或粘合剂的切屑会促进光学膜彼此的粘接。
切削刃10可以如图示例那样以对规定角度的前角α进行规定的方式埋入埋入部24而固着,也可以以前角成为0°(切削刃延伸的方向与主体的直径方向平行)的方式埋入埋入部24而固着。在如图示例那样对前角进行规定的情况下,前角α优选为5°~45°,更优选为5°~30°。在前角α为这样的范围的情况下,能够确保刃的锐利,适当地抑制切削加工时的阻力,并且可使凹口30为适当的大小而能够良好地排出切屑。其结果是,在对光学膜进行切削加工的情况下能够良好地抑制光学膜的裂纹及黄带,在光学膜具有粘接层的情况下还能够良好地抑制缺胶。此外,如果前角α过大,则有时将切削刃安装至主体变得困难。切削刃10的后角β优选为5°~30°,更优选为5°~25°。在后角β为这样的范围的情况下,能够防止退让面10c与工件200的接触而适当地抑制切削加工时的阻力。进而,能够防止刃尖角γ变得过小。其结果是,在对光学膜进行切削加工的情况下能够良好地抑制光学膜的裂纹及黄带,在光学膜具有粘接层的情况下还能够良好地抑制缺胶。此外,能够增大切削刃的寿命。切削刃10的刃尖角γ优选为45°以上,更优选为55°以上。在刃尖角γ为这样的范围的情况下,能够增大切削刃的寿命。考虑到前角α及后角β,刃尖角γ小于85°,优选为80°以下,更优选为75°以下。此外,本说明书中,“前角α”是将刃尖10a与旋转轴22连接的直线与前刀面10b所成的角度;“后角β”是工件200的切削面与退让面10c所成的角度;“刃尖角γ”是以刃尖10a作为顶点而规定的角度,并且是由式:90°-前角α-后角β算出的角度。
在本发明的实施方式中,切削刃10包含烧结金刚石。在为这样的构成的情况下,能够良好地进行使用了如上所述的小径的立铣刀的细微的非直线加工(异形加工)。更详细来说,切削刃10可以由烧结金刚石构成(可以实质上由烧结金刚石形成),也可以如图示例那样包含烧结金刚石而构成。图示例中,切削刃10具有由超硬材料构成的基部11和设置于基部11的一面(立铣刀的旋转方向R的下游侧的面)的烧结金刚石层12。烧结金刚石层12的表面成为切削刃的前刀面10b。在为图示例的构成的情况下,切削刃的加工及切割是容易的。此外,图示例中,由设置埋入部带来的效果会变得显著。详细情况如下所述。在将这样的层叠结构的切削刃安装于主体的情况下,安装是代表性地以钎焊进行,此时由于层叠结构而使得热收缩性在基部侧与烧结金刚石层侧不同。其结果是,通过钎焊进行安装时,切削刃发生翘曲的情况较多,难以将切削刃安装于主体。根据本发明的实施方式,由于是在将切削刃埋入主体的埋入部的状态下固着,因此就算在切削刃发生翘曲的情况下也可以进行安装。
图示例中,基部11的厚度例如可以是0.2mm~2.0mm。作为构成基部11的超硬材料,代表性地可以列举出超硬合金。超硬合金代表性地是指以Fe、Co、Ni之类的铁系金属对元素周期表IVa、Va、VIa族金属的碳化物进行烧结而成的复合材料。作为超硬合金的具体例子,可以列举出:WC-Co系合金、WC-TiC-Co系合金、WC-TaC-Co系合金、WC-TiC-TaC-Co系合金、WC-Ni系合金、WC-Ni-Cr系合金。烧结金刚石层12的厚度例如可以是0.5mm~1.5mm。构成烧结金刚石层12的烧结金刚石代表性地是在高温、高压下使金刚石的小颗粒与粘结剂(例如金属粉、陶瓷粉)一起烧固而成的多晶金刚石。通过改变粘结剂的种类及混合比率等能够调整烧结金刚石的特性。
切削刃10优选为沿着主体20的长度方向(旋转轴方向)无接缝的一体物。通过使切削刃为无接缝的一体物,能够进一步提高切削能力、强度及耐久性。切削刃的旋转轴方向的长度优选为15mm以上,更优选为20mm~50mm。当是这样的长度时,在对光学膜进行切削加工的情况下,能够对层叠所期望的片数的光学膜而成的工件进行切削加工,因此能够提高切削加工的效率。
以下,对本发明的变形例中的几个代表例子进行说明。
图2(a)是用于对本发明的另一个实施方式的立铣刀的结构进行说明的由轴向观察到的俯视示意图。图示例的立铣刀101在主体20形成有基准面26。基准面20沿相对于切削刃10的延伸方向形成上述规定角度(前角α的角度)的方向延伸。换句话说,基准面20沿与将刃尖10a和旋转轴22连接的直线实质上平行的方向延伸。通过形成基准面26,可以将基准面26作为基准而容易地设定埋入部24的方向,因此,其结果是切削刃的前角的设定变得容易。此外,在图2(a)中,在主体20的两个侧面形成有基准面26,但基准面26也可以仅形成在一侧面。
图2(b)及图2(c)分别是用于对本发明的其他实施方式的立铣刀的结构进一步进行说明的由轴向观察到的俯视示意图。图示例的立铣刀102及103还分别在主体20形成有埋入面28。埋入面28是平坦面,在该平坦面形成埋入部24。埋入面28代表性地沿相对于基准面的延伸方向交叉的方向形成。埋入面28例如可以如图2(b)所示地以沿与基准面的延伸方向正交的方向延伸的方式形成,也可以如图2(c)所示地以沿相对于与基准面的延伸方向正交的方向形成上述规定角度(前角α的角度)的方向延伸的方式形成,还可以以沿相对于基准面的延伸方向规定任意适当的角度的方向延伸的方式形成(未图示)。通过形成埋入面28,可以在平坦面形成埋入部24,因此形成埋入部及向埋入部埋入切削刃变得容易。进而,通过设定为如图2(c)所示的构成,在形成沿与埋入面28正交的方向延伸的埋入部24并且以与埋入面28正交的方式埋入切削刃10的情况下,能够自动地实现所期望的前角。因此,向埋入部埋入切削刃变得极其容易,并且切削刃的前角的设定变得极其容易。
图2(d)是用于对本发明的其他实施方式的立铣刀的结构进行说明的由轴向观察到的俯视示意图。在图示例的立铣刀104中,就主体20来说,由旋转轴方向观察到的埋入部24的旋转方向R的上游侧的部分20u比下游侧的部分20d更突出。在为这样的构成的情况下,能够更良好地排出切屑。埋入部的旋转方向上游侧的深度d1优选为0.50mm~1.50mm,更优选为0.50mm~1.00mm。埋入部的旋转方向下游侧的深度d2优选为0.30mm~1.25mm,更优选为0.30mm~0.75mm。在d1及d2为这样的范围的情况下,能够实现上述的优异的切屑排出性并且确保切削刃与主体的固着强度及主体本身的强度这两者。d1与d2之比d1/d2优选为1.20~1.67,更优选为1.33~1.67。在比d1/d2为这样的范围的情况下,有利于具有成为更容易耐受所装载的光学膜加工的切削条件的结构。
上述的实施方式可以适当组合。例如,可以如图2(e)所示地将图2(d)的实施方式与前角为0°的实施方式组合;也可以将图2(a)、图2(b)或图2(c)的实施方式与前角为0°的实施方式组合。另外,例如关于图2(a)~图2(e)的实施方式也可以分别将切削刃的刃数量设定为三片(埋入部为三处),也可以分别将切削刃的刃数量设定为四片以上(埋入部为四处以上)。当然,除了上述的实施方式所例示出的以外的适当的组合也包含于本发明。
B.立铣刀的制造方法
上述A项所述的立铣刀的制造方法包括下述工序:将切削刃10埋入主体20的埋入部24;以及在将切削刃10埋入埋入部24的状态下,通过真空钎焊或高频钎焊将切削刃10与埋入部24固着。以下,进行简单说明。
首先,制作主体。主体可以例如通过本领域所周知的方法将由本领域所周知的粉末冶金法得到的烧结体加工成圆柱形状来制作。接着,在主体形成埋入部。埋入部可以以任意适当的方法形成。作为形成方法的具体例子,可以列举出激光加工、切削加工。另一方面,制作切削刃。在切削刃具有由超硬材料构成的基部和设置于该基部的一面的烧结金刚石层的情况下,切削刃可以以以下的步骤来制作:首先,由具有基部和烧结金刚石层的母材切割出规定形状的切削刃形成片。切割例如是通过放电加工或激光加工来进行的。接着,对所得到的切削刃形成片的基部进行切削而使厚度减小至规定厚度,由此得到切削刃。在切削刃由烧结金刚石构成的情况下,可以通过对烧结金刚石的母材进行切削加工来得到切削刃。
接着,将如上所述得到的切削刃埋入(代表性地将切削刃插入埋入部)如上所述形成的埋入部。最后,在将切削刃埋入埋入部的状态下,将切削刃与埋入部固着。具体来说,切削刃可以通过真空钎焊或高频钎焊而与埋入部固着。真空钎焊就算是包含烧结金刚石的切削刃,也能够良好地与主体(埋入部)固着。这是因为,能够将钎焊时的残留氧及水分去除,因此能够将主体表面的氧化覆膜破坏并且防止氧化覆膜的再生,由此能够增大主体表面的润湿性。高频钎焊使在低温下的加工成为可能。此外,在切削刃具有基部和烧结金刚石层的情况下,将基部及烧结金刚石层这两者与主体(埋入部)固着;在切削刃由烧结金刚石构成的情况下,将烧结金刚石与主体(埋入部)固着。
C.立铣刀的使用方法
上述A项及B项所述的立铣刀代表性地可以适用于光学膜的制造方法。该制造方法优选包括对光学膜的端面进行切削加工。
作为光学膜的具体例子,可以列举出:起偏器、相位差膜、偏振片(代表性地是起偏器与保护膜的层叠体)、触摸面板用导电性膜、表面处理膜以及根据目的将它们适当地层叠而成的层叠体(例如防反射用圆偏振片、触摸面板用带导电层的偏振片)。在一个实施方式中,光学膜包含粘接层(例如粘接剂层、粘合剂层)。通过使用本发明的实施方式的立铣刀,就算是包含粘接层的光学膜,也能够抑制切削加工中的缺胶。
以下,对采用了作为光学膜的一个例子的带粘合剂层的偏振片的情况下的制造方法进行说明。具体来说,是对如图3所示的俯视形状的带粘合剂层的偏振片的制造方法中的各个工序进行说明。此外,光学膜不限于带粘合剂层的偏振片并且带粘合剂层的偏振片的俯视形状不限于图3的俯视形状对本领域技术人员来说是显而易见的。即,本发明的实施方式的立铣刀可适用于任意形状的任意光学膜的制造方法。
C-1.工件的形成
图4是用于对光学膜的切削加工进行说明的立体示意图,本图示出了工件200。如图4所示,形成重叠多片光学膜(带粘合剂层的偏振片)而成的工件200。由于带粘合剂层的偏振片可通过本领域所周知惯用的方法来制造,因此省略该制造方法的详细说明。带粘合剂层的偏振片在形成工件时可代表性地被切断成任意适当的形状。具体来说,带粘合剂层的偏振片可被切断成矩形形状,也可被切断成类似于矩形形状的形状,还可被切断成适于目的的形状(例如圆形)。图示例中,带粘合剂层的偏振片被切断成矩形形状,工件200具有互相对置的外周面(切削面)200a、200b以及与它们正交的外周面(切削面)200c、200d。工件200优选通过夹持机构(未图示)由上下夹持。工件的总厚度优选为10mm~50mm,更优选为15mm~25mm,进一步优选为约20mm。在为这样的厚度的情况下,能够防止因为由夹持机构的按压或切削加工时的冲击而造成的损伤。带粘合剂层的偏振片以工件成为像这样的总厚度的方式重叠。构成工件的带粘合剂层的偏振片的片数例如可为20片至100片。夹持机构(例如夹具)可由软质材料构成,也可由硬质材料构成。在由软质材料构成的情况下,其硬度(JIS A)优选为60°~80°。在硬度过高的情况下,有时残留由夹持机构所造成的压痕。在硬度过低的情况下,有时由于夹具的变形造成而发生位置偏移从而切削精度变得不够。
C-2.立铣刀加工
接着,通过立铣刀100对工件200的外周面的规定位置进行切削。立铣刀100代表性地以如下方式来使用:保持于机床(未图示),并使之绕着立铣刀的旋转轴高速旋转,以一边朝与旋转轴相交叉的方向送出一边使切削刃与工件200的外周面抵接并切入。即,切削代表性地通过使立铣刀的切削刃与工件200的外周面抵接并切入来进行。在制作如图3所示的俯视形状的带粘合剂层的偏振片时,在工件200的外周的四个角部形成倒角部200E、200F、200G、200H,并且在连结倒角部200E与200H的外周面的中央部形成凹部200I。
对工件200的切削加工进行详细说明。首先,如图5(a)所示,对图2的形成倒角部200E的部分进行倒角加工;接着,如图5(b)~图5(d)所示,对形成倒角部200F、200G及200H的部分依次进行倒角加工。最后,如图5(e)所示,切削形成凹部200I。此外,虽然图示例中是以上述顺序来形成倒角部200E、200F、200G及200H以及凹部200I,但这些只要以任意适当的顺序来形成就行。
切削加工的条件可根据带粘合剂层的偏振片的构成、所期望的形状等来适当地设定。例如,立铣刀的旋转速度(转数)优选小于25000rpm,更优选为22000rpm以下,进一步优选为20000rpm以下。立铣刀的旋转速度的下限例如可为10000rpm。又例如,立铣刀的进给速度优选为500mm/分钟~10000mm/分钟,更优选为500mm/分钟~2500mm/分钟,进一步优选为800mm/分钟~1500mm/分钟。再例如,立铣刀的切入量优选为0.8mm以下,更优选为0.3mm以下。立铣刀的切削处的切削次数可为一次切削、两次切削、三次切削或其以上。
如上所述,使用本发明的实施方式的立铣刀,可得到经切削加工的带粘合剂层的偏振片。图示例中,可得到包含经非直线加工的部分的带粘合剂层的偏振片。
产业上的可利用性
本发明的立铣刀可适用于光学膜的切削加工。经本发明的立铣刀进行了切削加工的光学膜可用于例如以汽车的仪表板、智能型手表为代表的异形的图像显示部。
符号说明
10 切削刃
10a 刃尖
10b 前刀面
10c 退让面
11 基部
12 烧结金刚石层
20 主体
22 旋转轴
24 埋入部
26 基准面
28 埋入面
30 凹口
100 立铣刀
101 立铣刀
102 立铣刀
103 立铣刀
104 立铣刀
105 立铣刀
200 工件
- 径向立铣刀及使用其的机床、径向立铣刀设计方法及加工方法
- 立铣刀以及切削加工物的制造方法